一種用于LED燈的線路板貼片焊接方法、系統及存儲介質與流程
本發明涉及線路板貼片焊接,具體涉及一種用于led燈的線路板貼片焊接方法、系統及存儲介質。
背景技術:
1、led燈線路板貼片焊接技術,又稱表面貼裝技術(smt),是一種將表面組裝元器件(smd)安裝到印刷電路板(pcb)上的板級電子組裝技術;
2、然而,目前在進行焊接的過程中,一些焊接設備在焊接的過程中不能對溫度進行實時監控,需要在焊接結束之后對焊接質量進行檢測,因而焊接過程中出現溫度異常造成的質量較差,不能被及時地發現然后進行調控,會增加焊接過程中的廢品率,減少焊接效率;
3、鑒于此,我們提出了一種用于led燈的線路板貼片焊接方法、系統及存儲介質。
技術實現思路
1、本發明的目的在于提供一種用于led燈的線路板貼片焊接方法、系統及存儲介質,以解決上述背景中的問題。
2、本發明的目的可以通過以下技術方案實現:
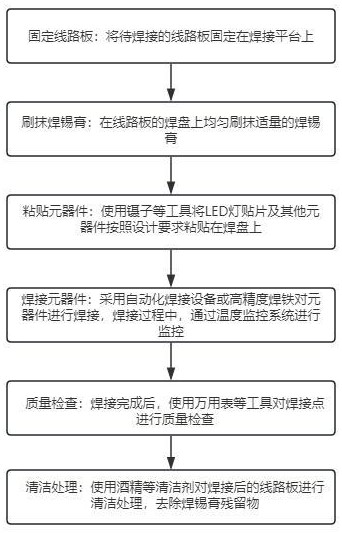
3、一種用于led燈的線路板貼片焊接方法、系統及存儲介質,包括以下步驟:焊接元器件:采用自動化焊接設備對元器件進行焊接,焊接過程中,通過溫度監控系統進行監控;溫度監控系統具體包括如下過程:
4、s1:在焊接過程中,獲取焊接區域的實時溫度值數據,并計算實時溫度與預設溫度的偏差值,并對溫度偏差值進行評估,生成溫度異常信號;s2:基于生成的溫度異常信號,獲取對應的溫度偏差值,對偏差程度進行評估,生成異常程度低信號或異常程度高信號;s3:基于上述生成異常程度低信號或異常程度高信號,進行分析調控。
5、作為本發明進一步的方案:生成溫度異常信號的過程為:
6、以時間為x軸,溫度為y軸,建立二維模型,將預設溫度值代入二維模型,繪制預設溫度曲線圖;
7、獲取焊接區域的實時溫度值數據,將分析時段分成若干個分析時間點,將每個分析時間點的實時溫度值與預設溫度值進行差值計算,得到差值絕對值,標記為溫度偏差值;
8、設置的分析時段為升溫階段和保溫階段;
9、將溫度偏差值與溫度偏差閾值進行比較;
10、若溫度偏差值大于等于溫度偏差閾值,則生成溫度異常信號。
11、作為本發明進一步的方案:生成異常程度低信號或異常程度高信號的過程為:
12、獲取生成偏差大信號對應的溫度偏差值,將溫度偏差值與偏差程度閾值進行比較;
13、若溫度偏差值小于等于偏差程度閾值,則生成異常程度低信號;
14、若溫度偏差值大于偏差程度閾值,則生成異常程度高信號。
15、作為本發明進一步的方案:基于生成的異常程度低信號,調控過程具體包括:
16、獲取升溫階段的目標時間值ts與保溫階段的目標時間值tb;
17、將升溫階段的目標時間值ts與保溫階段的目標時間值tb進行求和,得到焊接時間的目標時間值tl;
18、將焊接時間的目標時間值與焊接時間標準范圍進行比較;
19、若焊接時間的目標時間值處于焊接時間標準范圍,則生成有效信號;
20、基于上述有效信號,將焊接時間調節至焊接時間的目標時間值即可;
21、若焊接時間的目標時間值不處于焊接時間標準范圍,則生成無效信號。
22、作為本發明進一步的方案:升溫階段的目標時間值ts與保溫階段的目標時間值tb的獲取過程為:
23、將兩個相鄰的分析時間點,標記為分析子時段,在預設溫度曲線模型中,計算升溫階段每個分析子時段對應的曲線與x軸圍成的面積值,標記為s1;
24、代入公式,計算得到每個分析子時段的目標時間值tz,其中,c1為分析子時段起始時間對應的實時溫度值,c2為分析子時段結束時間對應的實時溫度值;
25、將升溫階段計算得到的所有目標時間值tz進行求和,得到升溫階段的目標時間值ts;
