一種基于混合現實職業實訓的焊接實訓管理系統的制作方法
本發明涉及焊接實訓管理,尤其涉及一種基于混合現實職業實訓的焊接實訓管理系統。
背景技術:
1、焊接實訓是培養學生實際操作技能,提高學生實際操作能力的重要環節,通過實施焊接實訓,可以讓學生在實際操作中掌握焊接技術,提高學生的動手能力和實際操作能力,為學生將來的就業和工作打下堅實的基礎;
2、基于混合現實技術模擬焊接實訓場景,為學生提供了一個真實而富有挑戰性的學習環境,同時為實際操作焊接提供數據支撐;基于混合現實技術模擬焊接實訓場景,為學生提供了一個真實而富有挑戰性的學習環境,同時為實際操作焊接提供數據支撐;焊接實訓主要面向焊接專業的學生,包括焊接技術、焊接工程等相關專業的學生,但是,在現有的焊接實訓管理技術中,無法對焊接實訓場景中的材料消耗和焊接質量進行監管,進而難以實現低耗、高焊接質量實訓的效果,同時增大焊接實訓成本,且無法對焊接實訓中的焊接理論和焊接操作進行監管,進而不利于對實訓人員的焊接理論和焊接操作進行針對性指導,進而降低焊接實訓的管理效果和焊接實訓教學質量;
3、針對上述的技術缺陷,現提出一種解決方案。
技術實現思路
1、本發明的目的在于提供一種基于混合現實職業實訓的焊接實訓管理系統,去解決上述提出的技術缺陷,本發明初步從焊接質量和耗材的角度進行分析,以了解實訓人員的焊接實訓學習效果情況,以便根據反饋信息對少數實訓人員或整體實訓人員進行合理、有針對性的焊接實訓管理,而進一步通過信息反饋的方式從理論和操作兩個點進行分析,以判斷不合格人員的高耗材低焊接質量是否因理論學習偏差或焊接操作偏差導致的,以便根據反饋信息進行針對性的理論指導或焊接操作指導,以及深入式通過信息融合的方式進行焊接實訓管理劃分分析,以了解當前焊接實訓方案下焊接實訓效果等級,以便根據信息反饋情況對此次焊接實訓方案進行調整,以提高焊接實訓管理效果和焊接實訓學習質量。
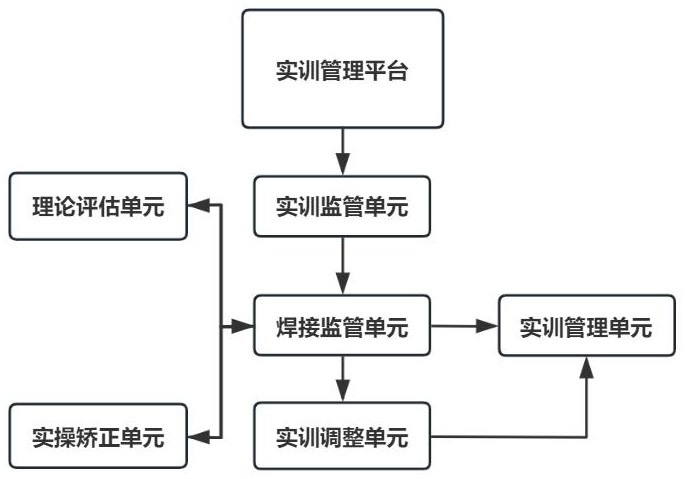
2、本發明的目的可以通過以下技術方案實現:一種基于混合現實職業實訓的焊接實訓管理系統,包括實訓管理平臺、實訓監管單元、焊接監管單元、理論評估單元、實操矯正單元、實訓調整單元以及實訓管理單元;
3、所述實訓監管單元用于采集實訓人員的實訓信息,并將實訓信息發送至焊接監管單元,焊接監管單元在接收到實訓信息后,立即對實訓信息進行焊接實訓效果監管評估分析,對得到的焊接評估系數進行比對分析,得到合格人員和不合格人員,并進一步對合格人員進行占比分析,對得到的實訓合格系數進行比對分析,得到單點管理信號和整體管理信號;
4、所述理論評估單元用于對不合格人員進行焊接理論學習監管評估分析,對得到的參數設定出錯指數進行比對分析,得到不合格信號;
5、所述實操矯正單元用于采集不合格人員的焊接操作數據,立即對焊接操作數據進行焊接操作指導需求評估分析,得到操作指導需求指數,并對操作指導需求指數進行比對處理,得到指導信號;
6、所述實訓調整單元用于對實訓合格系數進行焊接實訓管理劃分分析,對得到的實訓優化需求值進行比對分析,得到實訓管理級sj。
7、優選的,所述焊接監管單元的焊接實訓效果監管評估分析過程如下:
8、采集到焊接實訓時段,并將焊接實訓時段設定為時間閾值,獲取到時間閾值內各個實訓人員的實訓信息,實訓信息包括焊材消耗總量和焊接成品總量,進而獲取到時間閾值內焊接成品總量中的焊接合格成品量,將焊接合格成品量與焊接成品總量之間的比值設定為焊接合格指數;
9、獲取到焊接合格指數與焊材消耗總量之間的比值,將焊接合格指數與焊材消耗總量之間的比值設定為焊接評估系數,將焊接評估系數與其內部錄入存儲的預設焊接評估系數閾值進行比對分析:
10、若焊接評估系數大于等于預設焊接評估系數閾值,則判定實訓人員為合格人員;若焊接評估系數小于預設焊接評估系數閾值,則判定實訓人員為不合格人員。
11、優選的,所述合格人員的占比分析過程如下:
12、獲取到合格人員的個數與實訓人員的總個數之間的比值,并將合格人員的個數與實訓人員的總個數之間的比值設定為實訓合格系數,將實訓合格系數與其內部錄入存儲的預設實訓合格系數閾值進行比對分析:
13、若實訓合格系數與預設實訓合格系數閾值之間的比值大于等于1,則生成單點管理信號;若實訓合格系數與預設實訓合格系數閾值之間的比值小于1,則生成整體管理信號。
