基于工業互聯網的協同制造管理平臺及方法與流程
本發明涉及協同制造,更具體地說,它涉及基于工業互聯網的協同制造管理平臺及方法。
背景技術:
1、隨著工業互聯網技術的發展,制造業正經歷著深刻的變革,工業互聯通過物聯網、大數據和云計算等技術實現了生產設備和信息系統的全面互聯,極大地提升了生產效率。其中協同制造管理是提升制造業競爭力的關鍵策略之一,協同制造管理強調跨組織協作,旨在通過信息共享和資源優化利用,實現生產的整體優化。在協同制造管理中,柔性車間調度扮演著重要角色,與傳統車間調度相比,柔性車間調度允許不同工件的加工工序在多臺機器上進行加工,更加符合實際車間生產的場景。
2、現有的柔性車間調度將工件的加工工序與加工機器的分配關系構建成矩陣編碼表示,矩陣編碼的行表示工件,列表示工序,矩陣編碼的元素通過實數編碼表示,實數編碼的整數部分表示加工機器的序號,小數部分表示加工優先級,并按照從小到大的順序進行加工,例如現有4個工件,每個工件的加工工序有3道,那么矩陣編碼包括4行3列,如果第1列的第1行到第4行的元素值分別為2.1、2.2、2.3和3.1,則表示第1個工件、第2個工件和第3個工件的第1道工序均在序號為2的加工機器上進行加工,并且加工順序為第1個工件、第2個工件和第3個工件,再以工件加工完成時間最小化為目標函數,通過遺傳算法生成調度方案完成工件的加工工序與加工機器的分配。
3、然而上述方案只考慮了工件加工完成時間,并沒有考慮到工件的加工質量和加工機器的負荷,導致生成的調度方案可能不是最優解。
技術實現思路
1、本發明提供基于工業互聯網的協同制造管理平臺及方法,解決相關技術中現有的柔性車間調度只考慮了工件加工完成時間,并沒有考慮到工件的加工質量和加工機器的負荷,導致生成的調度方案可能不是最優解的技術問題。
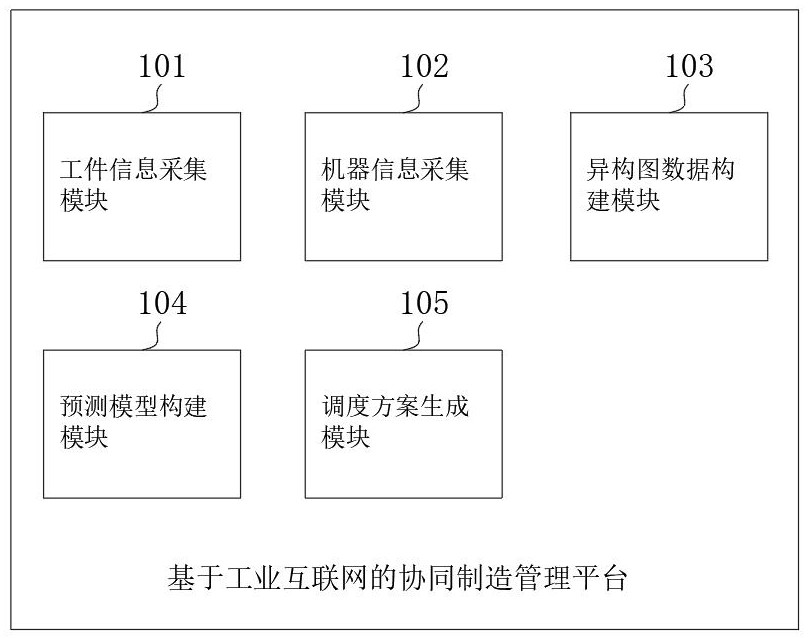
2、本發明提供了基于工業互聯網的協同制造管理平臺,包括:
3、工件信息采集模塊,其用于采集待加工工件的工件信息;
4、工件信息包括:唯一標識符、重量、最大長度、最大寬度、最大高度、加工完成時長和加工工序數量;
5、機器信息采集模塊,其用于采集加工機器的機器信息;
6、機器信息包括:唯一標識符、采購金額、能耗情況、額定功率、歷史維護次數、歷史維護金額、磨損程度和加工精度;
7、異構圖數據構建模塊,其用于根據待加工工件的工件信息和加工機器的機器信息構建異構圖數據;
8、異構圖數據包括:節點、初始特征和節點之間的邊;
9、節點包括:第一節點和第二節點;
10、第一節點與待加工工件建立映射關系,第一節點的初始特征通過與第一節點建立映射關系的待加工工件的工件信息表示;
11、第二節點與加工機器建立映射關系,第二節點的初始特征通過與第二節點建立映射關系的加工機器的機器信息表示;
12、預測模型構建模塊,其用于構建并訓練預測模型;
13、預測模型輸入異構圖數據,輸出的值包括每個待加工工件的加工質量和每個加工機器的負荷量;
14、調度方案生成模塊,其用于通過紅嘴藍鵲優化算法結合預測模型生成調度方案;
15、根據調度方案將待加工工件分配到加工機器進行加工。
16、進一步地,待加工工件的唯一標識符通過正整數編碼表示,加工完成時長通過加工完成時間減去當前時間表示,每個待加工工件的加工工序數量不同。
