一種板材切孔方法、系統及其切割裝置與流程
本發明涉及板材切孔,尤其是涉及一種板材切孔方法、系統及其切割裝置。
背景技術:
1、目前通過激光技術對金屬板材進行切孔加工,激光切割具有切割速度快、精度高、切割面光滑無毛刺、熱影響區小等優點。
2、現有技術中,在對板材進行切孔的過程中,通常將板材放入激光切割機進行切割的區域,將不同板材的規格以及所需切割的孔的規格輸入至相關的繪圖設備以形成需要進行切割所對應的圖像,控制激光切割機的激光切割頭以繪圖設備形成的圖像以及固定的激光功率進行移動切割。
3、針對上述中的相關技術,在實際對板材進行切孔的過程中,需要進行切割的板材存在不同的厚度,若存在厚度較薄的板材,則使用固定的激光功率會導致板材過快熔化影響切割效果,若存在較厚的板材,則使用固定的激光功率會導致板材不容易熔化影響切割效果,從而減少對板材進行切割的效率。
技術實現思路
1、為了提高激光切割板材的效率,本發明提供一種板材切孔方法、系統及其切割裝置。
2、第一方面,本發明提供一種板材切孔方法,采用如下的技術方案:
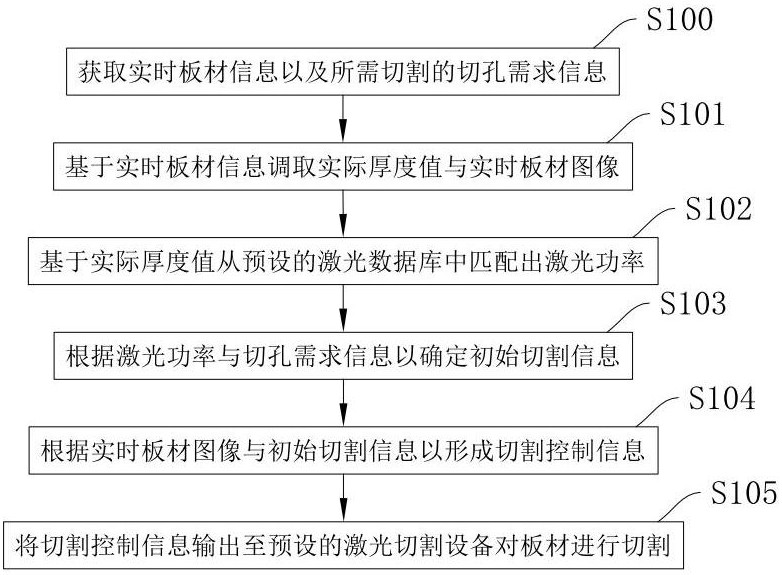
3、一種板材切孔方法,包括獲取實時板材信息以及所需切割的切孔需求信息;
4、基于實時板材信息調取實際厚度值與實時板材圖像;
5、基于實際厚度值從預設的激光數據庫中匹配出激光功率;
6、根據激光功率與切孔需求信息以確定初始切割信息;
7、根據實時板材圖像與初始切割信息以形成切割控制信息;
8、將切割控制信息輸出至預設的激光切割設備對板材進行切割。
9、通過采用上述技術方案,當板材需要進行切割時,通過需要切孔的信息以及板材的信息以確定激光切割設備所需產生激光的功率以及輸出至激光切割設備所對應的控制信息,再通過不同板材的圖像進行調整,從而減少不同板材規格所對應的厚度對激光切割設備產生切割效果的影響,進而提高激光切割板材的效率。
10、可選的,形成切割控制信息的具體步驟:
11、根據實時板材圖像以確定不同實際彎曲位置所對應的實際彎曲弧度;
12、判斷實際彎曲位置所對應的實際彎曲弧度是否大于預設的基準弧度;
13、若不大于,則直接將初始切割信息作為切割控制信息;
14、若大于,則基于實時板材信息調取實時板材規格;
15、判斷實時板材規格是否大于預設的基準板材規格;
16、若實時板材規格不大于基準板材規格,則計算實際彎曲弧度與基準弧度之差并作為弧度偏差值;
17、基于弧度偏差值從預設的壓力數據庫中匹配出壓平強度值,并將壓平強度值與偏差位置以形成壓平控制信息;
18、基于壓平控制信息輸出至預設的壓力矯直裝置對板材進行壓平,并繼續輸出初始切割信息;
19、若實時板材規格大于基準板材規格,則基于實際彎曲弧度以確定改變切割信息,并將改變切割信息作為切割控制信息。
20、通過采用上述技術方案,當板材存在彎曲情況時,會導致進行激光切割后的板材所對應的形狀與所需的形狀產生誤差,則對板材存在彎曲情況的位置確定所對應的弧度,并依據板材的規格對板材進行壓平,通過改變板材的彎曲情況,從而減少板材彎曲情況對切割效果產生影響,進而提高激光切割板材的效率。
21、可選的,改變切割信息的確定方法包括:
22、基于切孔需求信息調取所對應位置的切孔面積;
23、根據實時板材圖像以確定實際彎曲弧度大于基準弧度所對應位置的偏差面積;
24、判斷切孔面積是否位于偏差面積內;
25、若不位于,則直接將初始切割信息作為改變切割信息;
