一種沖壓機床自動檢測及包裝裝置的控制方法與流程
本發明涉及工業生產設備控制,特別是一種沖壓機床自動檢測及包裝裝置的控制方法。
背景技術:
1、在現代制造業中,沖壓機床作為重要的加工設備,在汽車、家電、航空航天等多個行業發揮著關鍵作用。然而,沖壓過程中的產品質量控制一直是業界面臨的重大挑戰。傳統的質量控制依賴人工檢測,不僅效率低下,而且容易受人為因素干擾,導致產品質量波動大,難以滿足高精度和高效率的生產需求。隨著工業自動化和智能化的發展,迫切需要一種高效、精準的沖壓機床自動檢測及包裝裝置,以提升生產效率,降低生產成本,同時保證產品質量的穩定性和一致性。
2、近年來,隨著計算機視覺、人工智能、物聯網等先進技術的融合應用,沖壓機床自動檢測及包裝裝置得以快速發展。這類裝置通過集成多種傳感器和智能算法,實現了對沖壓過程的實時監控、異常檢測和自動調整,顯著提高了生產過程的自動化水平和產品質量。同時,自動包裝系統能夠根據產品特性進行定制化包裝,不僅提升了包裝效率,還能有效減少材料浪費,實現綠色制造。
3、因此,開發一種高效的沖壓機床自動檢測及包裝裝置控制方法,不僅能解決傳統檢測方式的局限性,還能實現對沖壓過程的精準控制、實時監測和智能決策,最終達到提升產品質量、提高生產效率、降低成本和節能減排的目標,對于提升制造業的整體競爭力具有重要意義。
技術實現思路
1、本發明克服了現有技術的不足,提供了一種沖壓機床自動檢測及包裝裝置的控制方法。
2、為達到上述目的本發明采用的技術方案為:
3、本發明第一方面公開了一種沖壓機床自動檢測及包裝裝置的控制方法,包括以下步驟:
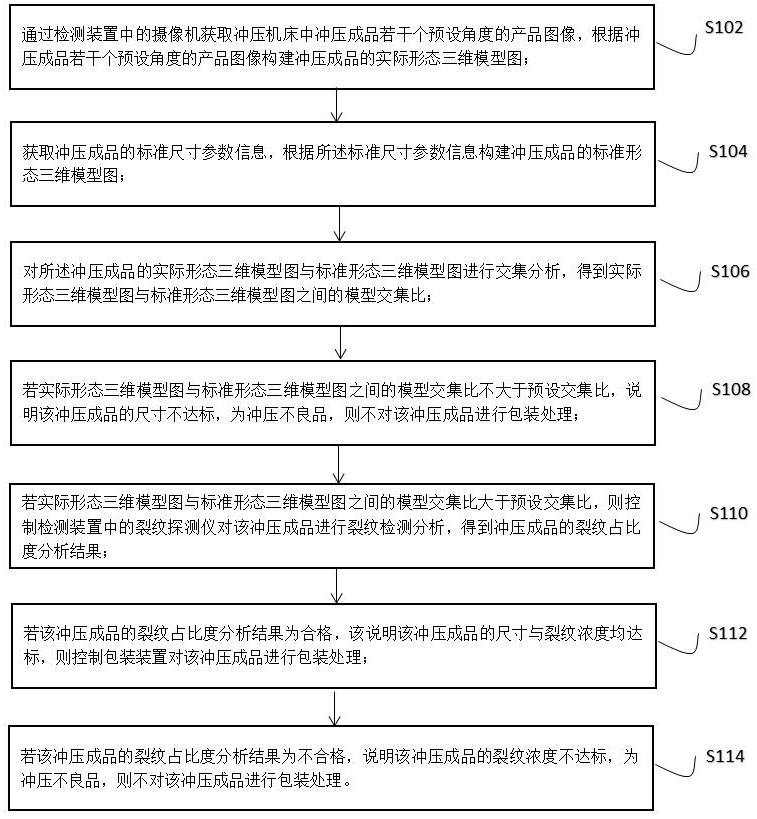
4、通過檢測裝置中的攝像機獲取沖壓機床中沖壓成品若干個預設角度的產品圖像,根據沖壓成品若干個預設角度的產品圖像構建沖壓成品的實際形態三維模型圖;
5、獲取沖壓成品的標準尺寸參數信息,根據所述標準尺寸參數信息構建沖壓成品的標準形態三維模型圖;
6、對所述沖壓成品的實際形態三維模型圖與標準形態三維模型圖進行交集分析,得到實際形態三維模型圖與標準形態三維模型圖之間的模型交集比;
7、若實際形態三維模型圖與標準形態三維模型圖之間的模型交集比不大于預設交集比,說明該沖壓成品的尺寸不達標,為沖壓不良品,則不對該沖壓成品進行包裝處理;
8、若實際形態三維模型圖與標準形態三維模型圖之間的模型交集比大于預設交集比,則控制檢測裝置中的裂紋探測儀對該沖壓成品進行裂紋檢測分析,得到沖壓成品的裂紋占比度分析結果;
9、若該沖壓成品的裂紋占比度分析結果為合格,該說明該沖壓成品的尺寸與裂紋濃度均達標,則控制包裝裝置對該沖壓成品進行包裝處理;
10、若該沖壓成品的裂紋占比度分析結果為不合格,說明該沖壓成品的裂紋濃度不達標,為沖壓不良品,則不對該沖壓成品進行包裝處理。
11、本發明的一個較佳實施例中,根據沖壓成品若干個預設角度的產品圖像構建沖壓成品的實際形態三維模型圖,具體為:
12、對每個預設角度的產品圖像進行特征處理,提取出各產品圖像中的特征點,得到各產品圖像的特征點集;
13、分別計算各特征點集中各特征點的lof值,將lof值大于預設閾值的特征點在相應的特征點集中篩除;以此類推,對各特征點集進行去噪處理,得到各產品圖像的最終特征點集;
