膠帶生產線中的智能缺陷檢測方法及系統與流程
本發明涉及膠帶生產加工,具體涉及膠帶生產線中的智能缺陷檢測方法及系統。
背景技術:
1、在現代工業中,膠帶作為一種重要的粘結材料,廣泛應用于電子、汽車、包裝等多個領域,由于原材料、設備運行狀況以及生產環境等多種因素的影響,膠帶容易產生各種缺陷,如氣泡、皺折、劃痕和異物夾雜等,這些缺陷不僅會降低膠帶的使用壽命,還可能導致產品不合格,由此為了保證膠帶的生產質量和性能,在生產過程中需要進行嚴格的膠帶質量控制。
2、目前,傳統的膠帶缺陷檢測方法主要依賴于人工目視檢查,盡管這種方法簡單直接,但在現代高速膠帶生產線上存在明顯的不足,例如:人工檢測效率低,容易受到檢測人員的疲勞和注意力不集中等主觀因素影響,導致漏檢和誤檢現象頻繁發生,無法滿足現代工業生產對高效和精確的要求。
3、因此,目前亟需一種能夠在膠帶生產線中實時監測和識別膠帶缺陷的檢測方法。
技術實現思路
1、發明目的:為了克服以上不足,本發明的目的是提供一種膠帶生產線中的智能缺陷檢測方法及系統。
2、為解決上述技術問題,本發明提供了膠帶生產線中的智能缺陷檢測方法,包括:
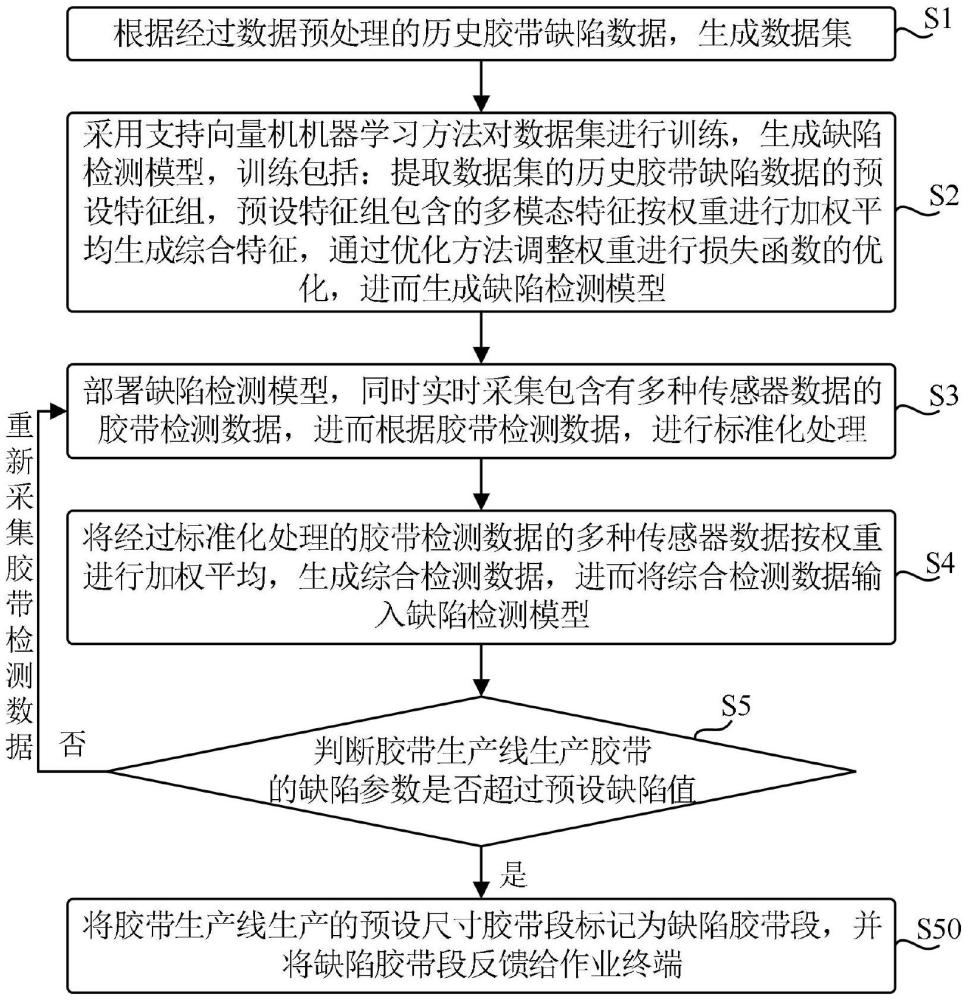
3、步驟s1:根據經過數據預處理的歷史膠帶缺陷數據,生成數據集;
4、步驟s2:采用支持向量機機器學習方法對數據集進行訓練,生成缺陷檢測模型,所述訓練包括:提取數據集的歷史膠帶缺陷數據的預設特征組,預設特征組包含的多模態特征按權重進行加權平均生成綜合特征,通過優化方法調整權重進行損失函數的優化,進而生成缺陷檢測模型;
5、步驟s3:部署缺陷檢測模型,同時實時采集包含有多種傳感器數據的膠帶檢測數據,進而根據所述膠帶檢測數據,進行標準化處理;
6、步驟s4:將經過標準化處理的膠帶檢測數據的多種傳感器數據按權重進行加權平均,生成綜合檢測數據,進而將綜合檢測數據輸入缺陷檢測模型;
7、步驟s5:根據缺陷檢測模型輸出的缺陷檢測結果,判斷膠帶生產線生產膠帶的缺陷參數是否超過預設缺陷值,若是,則將膠帶生產線生產的預設尺寸膠帶段標記為缺陷膠帶段,并將缺陷膠帶段反饋給作業終端,若否,則返回步驟s3,重新連續采集膠帶檢測圖像。
8、作為本發明的一種優選方式,在步驟s1中,所述方法包括以下步驟:
9、步驟s10:根據歷史膠帶缺陷的多模態數據,進行缺陷類型的數據標注;
10、步驟s11:根據經過數據標注的多模態數據,進行數據清洗,所述數據清洗包括:數據缺失值和異常值處理;
11、步驟s12:根據經過數據清洗的多模態數據,采用z-score標準化方法進行數據標準化處理:
12、
13、進而生成數據集;其中,x'是經過數據標準化處理的多模態數據,x為經過數據清洗的多模態數據,μ為多模態數據的均值,σ為多模態數據的標準差。
14、作為本發明的一種優選方式,在步驟s2中,所述方法包括以下步驟:
15、步驟s20:提取數據集中多模態數據包含膠帶的視覺特征、聲學特征和電學特征,進而將提取的所有特征進行降維處理;
16、步驟s21:將降維處理后的所有特征按權重進行加權平均,形成綜合特征:
17、f=w1f1+w2f2+…+wnfn
