晶圓檢測裝置及晶圓片檢測方法與流程
本發明涉及晶圓加工,具體涉及一種晶圓檢測裝置及晶圓片檢測方法。
背景技術:
1、晶圓盒,是一種用于在加工過程中裝載晶圓的裝置,其通常呈盒裝,內部設置有多個夾具用于承托晶圓片。在晶圓的加工過程中,為實現在各工位之間對晶圓的轉移,通常需要將晶圓片裝入晶圓盒中,再通過裝載機構對晶圓盒進行搬運、在工位上對晶圓片進行取出來避免晶圓在轉移過程中發生損傷。
2、現有技術中,針對晶圓的檢測過程通常是針對晶圓盒整體做檢測,即通過在裝載臺上設置對應的檢測開關來檢測晶圓盒是否落入對應位置。比如,中國專利cn201810053920.8提供一種晶圓運輸載具以及晶圓盒檢測方法,晶圓運輸載具包括:一乘載裝置,具有一容置空間以及與容置空間連接的一檢測區域;一懸吊裝置,設置于容置空間內,且被配置用以將一晶圓盒移動至容置空間內;以及一檢測裝置,設置于乘載裝置上,被配置用于檢測晶圓盒的門板的位置,以于門板位于檢測區域內時,發出一警告信號。利用本公開的檢測裝置可于懸吊裝置移動晶圓盒的過程中,或是晶圓運輸載具運輸晶圓盒的過程中即時地檢測晶圓盒的門板是否松脫于外殼,并可于檢測到門板松脫于外殼時發出警告信號,進而可防止門板脫落于外殼與降低晶圓報廢的風險。
3、但是,在實際實施過程中,發明人發現,該類檢測方法通常僅關注對晶圓盒本身的檢測,對盒體內的晶圓并不做檢測,而是由機械手依照預先配置的加工程序對晶圓進行取放、對取放的動作進行計數來判定剩余的晶圓數量。在這一過程中,當上一道工序中晶圓盒內出現空置、未放置正確等情況,機械手仍會依照相應流程嘗試對相應高度上的晶圓進行取放,導致工序浪費或者對晶圓造成損壞。
技術實現思路
1、針對現有技術中存在的上述問題,現提供一種晶圓檢測裝置;另一方面,還提供應用于該晶圓檢測裝置的晶圓片檢測方法。
2、具體技術方案如下:
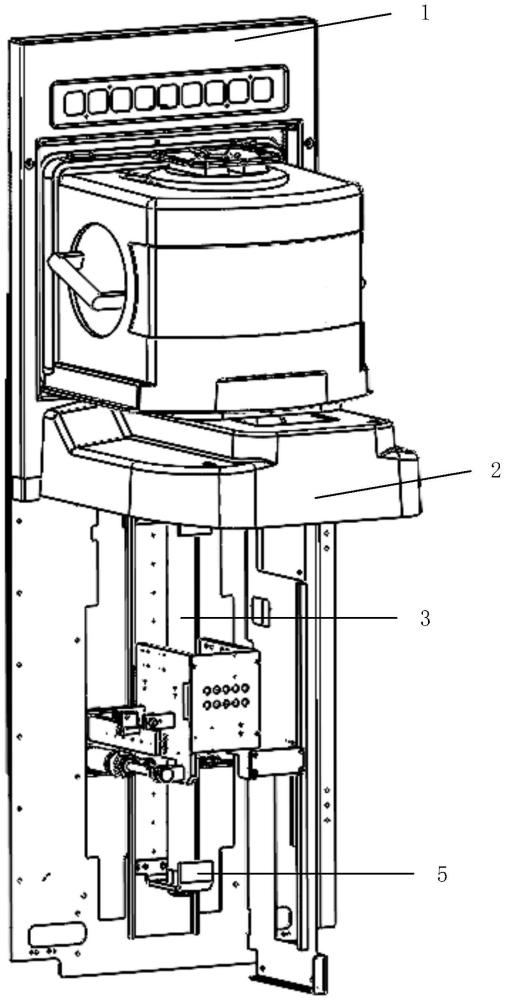
3、一種晶圓檢測裝置,用于檢測存放于晶圓片安裝盒內的晶圓片,所述晶圓檢測裝置包括:
4、安裝背板,所述安裝背板的第一面豎向設置有第一安裝區域及第二安裝區域,所述第一安裝區域位于第二安裝區域的上方,在所述安裝背板上對應于所述第一安裝區域設置有第一開窗,對應于所述第二安裝區域設置有第二開窗;
5、所述第一安裝區域上設置有用于放置所述晶圓片安裝盒的工作臺,所述晶圓片安裝盒開蓋后的開口正對所述第一開窗;
6、傳動裝置,所述傳動裝置設置于所述第二安裝區域;
7、檢測框架,所述檢測框架豎向設置于所述安裝背板的第二面,所述檢測框架的下方通過所述第二開窗與所述傳動裝置固定連接,以通過所述傳動裝置沿著所述安裝背板上下移動;
8、所述檢測框架的上沿上設置有檢測部,所述檢測部通過所述第一開窗伸入所述晶圓片安裝盒內的所述晶圓片放置的空間,隨著所述檢測框架的上下移動:
9、所述檢測部依照指向的方向是否存在所述晶圓片產生對應的檢測信號;
10、信號處理裝置,設置于所述第二安裝區域內,所述信號處理裝置與所述檢測框架電連接,用于接收所述檢測信號并進行處理,以得到所述晶圓片的檢測結果。
