一種礦物質復合地板的壓合裝置的制作方法
本發明屬于地板生產技術,具體為一種用于礦物質復合地板的壓合裝置。
背景技術:
1、現有的礦物質復合地板在生產時,通過對原料復配混合后,經擠壓螺旋輸送至模具中成型為柔軟的片材,經壓光輥進行兩面壓光處理,再經過壓合表層的耐磨層,經過冷卻-裁切等步驟得到所需的板坯片材。經檢索cn108995342a公開的一種塑膠地板的輥壓成型設備,系將由擠出機成型的基板層,與印刷層及耐磨層,利用一印刷層放卷機構、耐磨層放卷機構,以及壓延機壓合成型為一體。主要系令該壓延機由設于機架上的定厚輥組、預貼輥組及壓合輥組所組成,該定厚輥組設于該預貼輥組一側,并與該擠出機的出料口直線相對,用于將該基板層限定厚度,該預貼輥組由一大輥輪及若干設于該大輥輪外圍的導輥構成,且該大輥輪內部或對應其輥輪面的一外緣處,并至少設有一第一加熱單元,用以針對預貼的基板層、印刷層及耐磨層加熱,而該壓合輥組設于該預貼輥組另一側,用于將該基板層、印刷層及耐磨層壓合成型為一體。該種設備僅僅能夠實現一側覆膜,覆膜后的板材經過冷卻會使得板材向覆膜側發生卷曲,不利于后續板材側邊開槽處理,同時在后續板材使用時,也會出現覆膜層的翹曲和與基材之間出現分層的問題。
技術實現思路
1、本發明所要解決的技術問題是:
2、如何解決現有礦物質復合地板單側覆膜后容易彎曲變形的問題。
3、為了解決上述技術問題,發明人經過實踐和總結得出本發明的技術方案,本發明采用了如下技術方案:
4、一種礦物質復合地板的壓合裝置,其特征在于,包括:
5、壓光輥組件,壓光輥組件包括多個連續設置在擠壓成型系統后側的壓光輥,多個連續的壓光輥對由擠壓成型系統成型的板材表面壓光處理;
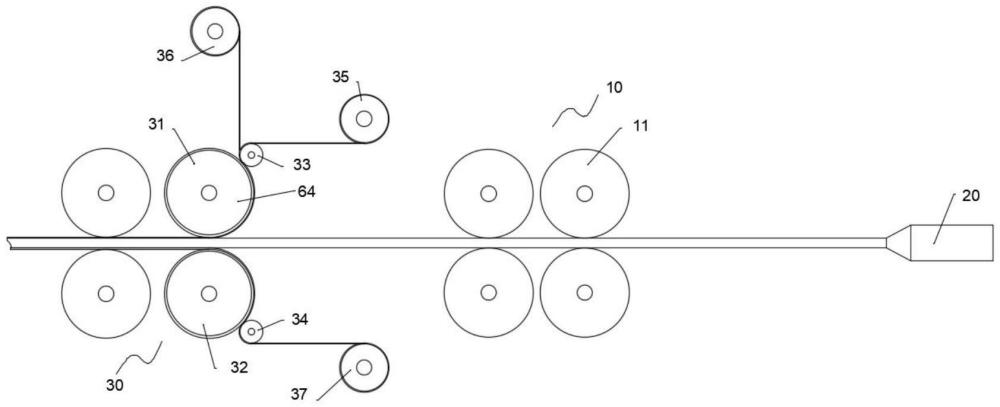
6、壓合輥組件,壓合輥組件包括上壓合輥、下壓合輥、上貼合輥、下貼合輥、上膜輸送輥一、上膜輸送輥二和下膜輸送輥,上膜輸送輥二將耐磨膜輸送至上壓合輥,上膜輸送輥一將印刷膜輸送至上壓合輥上的耐磨膜外側,上貼合輥將耐磨膜貼合于上壓合輥上;下膜輸送輥將平衡膜輸送至下壓合輥,下貼合輥將平衡膜貼合于下壓合輥上,上壓合輥和下壓合輥同步對壓光的板材表面壓貼耐磨膜和平衡膜。
7、優選地,所述壓合輥組件和擠壓成型系統之間設置有逐級冷卻組件,逐級冷卻組件包括冷卻箱,冷卻箱內部空間安裝有上部分隔板和下部分隔板,上部分隔板、下部分隔板沿板材輸送方向連續設置有多個,相鄰的兩個上部分隔板之間安裝有下吹鼓吹單元、相鄰的兩個下部分隔板之間安裝有上吹鼓吹單元,下吹鼓吹單元和上吹鼓吹單元配合作業用于水平懸浮輸送板材并配合分隔板對板材表面逐級降溫處理。
8、優選地,所述相鄰兩個分隔板之間設置有獨立的冷媒熱交換管和溫度傳感器,冷媒熱交換管用于向兩個分隔板之間的區域輸送冷媒并配合鼓吹單元冷卻板材,冷媒熱交換管外接有冷媒儲罐和泵送裝置,溫度傳感器用于檢測兩個分隔板之間的板材表面實時溫度。
9、優選地,所述上貼合輥和板材之間、下貼合輥和板材之間均設置有隔熱板。
10、優選地,所述上膜輸送輥一、上膜輸送輥二和下膜輸送輥配備有伺服電機且放膜速度等于壓合速度。
11、優選地,所述上貼合輥的中心高度大于上壓合輥的中心高度且二者的高度差小于上壓合輥的半徑,上貼合輥繞上壓合輥中心周向位置可調;下貼合輥的中心高度小于下壓合輥的中心高度且二者的高度差小于下壓合輥的半徑,下貼合輥繞下壓合輥中心周向位置可調。
12、優選地,所述上貼合輥和板材之間、下貼合輥和板材之間均設置有安裝架,安裝架上安裝有負壓生成器,安裝架靠近膜的一側安裝有除靜電離子棒、靠近板材的一側設置有導流板,負壓生成器生成負壓于膜和板材之間形成由兩側向中部流動的除電氣流和軟化氣流,軟化氣流用于促進膜和板材之間的粘結劑軟化。
13、優選地,所述上壓合輥內設置有預熱結構,上壓合輥內的預熱結構正對設置在上壓合輥外側處于假性貼合狀態的耐磨膜和印刷膜,預熱結構用于假性貼合狀態的耐磨膜和印刷膜轉為半假性貼合狀態的耐磨膜和印刷膜。