18、其中,f為所有特征融合后的綜合特征,fi為提取的第i個特征,wi為提取的第i個特征的權重;
19、步驟s22:根據綜合特征,通過隨機梯度下降優化方法調整權重進行損失函數的優化。
20、作為本發明的一種優選方式,在步驟s20中,其中,視覺特征包括從膠帶圖像中提取的膠帶紋理、顏色、邊緣特征中的至少一種;聲學特征包括從膠帶聲波數據中提取的頻譜、幅度、相位中的至少一種;電學特征包括從膠帶電信號數據中提取的電容、電導率、阻抗中的至少一種。
21、作為本發明的一種優選方式,在步驟s20中,所述方法包括以下步驟:
22、步驟s200:計算類內散布矩陣:
23、
24、其中,sw為類內散布矩陣,c為類別數量,nc為第c類的特征數量,xa為第a個特征,μc為第c類特征的均值;
25、步驟s201:計算類間散布矩陣:
26、
27、其中,sb為類間散布矩陣,μ為所有特征的均值;
28、步驟s202:計算總散布矩陣:
29、st=sw+sb
30、其中,st為總散布矩陣;
31、步驟s203:選擇前k個特征值最大的特征組成特征矩陣w:
32、w=[x1,x2,...,xk]
33、進而投影至新的低維空間:
34、z=xw
35、其中,z為投影降維后的矩陣w。
36、作為本發明的一種優選方式,在步驟s22中,所述方法包括以下步驟:
37、步驟s220:隨機初始化權重w1,w2,…,wn;
38、步驟s221:計算損失函數相對于每個權重的梯度:
39、
40、其中,是損失函數關于第i個權重的偏導數,表示損失函數隨該權重變化的變化率;l(w)為用來衡量模型預測與真實值之間差異的總損失函數,wi第i個權重,m是綜合特征數量,為第j個綜合特征的損失函數值,h(f(j)為模型對第j個綜合特征的預測值,y(j)為第j個綜合特征的真實標簽;
41、步驟s222:使用梯度更新權重,學習率η控制步長:
42、
43、其中,w'i是第i個更新后的權重;
44、步驟s223:重復步驟s220-步驟s222,直到損失函數收斂到最小值或達到預設迭代次數。
45、作為本發明的一種優選方式,在步驟s5中,所述方法包括以下步驟:
46、步驟s500:根據缺陷檢測模型輸出的缺陷檢測結果,判斷膠帶生產線生產的膠帶是否出現缺陷,若是,則根據所述缺陷檢測結果,將膠帶存在的缺陷進行分類,若否,則返回步驟s3,重新采集膠帶檢測圖像;
47、步驟s501:根據分類后的缺陷,判斷膠帶缺陷匹配分類的缺陷參數是否超過預設缺陷值,若是,則將膠帶生產線生產的預設尺寸膠帶段標記為缺陷膠帶段,并將缺陷膠帶段反饋給作業終端,若否,則將膠帶生產線生產的預設尺寸膠帶段標記為異常膠帶段,并將異常膠帶段反饋給作業終端。
48、作為本發明的一種優選方式,在部署所述缺陷檢測模型后,所述方法包括以下步驟:
49、步驟s300:根據連續采集的膠帶振動信號,進行振動信號處理;
50、步驟s301:根據經過處理后的振動信號,提取頻率、頻譜能量、帶寬特征,進而記錄超過預設振動閾值的時間區間;
51、步驟s302:根據超過預設振動閾值的時間區間,判斷所述時間區間內膠帶生產線生產的膠帶段是否存在缺陷,若是,則將膠帶段存在的缺陷進行分類,若否,則返回步驟s300,重新采集膠帶振動信號;