11、另一方面,所述檢測部上設置有兩個凸出部,分別通過所述第一開窗伸入所述晶圓片安裝盒內的所述晶圓片放置的空間,兩個所述凸出部之間的間隔距離大于所述晶圓片的直徑;
12、其中一個所述凸出部上設置有光線發射單元,其中另一個所述凸出部上設置有光線接收單元;
13、在所述檢測框架上下移動的過程中:
14、當兩個所述凸出部之間不存在所述晶圓片時,所述光線接收單元接收到所述光線發射單元發出的光信號,所述檢測部產生所述檢測信號;以及
15、當兩個所述凸出部之間存在所述晶圓片時,所述光線接收單元無法接收到所述光線發射單元發出的光信號,所述檢測部停止產生所述檢測信號。
16、另一方面,所述傳動裝置包括:
17、上下傳動裝置,所述上下傳動裝置的兩端分別固定于所述第二開窗的上下兩側,以將所述上下傳動裝置與所述安裝背板固定連接,所述上下傳動裝置中設置有可沿所述安裝背板上下移動的滑動單元;
18、前后傳動裝置,所述前后傳動裝置的一端固定于所述檢測框架的下方,另一端通過所述第二開窗連接所述滑動單元;
19、所述檢測部的初始位置處于放置在所述工作臺上的所述晶圓片安裝盒的上方,且未穿過所述第一開窗;
20、當對所述晶圓片進行檢測時,所述前后傳動裝置帶動所述檢測框架橫向朝向所述第一開窗移動,以使得所述檢測部到達伸入所述晶圓片安裝盒內的所述晶圓片放置的空間的預定檢測位置,隨后所述上下傳動裝置帶動所述檢測框架沿所述安裝背板向下移動,以對所述晶圓片進行檢測;
21、當完成所述晶圓片的檢測后,所述前后傳動裝置帶動所述檢測框架橫向背離所述第一開窗移動,以使得所述檢測部從所述第一開窗退出。
22、另一方面,所述前后傳動裝置包括:
23、安裝板,所述安裝板卡設于所述檢測框架內,并緊貼所述檢測框架的下邊沿;
24、一對對向設置的滑軌安裝板,所述滑軌安裝板的一端垂直固定于所述安裝板上;
25、每個所述滑軌安裝板上朝向另一個所述滑軌安裝板的一側還分別設置有滑軌,所述滑軌與所述滑動單元的側板上設置的滑塊配套連接;
26、圓形氣缸,所述圓形氣缸與所述滑軌安裝板平行,并設置于所述滑軌安裝板的下方,所述圓形氣缸的一端固定于所述安裝板上,所述圓形氣缸的另一端固定有一浮動接頭,所述浮動接頭通過設置于所述滑動單元的側板上的浮動卡塊卡設于所述滑動單元上,所述圓形氣缸驅動所述檢測框架,沿所述滑軌相對于所述滑動單元前后移動。
27、另一方面,所述上下傳動裝置包括:
28、長板,所述長板的兩端分別固定于所述第二開窗的上下兩側;
29、一對對向設置的氣缸安裝板,所述氣缸安裝板分別垂直固定于所述長板的兩端;
30、滑動桿,所述滑動桿固定連接在所述氣缸安裝板之間;
31、所述滑動單元中包括滑動塊,所述滑動桿穿設于所述滑動塊中,以使得所述滑動塊可沿所述滑動桿上下移動,從而使得所述滑動單元沿所述安裝背板上下移動。
32、另一方面,所述滑動單元還包括:
33、連接板,所述連接板固定連接在所述滑動塊上朝向所述長板的一面上,所述連接板的兩側分別固定連接側板;