14、一種礦物質復合地板的壓合方法,步驟如下:
15、s100、擠壓成型
16、原料經擠壓成型系統的模具成型為軟化的板材,軟化板材的溫度為180-200℃;
17、s200、逐級降溫輸送
18、板材進入到冷卻箱內,板材在下鼓吹單元和上鼓吹單元共同作用下水平懸浮輸送,依次經過上部分隔板和下部分隔板,上部分隔板和下部分隔板位置對應,上部分隔板或下部分隔板中相鄰兩個分隔板之間安裝有溫度傳感器和風機,溫度傳感器檢測相鄰兩個分隔板之間區域的板材表面實時溫度,當溫度超出設定閾值時,泵送裝置增大冷媒熱交換管的輸送量加快帶走分隔板內的熱量,確保從冷卻箱出口出來的板材表面溫度維持在160±5℃,其中,分隔板為隔熱材料制成;
19、s300、壓光
20、多個連續設置的壓光輥對逐級冷卻的板材進行壓光平整處理,壓光后的板材表面溫度為130-140℃;
21、s400、壓合
22、上膜輸送輥一在自帶的伺服電機作用下外放印刷膜,上模輸送輥二在自帶的伺服電機作用下外放耐磨膜,并經導向輥在上貼合輥作用下假性貼合于上壓合輥上,并在預熱結構作用下預熱形成半假性貼合狀態;
23、下膜輸送輥在自帶的伺服電機作用下外放平衡膜,平衡膜在下貼合輥作用下假性貼合于下壓合輥上;
24、同時負壓發生器生成負壓,在靠近膜的一側形成除電氣流,在靠近板材的一側形成軟化氣流,且軟化氣流的流速大于除電氣流的流速,其中導流板的自由端連接在隔熱板上;
25、上壓合輥和下壓合輥同時同步轉動,在上側壓合半假性貼合的印刷膜和耐磨膜、在下側壓合平衡膜,壓合溫度為120±5℃;
26、s500、冷卻成型
27、在壓合后的板材上方和下方設置按板材輸送方向設置有兩組再加熱組件和冷卻組件,兩組再加熱組件包括電加熱結構和送風機,送風機通過輸送經電加熱結構加熱的熱風對板材再次加熱,板材表面經再加熱處理的溫度為130±5℃,釋放內部應力,冷卻組件采用冷卻對輥用于板材的冷卻定型,最后板材再經過風冷,直至50-60℃。
28、與現有技術相比,本發明具備以下有益效果:
29、1.通過采用在板材同位置于上下兩側同步壓合膜的方式確保板材平整,不會出現卷曲問題。同時印刷膜和耐磨膜一同被壓合于壓光的板材表面,降低壓合結構的復雜性,節省設備安裝空間,其次由于上壓合輥內設置有預熱結構,利用預熱結構能夠將耐磨膜和印刷膜的壓貼面預熱,降低印刷膜壓貼于板材上后出現熱障對耐磨膜壓合造成不利的影響,進而解決先壓合印刷膜、后壓合耐磨膜導致耐磨膜和印刷膜粘結強度不達標的問題。
30、2.通過在壓合組件和擠壓成型系統之間增設逐級冷卻箱,利用內部的上吹鼓吹單元和下吹鼓吹單元將板材水平懸浮輸送和冷卻處理,利用水平懸浮輸送能夠避免板材于二者之間區域由于重力作用,使得下垂,導致現有技術中容易造成跑偏或板材厚度不均勻的問題。由于分隔板將內部分隔為若干個區域,每個區域內均設置有溫度傳感器和風機,當溫度超出設定范圍風機轉速加大增大進入的冷卻空氣,進而實現溫度自主可控,避免車間內冬夏溫差對板材壓合作業產生的負面影響。
31、3.通過設置隔熱板將板材和耐磨膜、印刷膜、平衡膜與板材分隔開,防止板材高溫造成膜變形。
32、4.通過將上膜輸送輥一、上膜輸送輥二和下膜輸送輥配備有伺服電機,利用伺服電機調整放膜速度,避免壓合過程中存在速度差,導致膜破裂或變形出現褶皺的問題。
33、5.通過在膜和壓光后的板材之間增設有負壓生成器產生負壓,利用靠近板材一側的導流板,將板材附近的高溫向貼合區域處引流,促進膜和板材之間的粘結劑軟化,利用靠近膜一側的除靜電離子棒去除膜表面的靜電,需要注意的是,軟化氣流流速大于除電氣流流速,配合負壓環境,利于膜和板材壓合區域的氣體外溢,確保壓合面無氣泡存在,層間結合強度更高更穩定。
34、6.在壓合后還對其進行再加熱去應力操作,通過送風機向板材表面輸送經電加熱結構加熱的空氣,加熱板材,使得板材加熱后釋放壓合面的熱應力,進而確保壓合面的結合強度。
- 還沒有人留言評論。精彩留言會獲得點贊!