一種儲能動力線束的成型設備的制作方法
本發明涉及線束成型,具體為一種儲能動力線束的成型設備。
背景技術:
1、儲能動力線束是一種專門用于存儲和傳輸電能的電線束組件,核心功能是將電能從電源系統傳輸到電動機、發電機或其他電子設備,并將電能存儲起來,便于在需要時重新釋放。這種線束在電力儲能系統應用廣泛,包括發電側、電網側、用戶側以及光伏太陽能等可再生能源的儲能,適用于家庭、商業和工業領域,是連接電源和電機以及其他相關電子設備的重要橋梁,儲能動力線束作為動力電池系統的關鍵連接線,承擔著連接電池單體、傳輸電力、數據和信號的重要角色,儲能動力線束在成型時的各項工序都很關鍵,其最終性能直接影響儲能系統的效率和安全性。現有技術存在缺陷:現有線束包膠設備在對線束進行包膠時,需要人工將線束送入包膠設備,因為送入線束的速度不能保證一致,且不能保證時刻對心,容易造成包膠時膠帶纏繞的距離不一致,影響包膠的質量;包膠時大多采用膠帶盤繞著線束轉動的方式,膠帶盤在轉動時受到離心力的影響,膠帶盤的尺寸不會很大,需要頻繁更換膠帶盤,提高了人工成本;在更換膠帶盤時,線束包膠設備會停止工作,降低了生產效率。
技術實現思路
1、本發明的目的在于提供一種儲能動力線束的成型設備,以解決上述背景技術中提出的問題。
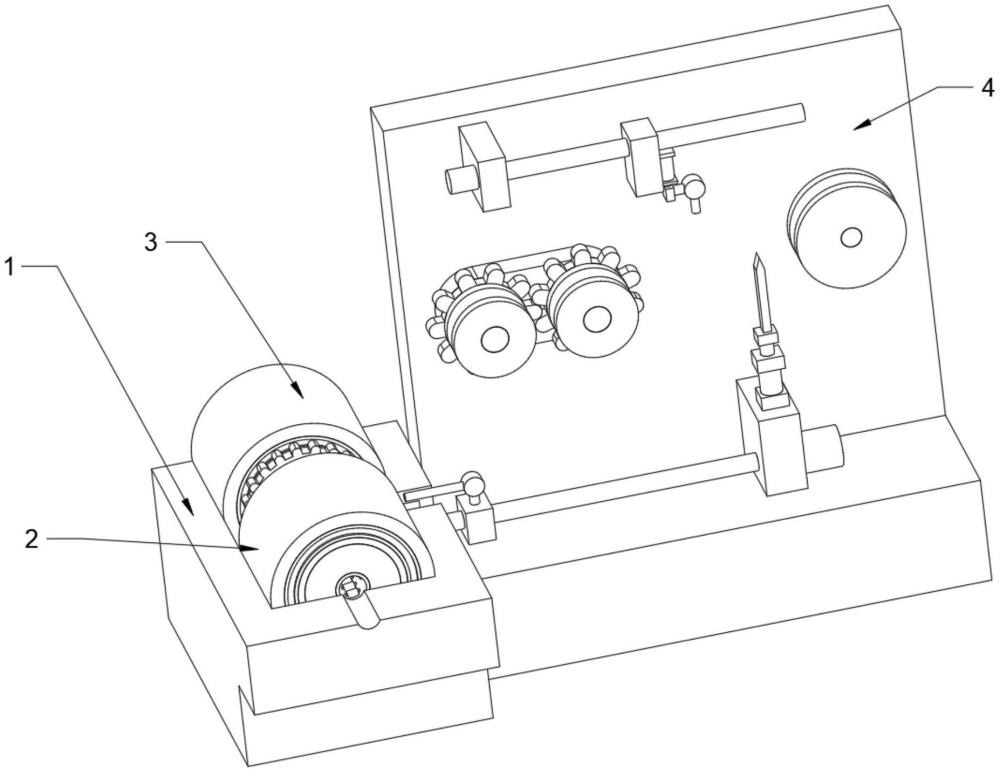
2、為了解決上述技術問題,本發明提供如下技術方案:所述成型設備包括外殼,所述外殼的一側開設有入料槽和通槽,所述外殼上安裝有入料裝置和出料裝置,所述入料裝置和出料裝置結構相同,所述外殼的內部安裝有第一電機,所述第一電機的輸出端上安裝有轉軸一,所述轉軸一上安裝有第一齒輪和第二齒輪,所述第一齒輪與出料裝置嚙合,所述第二齒輪與入料裝置嚙合,所述外殼的內部安裝有貼合裝置,所述外殼的一側滑動連接有補卷裝置,所述第一電機接入控制系統。設備工作時,操作員把線束放在外殼的入料槽上,將線束的一端送入入料裝置中,入料裝置將線束對心后,向出料裝置的方向運輸線束,控制系統控制第一電機轉動,第一電機帶動轉軸一轉動,轉軸一帶動第一齒輪和第二齒輪轉動,第一齒輪帶動出料裝置轉動,第二齒輪帶動入料裝置轉動,當線束的首端運輸出入料裝置時,補卷裝置將膠帶貼在線束上,補卷裝置在膠帶用完時可以自動補充膠帶,降低更換膠帶的頻率,當線束的末端運輸出入料裝置時,貼合裝置將膠帶切斷,出料裝置將線束運輸到下個工序。
3、所述入料裝置包括外管,所述外管安裝在外殼上,所述外管的一側安裝有前密封板,所述外管的內部安裝有軸承,兩個所述軸承內圈上轉動連接有內管,所述內管的外壁上連接有第三齒輪,所述第三齒輪與第二齒輪嚙合,所述內管的內部安裝有運輸裝置,所述外管的另一側安裝有后密封板。當線束進入入料裝置時,運輸裝置將線束夾緊向出料裝置的方向運輸,控制系統控制第一電機轉動,第一電機帶動轉軸一轉動,轉軸一帶動第二齒輪轉動,第二齒輪帶動第三齒輪轉動,第三齒輪帶動內管轉動,將線束運輸出入料裝置。