17、進一步地,加工機器的唯一標識符通過正整數編碼表示,能耗情況通過每小時消耗電量表示,磨損程度通過已使用時長除以最大使用時長表示,加工精度通過在單位時間內加工工件的成品率表示。
18、進一步地,節點之間的邊包括:第一節點和第二節點之間構建邊表示與第一節點建立映射關系的待加工工件被分配到與第二節點建立映射關系的加工機器;第二節點之間構建邊表示與第二節點建立映射關系的加工機器由同一電力系統供電。
19、進一步地,預測模型包括:第一特征轉換層、第二特征轉換層、圖更新層、第一提取層、第二提取層、第一分類器和第二分類器;
20、第一特征轉換層輸入異構圖數據的第一節點的初始特征,輸出第一更新特征;
21、第二特征轉換層輸入異構圖數據的第二節點的初始特征,輸出第二更新特征;
22、第一更新特征和第二更新特征的大小相同;
23、圖更新層輸入異構圖數據,輸出更新矩陣;
24、更新矩陣的一個行向量對應一個第一節點或者第二節點的第三更新特征;
25、第一提取層用于提取第一節點對應的第三更新特征輸入到第一分類器中,第一分類器的分類空間表示待加工工件的加工質量;
26、第二提取層用于提取第二節點對應的第三更新特征輸入到第二分類器中,第二分類器的分類空間表示加工機器的負荷量。
27、進一步地,預測模型的計算公式包括:
28、第一特征轉換層的計算公式如下:
29、;
30、其中表示第一特征轉換層輸出的第一更新特征,a表示第一節點的初始特征,和分別表示第一特征轉換層對應的權重參數和偏置參數,sigmoid表示sigmoid激活函數;
31、第二特征轉換層的計算公式如下:
32、;
33、其中表示第二特征轉換層輸出的第二更新特征,b表示第二節點的初始特征,和分別表示第二特征轉換層對應的權重參數和偏置參數;
34、圖更新層的計算公式如下:
35、;
36、;
37、;
38、;
39、其中1≤i≤s,matrix表示圖更新層輸出的更新矩陣,s表示第一節點和第二節點的數量的總和值,表示更新矩陣的第i個行向量,并表示第i個第一節點或者第二節點的第三更新特征,和分別表示第i個和第j個第一節點的第一更新特征或者第二節點的第二更新特征,表示與第i個第一節點或者第二節點存在邊連接的節點的集合,、、和分別表示第i個節點和第j個節點之間的第一系數、第二系數、偏置參數和邊的數量,、和分別表示第一權重參數、第二權重參數和第三權重參數,表示將s個節點的第三更新特征進行堆疊操作,t表示轉置操作,concat表示拼接操作。
40、進一步地,用于訓練預測模型的訓練樣本對應的樣本標簽通過人工標注獲得,并且待加工工件的加工質量和加工機器的負荷量均為自定義的離散值。
41、進一步地,通過紅嘴藍鵲優化算法結合預測模型生成調度方案,包括以下步驟:
42、步驟s301,隨機生成符合約束條件的初始化種群,初始化種群中個體的數量為u,其中u為自定義參數;
43、約束條件包括:每個待加工工件的同一加工工序只能分配到一個加工機器;每個待加工工件的加工順序必須嚴格按照工藝流程依次加工,同一待加工工件只有在上一個加工工序完成后,才能開始下一個加工工序;
44、個體通過矩陣編碼表示,矩陣編碼包括n行m列,其中n表示待加工工件的數量,m表示加工工序數量的最大值,矩陣編碼的元素值通過實數表示,實數的整數部分表示加工機器的唯一標識符,小數部分表示加工優先級,并按照從小到大的順序進行加工;
