一種銅排加工系統及銅排加工方法與流程
本發明涉及銅排加工,具體為一種銅排加工系統及銅排加工方法。
背景技術:
1、銅排又稱為母排,是一種廣泛應用于電氣工程的加工材料;它是由一種銅制成的金屬條或金屬板,因其具有良好的導電性和耐腐蝕性通常用于電氣配電系統中作為電流的導體。
2、銅排是電氣配電系統中不可或缺的組成部分,如在電力系統中,銅排用于將電流從電源分配到各個電氣設備或電路。它們可以在配電板、變電站和高壓電力系統中找到;在配電板、開關設備、變壓器等電氣設備中,銅排用于連接不同的電氣元件,確保電流的順暢流動;在一些電氣系統中,銅排還用作電氣保護和接地系統的一部分,以提供安全的電流通路和防止電氣事故。
3、銅排在電氣配電系統中起著十分重要的作用,因此,在其加工制作過程中需要嚴格控制多個環節,以確保其性能和可靠性。銅排的加工包括:加工材料選擇、表面處理以及尺寸與精度控制等;當前其中任何一個環節出現誤差都會影響最終產品的性能,無法投入正常使用。因此,對于銅排每個加工環節都要需要的嚴格控制和檢驗,可以很大程度地減少誤差對銅排性能的影響,從而保證電氣配電系統的穩定運行。
4、現有技術中關于銅排加工提供了許多優秀的方法,但大多數方法是針對加工完成后的銅排進行質量檢測,而缺少對各個加工步驟的質量把控,這樣無法保證銅排最終的加工質量。
5、為此,本發明提出一種銅排加工系統及銅排加工方法。
技術實現思路
1、本發明的目的在于提出一種銅排加工系統及銅排加工方法用于提升銅排加工的質量;本發明主要從以下幾個方面出發,首先,本發明利用監控設備對銅排每一個加工步驟進行實時監測,并采用一種銅排加工異常識別模型對進行圖像異常識別;該模型通過提取加工材料的圖像特征進行分析。利用加權和融合策略加深對異常特征的學習,并且在模型中加入匹配層用于匹配對應的加工步驟的異常識別子層,這樣可以根據加工材料的加工狀態實現準確的異常識別;其次,根據異常識別結果進行加工參數的分析,在分析過程中根據當前加工步驟的子步驟進行時間切片,并收集加工子步驟中加工材料的變化數據和設備的工作參數;將收集的輸入至參數分析模型中,該模型可結合異常位置以及異常類型對加工過程中數據進行分析,從而發現加工過程具體的錯誤;最后,本發明提出一種加工參數優化方法,該方法利用目標信息從資料庫中匹配相同類型銅排模板的加工數據,根據當前加工步驟計算出相對應銅排模板加工步驟的數據偏差,通過對基礎統計量以及參數相關性的分析,對當前加工參數進行優化,從而使得加工數據符合標準。綜合以上的方法實現了對銅排加工質量的提升。
2、為實現上述目的,本發明提供如下技術方案:
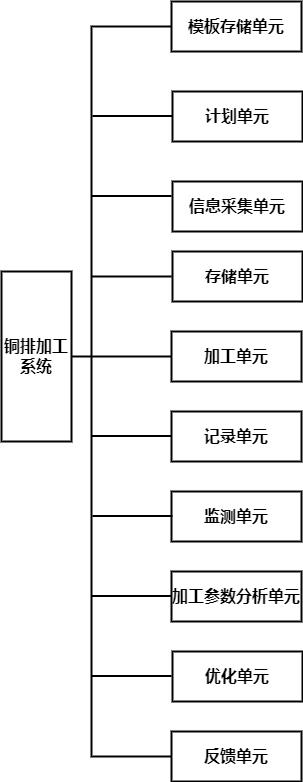
3、第一方面:本發明提出一種銅排加工系統,所述系統包括:
4、模板存儲單元,用于存儲銅排模板的信息;其中,所述模板存儲單元通過本地服務器建立銅排模板數據庫;其中,所述銅排模板數據庫保存銅排類型、尺寸信息、加工流程、加工參數以及質量標準。
5、計劃單元,用于生成目標信息,包括:銅排類型、銅排規格以及工藝流程。
6、信息采集單元,用于采集銅排加工時的各項數據;
7、存儲單元,用于臨時存儲所述各項數據;
8、加工單元,用于銅排加工;
9、記錄單元,用于記錄銅排加工信息;
10、監測單元,用于對銅排加工進行實時監測;其中,所述監測單元采用銅排加工異常識別模型對加工過程中材料進行異常識別,具體過程包括:
11、由所述信息采集單元獲取當前加工步驟下的加工材料圖像;