4、所述運輸裝置包括轉動管、第一氣缸,所述轉動管的外壁上開設有凹槽,所述第一氣缸安裝在內管的內壁上,所述第一氣缸的缸桿上安裝有安裝架,所述安裝架的一側轉動連接有支撐軸,所述支撐軸的下方安裝有轉軸二,所述轉軸二與安裝架轉動連接,所述轉軸二上安裝有滾輪,所述安裝架的一側安裝有第二電機,所述第二電機的輸出端安裝有轉軸三,所述轉軸三和支撐軸上安裝有皮帶,所述皮帶的一側與轉軸二接觸,所述第一氣缸和第二電機接入控制系統。當線束放在轉動管凹槽里的滾輪上時,控制系統控制三個方向的第一氣缸的缸桿同時伸出,缸桿帶動安裝架向轉動管的軸心移動,安裝架帶動滾輪移動,當三個方向的滾輪同時接觸到線束時,控制系統控制第一氣缸停止運動,控制系統控制第二電機轉動,第二電機帶動轉軸三轉動,轉軸三帶動皮帶轉動,皮帶帶動轉軸二轉動,轉軸二帶動滾輪轉動,將線束向出料裝置的方向運輸。
5、所述補卷裝置包括安裝板,所述安裝板的一側安裝有換卷裝置、貼卷裝置和轉軸四,所述換卷裝置安裝在貼卷裝置的下方,所述轉軸四安裝在換卷裝置的一側,所述轉軸四上轉動連接有總膠帶卷,所述安裝板的下方連接有凸臺,所述凸臺上滑動連接有貼線裝置,所述貼線裝置在外殼的通槽里滑動。當線束的首端運輸出入料裝置時,控制系統控制第一電機和第二電機停止轉動,貼線裝置將換卷裝置上的膠帶貼在線束上,當換卷裝置中的工作卷的膠帶用完時,貼線裝置吸附住補充卷和總膠帶卷上的膠帶,貼線裝置將總膠帶卷與換卷裝置之間的膠帶切斷,換卷裝置將工作卷和補充卷交換位置,貼線裝置將膠帶貼在線束上,貼卷裝置將總膠帶卷上的膠帶吸附住,然后將膠帶貼到工作卷上。
6、所述換卷裝置包括第三電機,所述第三電機安裝在安裝板上,所述第三電機的輸出端穿過安裝板安裝有轉動板,所述轉動板的一側轉動安裝有轉軸五和轉軸六,所述轉軸五上安裝有第四齒輪和工作卷,所述轉軸六上安裝有第五齒輪和補充卷,所述第四齒輪和第五齒輪嚙合,所述第三電機接入控制系統。當工作卷上的膠帶貼在線束上時,線束轉動帶動工作卷轉動,工作卷帶動第四齒輪轉動,第四齒輪帶動第五齒輪轉動,第五齒輪帶動補充卷轉動,補充卷轉動帶動膠帶從總膠帶卷上纏繞到補充卷上,當工作卷上的膠帶用完時,貼線裝置將補充卷和第一風機之間的膠帶切斷,控制系統控制第三電機轉動,第三電機帶動轉動板轉動180°。
7、所述貼卷裝置包括橫板,所述橫板安裝在安裝板的一側,所述橫板的一側安裝有第四電機,所述第四電機的輸出端安裝有第一絲桿,所述第一絲桿上滑動連接有第一滑塊,所述第一滑塊的一側安裝有第二氣缸,所述第二氣缸的缸桿上安裝有安裝塊,所述安裝塊的一側安裝有第一風機,所述第四電機、第二氣缸和第一風機接入控制系統。當換卷裝置將工作卷和補充卷的位置交換后,控制系統控制第四電機轉動,第四電機帶動第一絲桿轉動,第一絲桿帶動第一滑塊滑動,第一滑塊向靠近總膠帶卷的方向滑動,當第一滑塊運動到總膠帶卷上膠帶頭的上方時,控制第四電機停止運動,控制第二氣缸的缸桿伸出,缸桿帶動安裝塊運動,安裝塊帶動第一風機運動,當第一風機貼近膠帶頭時,控制系統控制第一風機啟動,第一風機將膠帶頭吸附住,控制系統控制第四電機反轉,使第一滑塊向遠離總膠帶卷的方向滑動,當第一風機運動到工作卷的上方時,控制系統控制第二氣缸的缸桿伸出,將膠帶頭貼在工作卷上,控制系統控制第一風機停止,控制第二氣缸的缸桿收回到初始位置。