14、引入局部敏感哈希算法,基于局部敏感哈希算法計算各個最終特征點集中各特征點對應的哈希值與索引值;
15、創建哈希表,分別將各最終特征點集中各特征點對應的哈希值與索引值映射到所述哈希表中;其中,哈希表的鍵是哈希值,哈希表的值是對應特征點的索引值;
16、遍歷所述哈希表中的所有哈希值,在所述哈希表在檢索出哈希值相同的兩個特征點,定義為特征點對;并在所述哈希表中查找與所述特征點對中特征點的索引值;根據找到的索引值,計算所述特征點對中特征點之間的相似度;
17、若某一對特征點對中特征點之間的相似度大于預設相似度,則將該特征點對中這兩個特征點定義為匹配特征點對;
18、重復以上步驟,對各最終特征點集中的特征點進行特征匹配處理,得到若干對匹配特征點對;
19、構建三維坐標系,將各最終特征點集導入所述三維坐標系中,在所述三維坐標系中將各匹配特征點對進行配準處理,得到一個特征點模型;獲取所述特征點模型中各特征點之間的相對坐標信息;
20、利用三維建模軟件根據各特征點之間的相對坐標信息構建沖壓成品的實際形態三維模型圖。
21、本發明的一個較佳實施例中,對所述沖壓成品的實際形態三維模型圖與標準形態三維模型圖進行交集分析,得到實際形態三維模型圖與標準形態三維模型圖之間的模型交集比,具體為:
22、在所述實際形態三維模型圖與標準形態三維模型圖中分別標記出加工基準面;并將所述實際形態三維模型圖設置為純黑色的黑體模型,以及將所述標準形態三維模型圖設置為純白色的白體模型;
23、構建體素空間,并將所述體素空間分割為若干個體素網格;將實際形態三維模型圖與標準形態三維模型圖輸入至所述體素空間中;
24、在所述體素空間中基于標記好的加工基準面將所述實際形態三維模型圖與標準形態三維模型圖進行對齊處理;
25、按照預設順序分析體素空間中各個體素網格;若某一個體素網格中均不存在黑體模型與白體模型,則將該體素網格標定為非模型區域網格;
26、若某一個體素網格中均存在黑體模型與白體模型,則將該體素網格標定為交疊模型區域網格;
27、若某一個體素網格中只存在黑體模型或者只存在白體模型,則將該體素網格標定為非交疊模型區域網格;
28、分析完畢后,統計非交疊模型區域網格的總網格數量,以及統計交疊模型區域網格的總網格數量;
29、根據所述非交疊模型區域網格的總網格數量與交疊模型區域網格的總網格數量計算得到實際形態三維模型圖與標準形態三維模型圖之間的模型交集比。
30、本發明的一個較佳實施例中,控制檢測裝置中的裂紋探測儀對該沖壓成品進行裂紋檢測分析,得到沖壓成品的裂紋占比度分析結果,具體為:
31、若實際形態三維模型圖與標準形態三維模型圖之間的模型交集比大于預設交集比,則控制檢測裝置中的裂紋探測儀對該沖壓成品進行掃描探測;
32、獲取沖壓成品內部裂紋所反饋的裂紋特征數據,根據所述裂紋特征數據計算出該沖壓成品的裂紋總體積值;其中,裂紋特征數據包括裂紋位置、裂紋長度、裂紋深度以及裂紋寬度;
33、獲取該沖壓成品的實際形態三維模型圖,并計算所述實際形態三維模型圖的模型總體積值;根據所述裂紋總體積值與模型總體積值計算出該沖壓成品的裂紋占比度;
34、若所述裂紋占比度大于預設占比度,則說明該沖壓成品的裂紋占比度不合格;若所述裂紋占比度不大于預設占比度,則說明該沖壓成品的裂紋占比度合格。