12、進一步地,對所述加工材料圖像進行預處理,得到標準加工材料圖像;其中,所述預處理包括:去除所述加工材料圖像中的噪聲,得到去噪加工材料圖像;對所述去噪加工材料圖像進行圖像增強,得到增強加工材料圖像;對所述增強加工材料圖像進行幾何校正,得到校正加工材料圖像;對所述校正加工材料圖像進行邊緣檢測,得到邊緣加工材料圖像;對所述邊緣加工材料圖像進行對齊操作,得到對齊加工材料圖像;對所述對齊加工材料圖像進行裁剪,得到所述標準加工材料圖像。
13、進一步地,所述標準加工材料圖像經輸入層輸入后,由特征提取層進行特征提取,得到加工材料特征圖;
14、進一步地,將所述加工材料特征圖輸入至特征處理層進行加權和融合操作,得到加工材料處理特征圖;
15、進一步地,通過匹配層根據所述當前加工步驟匹配相應的異常識別子層;
16、進一步地,根據所述匹配層的選擇結果將所述加工材料處理特征圖輸入至異常識別層中對應的異常識別子層進行識別;
17、進一步地,根據所述異常識別子層的識別結果由輸出層輸出,得到監測結果,包括:異常位置和異常類型。
18、加工參數分析單元,用于銅排加工過程中的加工參數進行分析,具體包括:
19、當所述監測單元發現存在異常時,獲取當前加工步驟的加工總時長;
20、進一步地,對所述加工總時長進行切片,得到多個加工子時長;
21、進一步地,收集多個所述加工子時長中的加工數據;其中,所述加工數據包括:加工材料變化數據和設備參數;
22、進一步地,將所述加工子時長與所述加工數據按照時間序列對齊,并構建加工參數數據集;
23、進一步地,對所述加工參數數據集進行數據處理,得到標準加工參數數據集;
24、進一步地,所述標準加工參數數據集和所述監測結果輸入至加工參數分析模型;其中,所述加工參數分析模型表示:
25、;
26、其中,表示模型函數;表示輸入特征向量,包括:數據處理后的加工子時長、加工材料變化數據和設備參數;表示所述監測結果的特征向量;表示所述加工參數分析模型的參數,包括權重和偏置;表示將加工數據特征和監測結果特征連接起來形成一個新的輸入向量;表示第層的權重矩陣;表示第層的偏置向量;表示激活函數;表示模型層數;
27、優化單元,用于優化銅排加工設備的參數;其中,所述優化單元包括:
28、根據所述目標信息與資料庫中銅排模板進行匹配,得到同類型模板銅排的信息,包括:尺寸信息、加工參數以及質量標準;
29、進一步地,從所述信息中獲取與所述當前加工步驟相同加工步驟的模板加工數據;
30、進一步地,根據所述當前加工步驟的加工數據與所述模板加工數據構建加工偏差矩陣;
31、進一步地,計算所述偏差矩陣的指定統計量,并利用圖形化顯示顯著偏差區域;
32、進一步地,計算出所述加工偏差矩陣各參數之間的相關性,得到加工參數相關性矩陣;
33、進一步地,根據所述指定統計量和所述加工參數相關性矩陣對當前加工參數進行優化,得到當前優化加工參數。
34、反饋單元,用于生成銅排加工反饋報告。
35、第二方面:本發明提出一種銅排加工方法,包括:
36、獲取銅排制作的目標信息;其中,所述目標信息包括:銅排類型、銅排規格以及工藝流程;
37、進一步地,根據所述目標信息確定所述銅排的加工工序信息;
38、進一步地,根據所述加工工序信息獲取加工設備信息;
39、進一步地,根據所述加工工序信息對加工材料進行加工;
40、其中,在所述銅排加工的過程中還包括對銅排加工進行異常監測;具體過程包括:
41、利用高分辨率攝像機獲取當前加工步驟下的加工材料圖像;
42、進一步地,對所述加工材料圖像進行預處理,得到標準加工材料圖像;所述預處理包括:去除所述加工材料圖像中的噪聲,得到去噪加工材料圖像;對所述去噪加工材料圖像進行圖像增強,得到增強加工材料圖像;對所述增強加工材料圖像進行幾何校正,得到校正加工材料圖像;對所述校正加工材料圖像進行邊緣檢測,得到邊緣加工材料圖像;對所述邊緣加工材料圖像進行對齊操作,得到對齊加工材料圖像;對所述對齊加工材料圖像進行裁剪,得到所述標準加工材料圖像。