8、所述貼線裝置包括豎板,所述豎板安裝在凸臺上,所述豎板的一側安裝有第五電機,所述第五電機的輸出端安裝有第二絲桿,所述第二絲桿上滑動連接有第二滑塊,所述第二滑塊在凸臺上滑動,所述第二滑塊在外殼的通槽里滑動,所述第二滑塊的一側安裝有第二風機,所述豎板的一側安裝有第三氣缸,所述第三氣缸的缸桿上安裝有底板,所述底板上安裝有刀片一,所述第五電機、第三氣缸和第二風機接入控制系統。當線束的首端運輸出入料裝置時,控制系統控制第五電機轉動,第五電機帶動第二絲桿轉動,第二絲桿帶動第二滑塊滑動,第二滑塊向靠近工作卷的方向滑動,第二滑塊帶動第二風機運動,當第二滑塊上的第二風機貼近工作卷上的膠帶頭時,控制系統控制第二風機啟動,第二風機將膠帶頭吸附住,當第二風機將膠帶頭貼在線束上時,控制第二風機停止,控制第五電機反轉,將第二風機運動到初始位置,當工作卷上的膠帶用完時,控制系統控制第三氣缸的缸桿伸出,缸桿帶動底板運動,底板帶動刀片一運動,刀片一將補充卷和總膠帶卷之間的膠帶切斷。當補充卷和總膠帶卷之間的膠帶切斷時,控制系統控制第五電機轉動,第五電機帶動第二絲桿轉動,第二絲桿帶動第二滑塊滑動,第二滑塊向靠近補充卷的方向滑動,第二滑塊帶動第二風機運動,當第二滑塊上的第二風機貼近補充卷上的膠帶頭時,控制系統控制第二風機啟動,第二風機將膠帶頭吸附住,控制第五電機反轉,將第二風機向靠近線束的方向移動,控制系統控制第三電機轉動,第三電機帶動轉動板轉動180°,當第二風機將膠帶頭貼在線束上時,控制第二風機停止,控制第五電機反轉,將第二風機運動到初始位置。
9、所述貼合裝置包括第四氣缸,所述第四氣缸安裝在外殼的內部,所述第四氣缸的缸桿上安裝有短板,所述短板的一側安裝有貼合塊,所述貼合塊的轉動槽里轉動連接有轉輪,所述貼合塊的一側安裝有刀片二,所述刀片二安裝在短板上,所述第四氣缸接入控制系統。當線束的末端運輸出入料裝置時,控制系統控制第一電機和第二電機停止轉動,控制系統控制第四氣缸的缸桿伸出,缸桿帶動短板運動,短板帶動刀片二和貼合塊運動,刀片二將工作卷和線束之間的膠帶切斷,貼合塊上的轉輪抵在線束上,控制系統控制第一電機轉動,轉輪將線束上的膠帶頭貼合在線束上。
10、與現有技術相比,本發明所達到的有益效果是:
11、本發明將線束送入包膠設備時,不需要人工送入,設備自動對心,在夾緊線束后勻速運輸線束到包膠設備,使包膠時的膠帶纏繞距離一致,保證包膠的質量;本發明在包膠時采用線束旋轉的方式,膠帶盤不旋轉,不會受到離心力的影響,可以將膠帶盤設置為更大的尺寸,降低更換膠帶盤的頻率,降低了人工成本;本發明在更換膠帶盤時,只需要更換總膠帶盤,分膠帶盤可以繼續對線束進行包膠,避免在更換膠帶盤時設備停止工作,提高了生產效率。
- 還沒有人留言評論。精彩留言會獲得點贊!