26、若位于,則根據弧度偏差值與切孔需求信息以確定水平切孔信息;
27、根據實時板材信息與弧度偏差值以確定切孔面積所對應的垂直厚度值;
28、基于垂直厚度值從激光數據庫中匹配出激光調整功率;
29、基于水平切孔信息與激光調整功率以形成改變切割信息。
30、通過采用上述技術方案,當板材出現彎曲情況時,依據彎曲情況所存在的位置對所需切割的位置進行調整,從而減少板材彎曲情況對所需切割的形狀的對應參數產生影響,進而提高激光切割板材的效率。
31、可選的,還包括位于將切割控制信息輸出至預設的激光切割設備對板材進行切割之前的具體步驟:
32、基于實時板材圖像判斷板材上是否存在會干擾板材切割的附著物;
33、若不存在,則繼續輸出切割控制信息至激光切割設備;
34、若存在,則基于實時板材信息以確定附著物類型與附著物位置;
35、判斷附著物類型是否能夠直接拿取;
36、若為是,則直接對附著物進行拿取并重新獲取實時板材信息;
37、若為否,則將板材運輸至預設的打磨裝置;
38、基于實時板材信息以確定附著物參數;
39、基于附著物參數從預設的磨削數據庫中匹配出打磨功率與打磨時間;
40、基于打磨功率、打磨時間以及附著物位置控制打磨裝置對板材進行打磨;
41、基于處理后的板材重新獲取實時板材信息。
42、通過采用上述技術方案,當板材上存在附著物時,依據附著物的類型對附著物進行拿取或打磨等處理,從而減少附著物對板材厚度的檢測產生誤差等影響,進而提高激光切割板材的效率。
43、可選的,還包括位于將板材運輸至預設的打磨裝置之前的具體步驟:
44、基于切孔需求信息調取切孔位置;
45、當且僅當附著物位置位于切割面積內時,判斷切孔面積在實時板材圖像上是否存在剩余面積;
46、若不存在,則繼續將板材運輸至預設的打磨裝置;
47、若存在,則根據實時板材圖像以確定附著物中心位置與附著物的最小水平半徑;
48、根據附著物中心位置與切割位置以確定最小的水平相距位置;
49、根據附著物中心位置與水平相距位置以確定水平移動長度;
50、計算水平移動長度與最小水平半徑之和并作為水平調整距離;
51、根據水平調整距離控制切割位置進行移動,并繼續獲取實時板材信息。
52、通過采用上述技術方案,當附著物的位置位于切割后所需形狀的面積上時,則需要對附著物進行打磨處理,從而減少對切割后的形狀產生誤差等影響,當附著物的位置位于所需切割后的形狀上時,依據板材的規格大小對切孔需求信息所對應的位置進行調整,從而能夠減少對附著物進行處理的操作,提高激光切割板材的效率。
53、可選的,還包括位于繼續獲取實時板材信息之后的具體步驟:
54、獲取板材材質信息;
55、基于切孔需求信息調取切孔數量;
56、判斷切孔數量是否大于預設的基準數量;
57、若不大于,則基于激光調整功率與板材材質信息以確定切割溫度與切割時間;
58、根據切割溫度以確定冷卻時間;
59、根據切孔需求信息與冷卻時間對切割控制信息進行調整以形成新的切割控制信息;
60、若大于,則根據切孔數量、冷卻時間、切割時間以及切割溫度對切割控制信息進行調整以形成新的切割控制信息。
61、通過采用上述技術方案,通過切割的位置所對應的數量對激光切割的順序進行調整,并依據激光切割板材所對應材質產生的溫度進行冷卻所需的時間確定切割順序并輸出,從而能夠在對板材進行切割的過程中,減少切割所對應數量對切割過程的安全性產生替換或重新切割等影響,進而提高激光切割板材的效率。
