一種機柜設備生產進度預測方法及系統與流程
本發明涉及生產進度預測,特別涉及一種機柜設備生產進度預測方法及系統。
背景技術:
1、機柜是電氣設備中不可或缺的組成部分,是電氣控制設備的載體,為了更好的把握工期和生產進度,現有技術中提供了多種進度預測的方法,其中應用最為普遍的方法是利用實時生產數據并結合員工的經驗來判斷預測生產進度,由于機柜設備生產的進度受多種風險因素的影響,如設備、環境、人員流動等,而僅利用實時生產數據和經驗來預測機柜生產進度,欠缺對風險因素的考慮,導致具有一定的局限性,最終使得進度預測結果不準確。
技術實現思路
1、本發明的主要目的為提供一種機柜設備生產進度預測方法,旨在解決現有技術中的技術問題。
2、本發明提出一種機柜設備生產進度預測方法,包括:
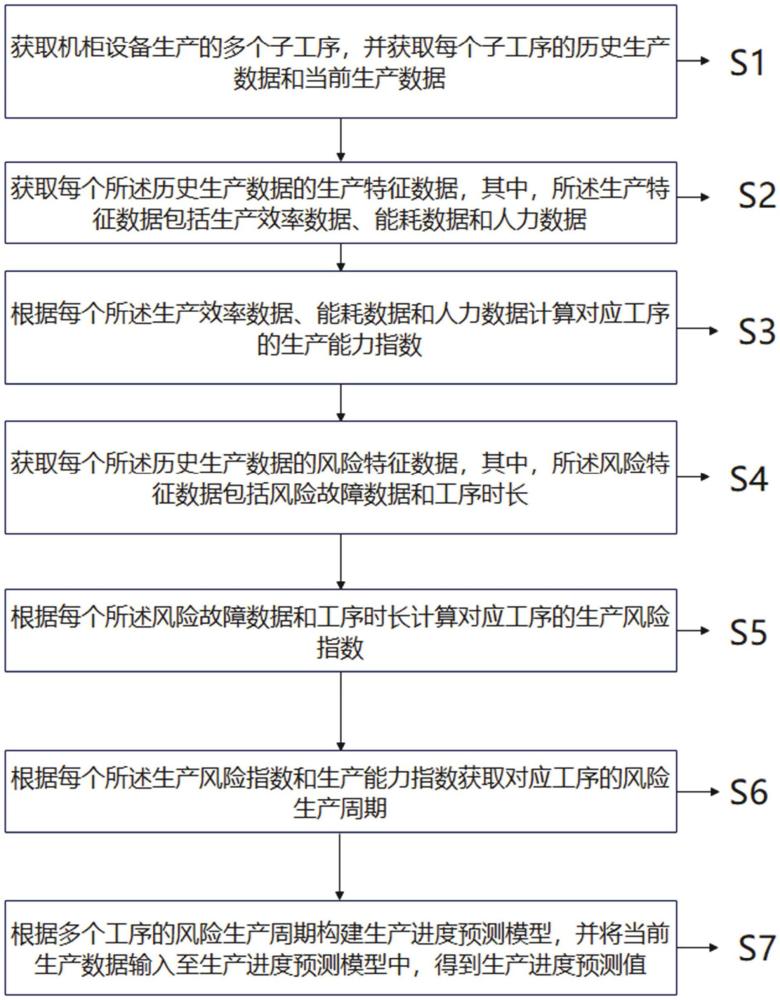
3、獲取機柜設備生產的多個子工序,并獲取每個子工序的歷史生產數據和當前生產數據;
4、獲取每個所述歷史生產數據的生產特征數據,其中,所述生產特征數據包括生產效率數據、能耗數據和人力數據;
5、根據每個所述生產效率數據、能耗數據和人力數據計算對應工序的生產能力指數;
6、獲取每個所述歷史生產數據的風險特征數據,其中,所述風險特征數據包括風險故障數據和工序時長;
7、根據每個所述風險故障數據和工序時長計算對應工序的生產風險指數;
8、根據每個所述生產風險指數和生產能力指數獲取對應工序的風險生產周期;
9、根據多個工序的風險生產周期構建生產進度預測模型,并將當前生產數據輸入至生產進度預測模型中,得到生產進度預測值。
10、作為優選,所述根據每個所述生產效率數據、能耗數據和人力數據計算對應工序的生產能力指數的步驟,包括:
11、根據所述生產效率數據獲取總生產量和生產時長,其中,所述生產時長包括實際生產時長和規劃生產時長;
12、根據所述能耗數據、實際生產時長、規劃生產時長和總生產量計算單位時間產量,其中,計算公式為:
13、
14、其中,d(s)表示單位時間產量,s(c)表示總生產量,s(j)表示實際生產時長,g(j)表示規劃生產時長,n(h)表示能耗數據;
15、根據所述生產效率數據獲取單位合格率,根據所述人力數據獲取單位人力產量;
16、根據所述單位人力產量、單位合格率和單位時間產量計算生產能力指數,其中,計算公式為:
17、
18、其中,s(z)表示生產能力指數,d(s)表示單位時間產量,d(r)表示單位人力產量,d(h)表示單位合格率。
19、作為優選,所述根據所述生產效率數據獲取單位合格率,根據所述人力數據獲取單位人力產量的步驟,包括:
20、根據所述生產效率數據獲取合格生產量,并根據所述合格生產量和總生產量計算單位合格率,其中,計算公式為:
21、
22、其中,d(h)表示單位人力產量,s(c)表示總生產量,h(s)表示合格生產量;
23、根據所述人力數據獲取總人力投入值,并根據所述總人力投入值和總生產量計算單位人力產量,其中,計算公式為:
24、
25、其中,d(r)表示單位人力產量,s(c)表示總生產量,r(t)表示總人力投入值。