45、矩陣編碼的元素值的計算公式如下:
46、;
47、其中1≤m≤m,1≤n≤n,ub和lb分別表示上界值和下界值,表示取值范圍為0到1之間的隨機數;
48、步驟s302,通過目標函數計算初始化種群中所有個體的適應度值,其中目標函數基于預測模型構建;
49、目標函數的計算公式如下:
50、;
51、其中fit表示一個個體的適應度值,n表示待加工工件的數量,r表示加工機器的數量,表示預測模型輸出的第n個待加工工件的加工質量,表示預測模型輸出的第r個加工機器的負荷量,和分別表示第一關注度和第二關注度,和均為自定義參數,并且和的總和值為1,和分別表示第一調節因子和第二調節因子,和均為自定義參數;
52、步驟s303,生成取值范圍為0到1之間的第一隨機數,當第一隨機數小于平衡系數,則將初始化種群劃分為多個子群,每個子群的個體數量為q,并通過尋找食物策略對每個子群的個體的矩陣編碼進行更新,否則直接通過尋找食物策略對初始化種群的個體的矩陣編碼進行更新,其中q為自定義參數;
53、步驟s304,生成取值范圍為0到1之間的第二隨機數,當第二隨機數小于平衡系數,則將初始化種群劃分為多個子群,每個子群的個體數量為q,并通過尋找食物策略對每個子群的個體的矩陣編碼進行更新,否則直接通過攻擊獵物策略對初始化種群的個體的矩陣編碼進行更新;
54、步驟s305,通過存儲食物策略對初始化種群的個體的矩陣編碼進行更新;
55、步驟s306,當前迭代次數加1,判斷滿足迭代終止條件,則將初始化種群中適應度值最大的個體作為調度方案,否則返回步驟s302繼續執行,其中迭代終止條件為當前迭代次數達到最大迭代次數或者在連續k個迭代次數內適應度值的最大值變化不超過設定閾值,其中最大迭代次數、k和設定閾值均為自定義參數。
56、進一步地,紅嘴藍鵲優化算法的計算公式包括:
57、尋找食物策略的計算公式如下:
58、;
59、其中p賦值為q或者u,1≤p≤q或者1≤p≤u,和分別表示當前迭代次數為t+1和t的第i個個體的矩陣編碼,和分別表示當前迭代次數為t的第p個個體和隨機一個個體的矩陣編碼,表示取值范圍為0到1之間的隨機數;
60、攻擊獵物策略的計算公式包括:
61、;
62、;
63、其中表示當前迭代次數為t的適應度值最大的個體的矩陣編碼,max表示最大迭代次數,cf表示飛行因子,表示符合標準正態分布的隨機數;
64、存儲食物策略的計算公式如下:
65、;
66、其中表示歷史迭代次數的第i個個體的適應度值的最大值,表示當前迭代次數為t的第i個個體的適應度值。
67、本發明提供基于工業互聯網的協同制造管理方法,包括以下步驟:
68、步驟s401,采集待加工工件的工件信息;
69、步驟s402,采集加工機器的機器信息;
70、步驟s403,根據待加工工件的工件信息和加工機器的機器信息構建異構圖數據;
71、步驟s404,構建并訓練預測模型;
72、步驟s405,通過紅嘴藍鵲優化算法結合預測模型生成調度方案。
73、本發明的有益效果在于:本發明根據待加工工件與加工機器的信息構建成異構圖數據,通過預測模型對異構圖數據進行信息聚合獲得待加工工件的加工質量和加工機器的負荷量,并通過紅嘴藍鵲優化算法結合預測模型生成調度方案,使得待加工工件的加工質量最優和加工機器的負荷量最小。
- 還沒有人留言評論。精彩留言會獲得點贊!