35、還包括以下步驟:
36、若所述沖壓成品的尺寸不達標,則在所述體素網格中獲取只存在黑體模型或者只存在白體模型的模型區域,并將只存在黑體模型或者只存在白體模型的模型區域標記為沖壓尺寸異常區域;
37、獲取沖壓設備的模具結構信息,模具結構信息包括各個子沖壓模塊的位置和功能;
38、根據所述模具結構信息將所述沖壓尺寸異常區域與各個子沖壓模塊進行關聯分析,得到與沖壓尺寸異常區域存在沖壓關聯的子沖壓模塊,定義為異常子沖壓模塊;
39、獲取所述異常子沖壓模塊的沖壓記錄本,根據所述沖壓記錄本獲取在對沖壓成品進行沖壓時異常子沖壓模塊的歷史沖壓參數;其中,所述沖壓參數包括沖壓壓力、模具間隙、沖壓溫度以及沖壓速度;
40、判斷所述歷史沖壓參數是否位于預設范圍內,若不位于,則對異常子沖壓模塊的實時沖壓參數進行調控處理。
41、還包括以下步驟:
42、若沖壓成品的裂紋濃度不達標,則根據沖壓成品內部裂紋所反饋的裂紋特征數據中獲取沖壓成品的裂紋位置,并將沖壓成品的裂紋位置標記為沖壓裂紋異常區域;
43、獲取沖壓設備的模具結構信息,模具結構信息包括各個子沖壓模塊的位置和功能;
44、根據所述模具結構信息將所述沖壓裂紋異常區域與各個子沖壓模塊進行關聯分析,得到與沖壓裂紋異常區域存在沖壓關聯的子沖壓模塊,定義為異常子沖壓模塊;
45、獲取所述異常子沖壓模塊的沖壓記錄本,根據所述沖壓記錄本獲取在對沖壓成品進行沖壓時異常子沖壓模塊的歷史沖壓參數;其中,所述沖壓參數包括沖壓壓力、模具間隙、沖壓溫度以及沖壓速度;
46、判斷所述歷史沖壓參數是否位于預設范圍內,若不位于,則對異常子沖壓模塊的實時沖壓參數進行調控處理。
47、本發明第二方面公開了一種沖壓機床自動檢測及包裝裝置的控制系統,所述沖壓機床自動檢測及包裝裝置的控制系統包括存儲器與處理器,所述存儲器中存儲有沖壓機床自動檢測及包裝裝置的控制方法程序,當所述沖壓機床自動檢測及包裝裝置的控制方法程序被所述處理器執行時,實現任一項所述的沖壓機床自動檢測及包裝裝置的控制方法步驟。
48、本發明第三方面公開了一種計算機可讀存儲介質,所述計算機可讀存儲介質包括沖壓機床自動檢測及包裝裝置的控制方法程序,當所述沖壓機床自動檢測及包裝裝置的控制方法程序被處理器執行時,實現任一項所述的沖壓機床自動檢測及包裝裝置的控制方法步驟。
49、本發明解決了背景技術中存在的技術缺陷,本發明具備以下有益效果:對沖壓成品的實際形態三維模型圖與標準形態三維模型圖進行交集分析;若實際形態三維模型圖與標準形態三維模型圖之間的模型交集比不大于預設交集比,則不對該沖壓成品進行包裝處理;若實際形態三維模型圖與標準形態三維模型圖之間的模型交集比大于預設交集比,則控制檢測裝置中的裂紋探測儀對該沖壓成品進行裂紋檢測分析,得到沖壓成品的裂紋占比度分析結果;若該沖壓成品的裂紋占比度分析結果為合格,該說明該沖壓成品的尺寸與裂紋濃度均達標,則控制包裝裝置對該沖壓成品進行包裝處理;若該沖壓成品的裂紋占比度分析結果為不合格,說明該沖壓成品的裂紋濃度不達標,為沖壓不良品,則不對該沖壓成品進行包裝處理。本方法能夠實現對沖壓成品的全面檢測和自動包裝,提高了生產效率和產品質量。
- 還沒有人留言評論。精彩留言會獲得點贊!