26、作為優選,所述根據每個所述風險故障數據和工序時長計算對應工序的生產風險指數的步驟,包括:
27、根據所述風險故障數據獲取設備故障率、環境影響率和人員流動率;
28、根據所述設備故障率、環境影響率和人員流動率計算總風險率,其中,計算公式為:
29、z(f)=s(g)+h(y)+r(l);
30、其中,z(f)表示總風險率,s(g)表示設備故障率,h(y)表示環境影響率,r(l)表示人員流動率;
31、根據所述工序時長獲取工序交接時長;
32、根據所述工序交接時長獲取工序依賴時長;
33、根據所述工序依賴時長和工序交接時長計算工序風險時長,其中,計算公式為:
34、g(f)=g(j)+g(y);
35、其中,g(f)表示工序風險時長,g(j)表示工序交接時長,g(y)表示工序依賴時長;
36、根據所述工序風險時長和總風險率計算生產風險指數,其中,計算公式為:
37、s(f)=g(f)*z(f);
38、其中,s(f)表示生產風險指數,g(f)表示工序風險時長,z(f)表示總風險率。
39、作為優選,所述根據每個所述生產風險指數和生產能力指數獲取對應工序的風險生產周期的步驟,包括:
40、獲取每個工序的生產風險指數和生產能力指數;
41、根據每個生產風險指數和生產能力指數計算對應工序的風險生產周期,其中,計算公式為:
42、lf(q)=s(z)*[1-s(f)];
43、其中,lf(q)表示風險生產周期,s(f)表示生產風險指數,s(z)表示生產能力指數。
44、作為優選,所述根據多個工序的風險生產周期構建生產進度預測模型,并將當前生產數據輸入至生產進度預測模型中,得到生產進度預測值的步驟,包括:
45、獲取每個工序的風險生產周期,并根據多個風險生產周期構建預設生產進度預測模型,其中,預設生產進度預測模型為:
46、
47、其中,y(d)表示預測生產進度值,β1表示模型參數,n表示風險生產周期的數量,n表示風險生產周期的序號,lf(q)表示風險生產周期;
48、依次將每個所述風險生產周期作為訓練集輸入至預設生產進度預測模型中進行訓練,并將剩余多個風險生產周期作為驗證集進行驗證,得到多個預測訓練結果:
49、根據多個所述預測訓練結果對預設生產進度預測模型的模型參數進行調整,得到生產進度預測模型;
50、根據當前生產數據獲取多個當前風險生產周期,并將當前風險生產周期輸入至生產進度預測模型中,得到生產進度預測值,其中,生產進度預測模型為:
51、其中,j(d)表示生產進度預測值,β2表示模型參數,m表示當前風險生產周期的數量,m表示當前風險生產周期的序號,df(q)表示當前風險生產周期。
52、本技術還提供一種機柜設備生產進度預測系統,包括:
53、第一獲取模塊,用于獲取機柜設備生產的多個子工序,并獲取每個子工序的歷史生產數據和當前生產數據;
54、第二獲取模塊,用于獲取每個所述歷史生產數據的生產特征數據,其中,所述生產特征數據包括生產效率數據、能耗數據和人力數據;