43、進一步地,將所述標準加工材料圖像輸入至銅排加工異常識別模型,得到所述監測結果;其中,所述銅排加工異常識別模型包括:
44、輸入層,用于接收所述標準加工材料圖像;
45、特征提取層,通過卷積神經網絡模型對所述輸入層接收的圖像數據進行特征提取;
46、特征處理層,用于對所述特征提取層獲取的圖像特征圖進行加權和融合操作;
47、匹配層,用于根據當前的加工步驟匹配相應的異常識別子層;
48、異常識別層,用于對加工材料圖像進行異常識別;其中,所述異常識別層包括多個異常子層;多個所述異常子層的結構包括:卷積子層、池化子層、全連接子層、激活子層、歸一化子層和異常評分子層;
49、輸出層,用于輸出監測結果,包括:異常位置和異常類型;
50、進一步地,當監測結果存在異常時,對當前加工步驟的加工參數進行分析,得到當前加工參數分析結果;具體過程包括:獲取所述當前加工步驟的加工總時長;根據所述前加工步驟中加工子步驟對所述加工總時長進行切片,得到多個加工子時長;收集在多個所述加工子時長中的多個加工數據;其中,所述加工數據包括:加工材料變化數據和設備參數;
51、將多個所述加工子時長與多個所述加工數據按照時間序列對齊,并構建加工參數數據集;
52、對所述加工參數數據集進行數據處理,得到標準加工參數數據集將所述標準加工參數數據集和所述監測結果輸入至加工參數分析模型;其中,所述加工參數分析模型表示:
53、;
54、其中,表示模型函數;表示輸入特征向量,包括:數據處理后的加工子時長、加工材料變化數據和設備參數;表示所述監測結果的特征向量;表示所述加工參數分析模型的參數,包括權重和偏置;表示將加工數據特征和監測結果特征連接起來形成一個新的輸入向量;表示第層的權重矩陣;表示第層的偏置向量;表示激活函數;表示模型層數。
55、進一步地,根據所述當前加工參數分析結果對當前加工參數進行優化,得到當前優化加工參數;具體過程包括:
56、根據所述目標信息與資料庫中銅排模板進行匹配,得到同類型模板銅排的信息,包括:尺寸信息、加工參數以及質量標準;從所述信息中獲取與所述當前加工步驟相同加工步驟的模板加工數據;根據所述當前加工步驟的加工數據與所述模板加工數據構建加工偏差矩陣;計算所述偏差矩陣的指定統計量,并利用圖形化顯示顯著偏差區域;計算出所述加工偏差矩陣各參數之間的相關性,得到加工參數相關性矩陣;根據所述指定統計量和所述加工參數相關性矩陣對所述當前加工參數進行優化,得到所述當前優化加工參數。
57、進一步地,將當前加工步驟的各項數據進行記錄。
58、與現有技術相比,本發明的有益效果為:
59、1、本發明提出一種銅排加工異常識別模型用于銅排加工過程對加工材料進行異常識別;該模型通過提取加工材料圖像的特征,并利用加權和融合策略加強對異常特征的學習;在模型中加入匹配層用于匹配對應的加工步驟的異常識別子層,這樣可以根據加工材料的加工狀態實現準確的異常識別,有利于提升銅排加工的質量。
60、2、本發明針對加工異常情況下提出一種加工參數分析方法,該方法在分析過程中根據當前加工步驟的子步驟進行時間切片,并收集子步驟中加工材料的變化數據和設備的工作參數;將收集的輸入至加工參數分析模型中,該模型可結合異常位置以及異常類型對加工過程中數據進行分析,從而發現加工問題點進行快速、準確的定位,為提升銅排加工質量提供了充足的數據基礎。
61、3、本發明提出一種加工參數優化方法,該方法利用目標信息從資料庫中匹配相同類型銅排模板的加工數據,根據當前加工步驟計算出相對應銅排模板加工步驟的數據偏差,并通過對數據偏差獲取參數的基礎統計量以及相關性,對加工參數進行優化,從而使得加工數據符合標準,實現了對銅排加工質量的提升。
- 還沒有人留言評論。精彩留言會獲得點贊!