34、擋板,平行于所述連接板設置,且分別連接所述側板,所述連接板、兩個所述側板以及所述擋板形成包圍所述滑動塊的矩形的滑動罩;
35、當所述滑動塊沿所述滑動桿上下移動時,帶動所述滑動罩同步上下移動。
36、另一方面,所述信號處理裝置包括:
37、光線放大器,固定于所述安裝背板上且與所述檢測部電性連接,用于獲取所述檢測信號并放大;
38、信號讀取裝置安裝板,所述信號讀取裝置安裝板垂直固定于所述安裝背板上,且位于所述前后傳動裝置的一側;
39、磁柵尺,所述磁柵尺固定于所述信號讀取裝置安裝板上朝向所述前后傳動裝置的一面,并平行于所述滑動塊;
40、讀數頭安裝板,所述讀數頭安裝板的一端固定于所述滑動罩上朝向所述磁柵尺的側板的下方,所述讀數頭安裝板的另一端平行于所述磁柵尺;
41、讀數頭,所述讀數頭固定于所述讀數頭安裝板上平行于所述磁柵尺的一端,且套設于所述磁柵尺上;
42、當所述滑動塊沿所述滑動桿上下移動時,所述讀數頭被同步帶動沿所述磁柵尺上下移動,并在移動過程中讀取所述磁柵尺上的數值,持續輸出讀數信號;
43、信號處理單元,分別電連接所述光線放大器和所述讀數頭,用于獲取放大后的所述檢測信號和持續輸出的所述讀數信號,并用于:
44、根據所述檢測信號的產生次數處理得到所述晶圓片安裝盒內的所述晶圓片的數量;以及
45、每兩個相鄰的所述檢測信號之間的時間間隔和所述讀數信號處理得到對應的一片所述晶圓片的厚度。
46、一種晶圓片檢測方法,用于檢測存放于晶圓片安裝盒內的晶圓片,應用如上述的晶圓片檢測裝置;
47、所述檢測部的初始位置處于放置在所述工作臺上的所述晶圓片安裝盒的上方,且未穿過所述第一開窗;
48、所述晶圓片檢測方法包括:
49、步驟s1,啟動檢測,控制所述檢測框架橫向朝向所述第一開窗移動,以使得所述檢測部穿過所述第一開窗并到達伸入所述晶圓片安裝盒內的所述晶圓片放置的空間的預定檢測位置;
50、步驟s2,控制所述檢測框架沿所述安裝背板向下移動,同時接收所述檢測部發送的所述檢測信號;
51、步驟s3,根據所述檢測信號處理得到所述晶圓片的檢測結果;
52、當所述檢測部所在的位置未放置有所述晶圓片時,所述檢測部產生并輸出檢測信號;以及
53、當所述檢測部所在的位置放置有所述晶圓片時,所述檢測部停止產生所述檢測信號。
54、另一方面,所述檢測結果包括用于表示所述晶圓片安裝盒內的所述晶圓片的數量的第一檢測結果以及用于表示每片所述晶圓片的厚度的第二檢測結果。
55、上述技術方案具有如下優點或有益效果:
56、針對現有技術中的晶圓盒檢測機構僅針對晶圓盒本身進行檢測、無法確定晶圓盒內部的晶圓狀態的問題,本實施例中,對晶圓盒進行了調整,增加了背面的用于檢測的開口,以及,在裝載機構上設置了沿高度方向可以移動的檢測部。當晶圓盒安裝在裝載機構上以后,檢測部可沿晶圓盒內的晶圓裝載次序對各槽位進行遍歷,從而確定晶圓片在晶圓盒中的實際安放位置,便于后續調整機械手的抓取過程,提高生產效率。
- 還沒有人留言評論。精彩留言會獲得點贊!