55、第一計算模塊,用于根據每個所述生產效率數據、能耗數據和人力數據計算對應工序的生產能力指數;
56、第三獲取模塊,用于獲取每個所述歷史生產數據的風險特征數據,其中,所述風險特征數據包括風險故障數據和工序時長;
57、第二計算模塊,用于根據每個所述風險故障數據和工序時長計算對應工序的生產風險指數;
58、第四獲取模塊,用于根據每個所述生產風險指數和生產能力指數獲取對應工序的風險生產周期;
59、預測模塊,用于根據多個工序的風險生產周期構建生產進度預測模型,并將當前生產數據輸入至生產進度預測模型中,得到生產進度預測值。
60、作為優選,所述第一計算模塊,包括:
61、第一獲取單元,用于根據所述生產效率數據獲取總生產量和生產時長,其中,所述生產時長包括實際生產時長和規劃生產時長;
62、第一計算單元,用于根據所述能耗數據、實際生產時長、規劃生產時長和總生產量計算單位時間產量,其中,計算公式為:
63、
64、其中,d(s)表示單位時間產量,s(c)表示總生產量,s(j)表示實際生產時長,g(j)表示規劃生產時長,n(h)表示能耗數據;
65、第二獲取單元,用于根據所述生產效率數據獲取單位合格率,根據所述人力數據獲取單位人力產量;
66、第二計算單元,用于根據所述單位人力產量、單位合格率和單位時間產量計算生產能力指數,其中,計算公式為:
67、
68、其中,s(z)表示生產能力指數,d(s)表示單位時間產量,d(r)表示單位人力產量,d(h)表示單位合格率。
69、本發明還提供了一種計算機設備,包括存儲器和處理器,所述存儲器存儲有計算機程序,所述處理器執行所述計算機程序時實現上述機柜設備生產進度預測方法的步驟。
70、本發明還提供了一種計算機可讀存儲介質,其上存儲有計算機程序,所述計算機程序被處理器執行時實現上述機柜設備生產進度預測方法的步驟。
71、本發明的有益效果為:本發明通過獲取機柜設備生產的多個子工序,并獲取每個子工序的歷史生產數據和當前生產數據,根據每個生產效率數據、能耗數據和人力數據計算對應工序的生產能力指數,由于生產能力指數通過綜合考慮生產效率、能耗和人力等數據,量化了每個子工序的生產能力,從而能夠準確評估每個工序的生產能力,通過歷史數據分析和生產能力指數,可以預測每個子工序的生產時間和生產率,通過獲取每個歷史生產數據的風險特征數據,再根據每個風險故障數據和工序時長計算對應工序的生產風險指數,通過綜合考慮風險特征數據并計算生產風險指數,從而能夠更全面地理解和管理生產過程中的潛在風險,提高生產預測的準確性和可靠性,通過每個生產風險指數和生產能力指數獲取對應工序的風險生產周期,根據多個工序的風險生產周期構建生產進度預測模型,并將當前生產數據輸入至生產進度預測模型中,得到生產進度預測值,這樣將生產風險指數和生產能力指數結合,可以對每個工序的風險生產周期進行綜合評估,生產進度預測模型基于多個工序的風險生產周期構建,能夠更準確地預測整體生產進度,通過結合歷史數據中的風險特征和當前生產數據,分析每個工序的影響因素,從而生成可靠的生產進度預測值。
- 還沒有人留言評論。精彩留言會獲得點贊!