62、可選的,根據切孔數量、冷卻時間、切割時間以及切割溫度對切割控制信息進行調整以形成新的切割控制信息的具體步驟:
63、計算冷卻時間與切割時間之商并作為冷卻切孔數量;
64、基于切割溫度從預設的切割數據庫中匹配出間隔距離;
65、根據間隔距離與切孔需求信息以確定最大間隔數量;
66、根據切孔需求信息選取初始切孔位置以及其次切孔位置;
67、根據切孔數量與切孔位置以確定切割行數;
68、基于在冷卻時間內以最大間隔數量進行間隔并以冷卻切孔數量由初始切孔位置進行切割;
69、當激光切割設備切割的時間達到冷卻時間時,則繼續控制激光切割設備以其次切孔位置進行切割作為間隔移動信息;
70、根據間隔移動信息與切割行數以形成切割移動信息。
71、通過采用上述技術方案,通過依據板材所對應材質的溫度以及需要冷卻的時間以確定在保證安全的情況下切割需要間隔的數量,并選取出安全的情況下所對應切割的位置,從而能夠在切割所對應的孔的數量時,進而提高激光切割板材的效率。
72、可選的,還包括位于由初始切孔位置進行切割之后的具體步驟:
73、基于實時板材信息調取切割后的切割板材規格;
74、根據切割后的板材運輸至預設的壓力矯直裝置以壓平強度值進行壓平處理以確定調整板材規格;
75、根據切孔需求信息以確定基準切割規格;
76、判斷調整板材規格是否與基準切割規格一致;
77、若一致,則繼續輸出切割控制信息對板材進行切割;
78、若不一致,則計算調整板材規格與基準切割規格所對應參數之差并作為矢量偏差值;
79、判斷矢量偏差值是否為正值;
80、若不為正,則將切割后的板材運輸至預設的廢料區;
81、若為正,則基于基準切割規格對切割后的板材進行精加工;
82、根據矢量偏差值、矢量偏差值的相對方向以及基準產品規格對激光切割設備進行調整。
83、通過采用上述技術方案,通過從板材上切割下的產品的規格與所需切割的規格進行對比,并通過對比結果對激光切割設備進行調整,從而減少后續切割需要進行精加工操作并直接得出所需切割后的板材,進而提高激光切割板材的效率。
84、第二方面,本技術提供一種板材切孔系統,采用如下的技術方案:
85、一種板材切孔系統,包括獲取模塊,用于獲取實時板材信息、切孔需求信息以及板材材質信息;
86、存儲器,用于存儲如上述中任一種所述的一種板材切孔方法的程序;
87、處理器,存儲器中的程序能夠被處理器加載執行且實現如上述中任一種所述的一種板材切孔方法。
88、第三方面,本技術提供一種切割裝置,采用如下的技術方案:
89、一種切割裝置,包括存儲器和處理器,存儲器上存儲有能夠被處理器加載并執行如上述中任一種所述的一種板材切孔方法的計算機程序。
90、綜上所述,本技術包括以下至少一種有益技術效果:
91、1.當板材需要進行切割時,通過需要切孔的信息以及板材的信息以確定激光切割設備所需產生激光的功率以及輸出至激光切割設備所對應的控制信息,再通過不同板材的圖像進行調整,從而減少不同板材規格所對應的厚度對激光切割設備產生切割效果的影響,進而提高激光切割板材的效率;
92、2.當板材出現彎曲情況時,依據彎曲情況所存在的位置對所需切割的位置進行調整,從而減少板材彎曲情況對所需切割的形狀的對應參數產生影響,進而提高激光切割板材的效率;
93、3.通過依據板材所對應材質的溫度以及需要冷卻的時間以確定在保證安全的情況下切割需要間隔的數量,并選取出安全的情況下所對應切割的位置,從而能夠在切割所對應的孔的數量時,進而提高激光切割板材的效率。
- 還沒有人留言評論。精彩留言會獲得點贊!