14、優選的,所述理論評估單元的焊接理論學習監管評估分析過程如下:
15、獲取到時間閾值各個不合格人員的焊接成品總量,進而獲取到時間閾值各個不合格人員對應各個焊接成品的焊接材料信息,焊接材料信息包括鋼材、鑄鐵,獲取到時間閾值各個不合格人員所選焊接材料信息對應的焊接參數信息,焊接參數信息包括實際焊接電流、實際焊接電壓,同時獲取到時間閾值各個不合格人員焊接材料信息對應的標準焊接信息,標準焊接信息包括標準焊接電流范圍、標準實際焊接電壓范圍,將焊接參數信息與標準焊接信息進行比對分析,獲取到焊接參數信息不屬于標準焊接信息所對應的個數,并將焊接參數信息不屬于標準焊接信息所對應的個數設定為操作誤差值,并對操作誤差值進行判別處理:
16、若操作誤差值等于零,則判定為合格參數設定;
17、若操作誤差值不等于零,則判定為不合格參數設定。
18、優選的,獲取到所述不合格參數設定所對應焊接成品的個數,并將不合格參數設定所對應焊接成品的個數與焊接成品總量之間的比值設定為參數設定出錯指數,并將參數設定出錯指數與其內部錄入存儲的預設參數設定出錯指數閾值進行比對分析:
19、若參數設定出錯指數與預設參數設定出錯指數閾值之間的比值小于1,則不生成任何信號;
20、若參數設定出錯指數與預設參數設定出錯指數閾值之間的比值大于等于1,則生成不合格信號。
21、優選的,所述實操矯正單元的焊接操作指導需求評估分析過程如下:
22、s1:獲取到時間閾值各個不合格人員的焊接成品總量,同時獲取到各個不合格人員的各個焊接成品的焊接時段,并將其設定為焊接時長,獲取到焊接時長內各個不合格人員的各個焊接成品的焊接操作數據,焊接操作數據包括焊接間隔值和焊接偏移值,將焊接間隔值和焊接偏移值分別標號為hj和hp,并將焊接間隔值hj和焊接偏移值hp代入公式得到焊接指導評估系數r;
23、s2:將焊接指導評估系數r與其內部錄入存儲的預設焊接指導評估系數閾值進行比對分析,將焊接指導評估系數r大于等于預設焊接指導評估系數閾值所對應的焊接成品個數與焊接成品總量之間的比值設定為操作指導需求指數,將操作指導需求指數與其內部錄入存儲的預設操作指導需求指數閾值進行比對分析:
24、若操作指導需求指數與預設操作指導需求指數閾值之間的比值小于1,則不生成任何信號;
25、若操作指導需求指數與預設操作指導需求指數閾值之間的比值大于等于1,則生成指導信號。
26、優選的,所述焊接間隔值表示焊接距離大于預設焊接距離所對應的時長,焊接距離表示電弧長度;所述焊接偏移值表示焊接速度超出預設焊接速度閾值所對應的時長。
27、優選的,所述實訓調整單元的焊接實訓管理劃分分析過程如下:
28、獲取到時間閾值內各個實訓人員的焊材消耗總量,進而獲取到時間閾值內總實訓人員的總焊材消耗值,同時獲取到時間閾值內實訓合格系數,進而獲取到實訓合格系數與總焊材消耗值之間的比值,并將實訓合格系數與總焊材消耗值之間的比值設定為實訓優化需求值;
29、將實訓優化需求值與其內部錄入存儲的預設實訓優化需求值范圍進行比對分析:若實訓優化需求值大于預設實訓優化需求值范圍中的最大值,則判定為一級管理;若實訓優化需求值屬于預設實訓優化需求值范圍,則判定為二級管理;若實訓優化需求值小于預設實訓優化需求值范圍中的最小值,則判定為三級管理,將一級管理、二級管理以及三級管理設定為實訓管理級sj,sj=1,2,3。
30、本發明的有益效果如下:
31、本發明初步從焊接質量和耗材的角度進行分析,以了解實訓人員的焊接實訓學習效果情況,同時通過信息反饋的方式了解整個焊接實訓學習合格情況,以便根據反饋信息對少數實訓人員或整體實訓人員進行合理、有針對性的焊接實訓管理,進而有助于提高實訓人員的焊接學習效率和焊接質量,同時有助于實現低耗高質焊接實訓教學;
32、本發明進一步通過信息反饋的方式從理論和操作兩個點進行分析,以判斷不合格人員的高耗材低焊接質量是否因理論學習偏差或焊接操作偏差導致的,以便根據反饋信息進行針對性的理論指導或焊接操作指導,以便提高不合格人員的焊接實訓效果,以及深入式通過信息融合的方式進行焊接實訓管理劃分分析,以了解當前焊接實訓方案下焊接實訓效果等級,以便根據信息反饋情況對此次焊接實訓方案進行調整,以提高焊接實訓管理效果和焊接實訓學習質量。
- 還沒有人留言評論。精彩留言會獲得點贊!