26、在預設溫度曲線模型中,計算保溫階段對應的曲線與x軸圍成的面積值,標記為s3;
27、獲取保溫階段每個分析時間點對應的實時溫度值,進行求和取均值,得到保溫階段的實時溫度均值cj;
28、保溫階段的目標時間值tb計算公式為;
29、作為本發明進一步的方案:基于生成異常程度高信號,調控過程具體包括:
30、獲取重合判斷值,將重合判斷值與重合判斷閾值進行比較;
31、若重合判斷值小于重合判斷閾值,則生成無關信號;
32、基于生成的無關信號,對焊接過程的環境參數進行分析判斷;
33、若重合判斷值大于等于重合判斷閾值,生成有關信號;
34、基于生成的有關信號,對焊接功率值進行調控;
35、將焊接過程中每個分析時間點對應的功率值進行求和取均值,得到功率均值,將功率均值與功率標準值進行差值計算,得到差值與功率標準值進行比值計算,得到功率偏差比pb;
36、代入公式,其中,ub表示電壓調節比,k為預設比例系數;
37、獲取焊接過程中的電壓值數據,將焊接過程中每個分析時間點對應的電壓值進行求和取均值,得到電壓均值uj;
38、代入公式,計算得到電壓調節值ut。
39、作為本發明進一步的方案:重合判斷值的獲取過程為:
40、獲取第一重合占比與第二重合占比;
41、將第一重合占比與第二重合占比進行乘積處理,得到重合判斷值。
42、作為本發明進一步的方案:第一重合占比與第二重合占比的獲取過程為:
43、獲取焊接過程中的功率值數據,將每個分析時間點的功率值與功率閾值范圍進行比較;
44、若功率值不處于功率閾值范圍,生成功率異常信號;
45、獲取生成功率異常信號對應的分析時間點以及對應的個數值,獲取生成溫度異常信號對應的分析時間點以及對應的個數值;
46、獲取生成功率異常信號對應的分析時間點與生成溫度異常信號對應的分析時間點的重合時間點,獲取重合時間點的個數值;
47、將重合時間點的個數值與生成溫度異常信號對應的分析時間點的個數值進行比值計算,得到第一重合占比值;
48、將重合時間點的個數值與生成功率異常信號對應的分析時間點的個數值進行比值計算,得到第二重合占比值。
49、作為本發明進一步的方案:偏差判斷模塊:在焊接過程中,獲取焊接區域的實時溫度值數據,并計算實時溫度與預設溫度的偏差值,并對溫度偏差值進行評估,生成溫度異常信號;
50、溫度判斷模塊:基于生成的溫度異常信號,獲取對應的溫度偏差值,對偏差程度進行評估,生成異常程度低信號或異常程度高信號;
51、溫度判斷模塊:基于上述生成異常程度低信號或異常程度高信號,進行分析調控。
52、作為本發明進一步的方案:所述計算機可讀存儲介質內存儲有計算機程序,所述計算機程序被處理器執行時實現上述方法步驟。
53、本發明的有益效果:
54、本發明首先通過獲取焊接過程中的實時溫度值,計算與預設溫度值的偏差,對偏差值進行評估,從而可以了解到溫度的偏差情況,減少對焊接質量的影響,包括溫度正常和溫度異常兩種情況,在溫度異常時,對溫度異常的程度進行評估,包括異常程度低和異常程度高兩種情況,并基于判斷結果進行調控優化,提高后續的焊接質量和效率;
55、本發明在獲取溫度判斷結果之后,進行及時的調控,異常程度低時,可以通過對焊接時間進行分析計算,得到目標焊接時間值,并判斷目標焊接時間值是否符合焊接規范,若符合則進行時間的調節,否則進行進一步判斷,溫度異常和時間不符合的情況下,對焊接功率進行分析,判斷是否由焊接功率造成的溫度異常,若是則通過調節電壓進而調控功率,若不是則對環境參數進行分析判斷,從而可以經過及時的調控,使后續進行焊接的線路板的質量增加,減少焊接的廢品率。
- 還沒有人留言評論。精彩留言會獲得點贊!