52、步驟s303:根據分類后的缺陷,判斷膠帶缺陷匹配分類的缺陷參數是否超過預設缺陷值,若是,則將所述時間區間內膠帶生產線生產的膠帶段標記為缺陷膠帶段,并將缺陷膠帶段反饋給作業終端,若否,則將所述時間區間內膠帶生產線生產的膠帶段標記為異常膠帶段,并將異常膠帶段反饋給作業終端。
53、作為本發明的一種優選方式,在部署所述缺陷檢測模型后,所述方法還包括以下步驟:
54、步驟s304:根據連續采集的膠帶熒光反應圖像,進行圖像預處理;
55、步驟s305:根據經過處理后的膠帶熒光反應圖像,提取熒光強度、面積、形狀特征,進而記錄存在異常反應的膠帶熒光反應圖像;
56、步驟s306:根據異常反應的膠帶熒光反應圖像,判斷與所述膠帶熒光反應圖像匹配的膠帶段是否存在缺陷,若是,則將膠帶段存在的缺陷進行分類,若否,則返回步驟s304,重新采集膠帶熒光反應圖像;
57、步驟s307:根據分類后的缺陷,判斷膠帶缺陷匹配分類的缺陷參數是否超過預設缺陷值,若是,則將與所述膠帶熒光反應圖像匹配的膠帶段標記為缺陷膠帶段,并將缺陷膠帶段反饋給作業終端,若否,則將與所述膠帶熒光反應圖像匹配的膠帶段標記為異常膠帶段,并將異常膠帶段反饋給作業終端。
58、本發明還涉及一種膠帶生產線中的智能缺陷檢測系統,包括:
59、數據處理模塊,用于根據經過數據預處理的歷史膠帶缺陷數據,生成數據集;還用于實時采集包含有多種傳感器數據的膠帶檢測數據,進而根據所述膠帶檢測數據,進行標準化處理;將經過標準化處理的膠帶檢測數據的多種傳感器數據按權重進行加權平均,生成綜合檢測數據,進而將綜合檢測數據輸入缺陷檢測模型;
60、模型訓練模塊,用于采用支持向量機機器學習方法對數據集進行訓練,生成缺陷檢測模型,所述訓練包括:提取數據集的歷史膠帶缺陷數據的預設特征組,預設特征組包含的多模態特征按權重進行加權平均生成綜合特征,通過優化方法調整權重進行損失函數的優化,進而生成缺陷檢測模型;
61、模型部署模塊,用于將缺陷檢測模型部署至膠帶生產線的控制系統;
62、缺陷檢測模塊,用于根據缺陷檢測模型輸出的缺陷檢測結果,判斷膠帶生產線生產膠帶的缺陷參數是否超過預設缺陷值,若是,則將膠帶生產線生產的預設尺寸膠帶段標記為缺陷膠帶段,并將缺陷膠帶段反饋給作業終端,若否,則重新連續采集膠帶檢測圖像。
63、本發明涉及膠帶生產線中智能缺陷檢測方法的有益效果:
64、1、通過結合多種傳感器的數據并將其進行標準化處理后輸入缺陷檢測模型,能夠全面覆蓋不同類型的缺陷特征,以此確保膠帶生產過程中各種潛在的缺陷都能被及時有效地檢測到。
65、2、在模型訓練過程中,對歷史數據進行特征提取,生成預設特征組,并通過梯度下降權重優化方法調整特征的權重,使得模型能夠更準確地反映出不同特征在缺陷檢測中的重要性,提高了模型的檢測性能。
66、3、通過連續采集和處理振動信號,提取頻率、頻譜能量和帶寬特征,并記錄超過預設振動閾值的時間區間;通過對熒光反應圖像進行預處理,提取熒光強度、面積和形狀特征,能夠快速識別異常反應圖像;由此,根據這些特征能夠及時識別到膠帶生產線中膠帶的缺陷。
- 還沒有人留言評論。精彩留言會獲得點贊!