一種靜壓主軸單元端面跳動測量裝備及測量方法與流程
本發明涉及靜壓主軸單元,具體為一種靜壓主軸單元端面跳動測量裝備及測量方法。
背景技術:
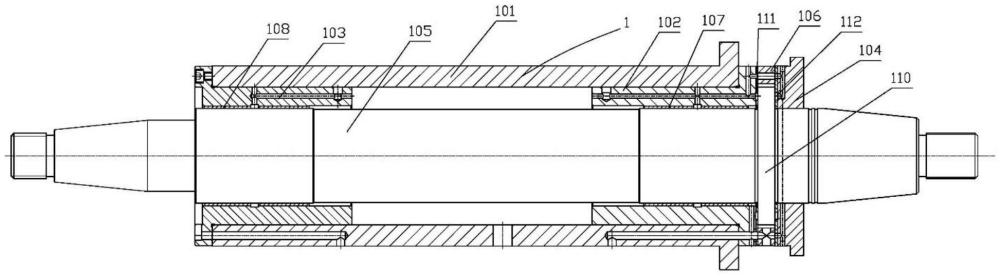
1、靜壓主軸單元是應用液體靜壓軸承作為支撐的主軸單元。靜壓主軸單元一般由靜壓前軸承和靜壓后軸承形成徑向支承,由端面軸承形成止推軸承。根據端面軸承設置位置的不同,靜壓主軸單元大致可分為兩種結構。第一種靜壓主軸單元結構是在靜壓前軸承或靜壓后軸承的兩側端面上開設靜壓環形油腔,再利用主軸軸肩和套設在主軸上的止推環從開設靜壓環形油腔所在的軸承兩側抵靠后由兩側的靜壓環形油腔形成端面軸承,端面軸承油膜厚度的調整是從靜壓主軸單元體殼內部沿主軸軸心線移動止推環的位置而實現的。第二種靜壓主軸單元結構是在靜壓前軸承和靜壓后軸承中選定一個軸承,在該軸承外側端面設置第一環形靜壓油腔,再設置一軸承蓋零件,在軸承蓋的一端面上開設第二環形靜壓油腔,利用主軸上設置的軸環,將第一環形靜壓油腔和第二環形靜壓油腔安裝在軸環的兩側形成端面軸承的止推結構,這類靜壓主軸單元結構的靜壓前軸承、靜壓后軸承和體殼可裝配成一個組件,如附圖1所示。圖中體殼101、靜壓前軸承102和靜壓后軸承103可裝配成組件,主軸105上設置軸環110,靜壓前軸承102和軸承蓋104上分別設置第一壓環形靜壓油腔111和第二環形靜壓油腔112,第一壓環形靜壓油腔111和第二環形靜壓油腔112相對于軸環110的兩側設置,第一壓環形靜壓油腔111和第二環形靜壓油腔112之間的距離由軸環110外套設的隔圈106厚度進行調整,此時靜壓前軸承102和軸承蓋104形成端面軸承,靜壓前軸承102和靜壓后軸承103的前軸承靜壓作用柱面107和后軸承靜壓作用柱面108形成徑向軸承。
2、按jb/t?11767—2014《液體靜壓、動靜壓軸承主軸單元》標準,靜壓主軸單元的精度等級分為五級:普通級(hp4)、精密級(hp3)、高精度級(hp2)、超精密級(hp1)和超高精密級(hp0)。精度等級越高,裝配過程中對各零件的加工精度要求也越高,對測量工具也提出了相應的要求。第一種靜壓主軸單元結構,需要從主軸單元體殼內部沿主軸軸心線移動止推環來調整油膜厚度,當發現主軸單元裝配精度是由開設兩個端面靜壓環形油腔的靜壓軸承引起的,一般是需要從體殼上拆掉該軸承,調整其加工精度,由于該軸承與體殼需再次安裝定位,其裝配精度受到影響;如果要達到超精密級(hp1)或超高精密級(hp0),就需要軸承、體殼以及止推環等零件的加工精度定得特別高,顯然不利于靜壓主軸單元制造成本的降低。第二種靜壓主軸單元結構的軸承蓋為單獨的零件,其加工精度容易保證,裝配精度提升的方法較多,剩下的問題是如何提高由靜壓前軸承、靜壓后軸承和體殼裝配形成的組件精度;靜壓前軸承、靜壓后軸承和體殼各自加工完成后裝配成組件,靜壓前軸承和靜壓后軸承形成的內孔可采用研磨的方法提高兩軸承內孔的同軸度,此時靜壓主軸單元軸承組件的精度提高就需要提高開設端面靜壓環形油腔的軸承端面的平面度和與之臨近的軸承孔的垂直度,此時就需要對開設端面靜壓環形油腔的軸承端面表面的跳動誤差進行測量,以便于采用刮削、研磨等方法來減小平面度和垂直度誤差,最終提高整個靜壓主軸單元的裝配精度。
3、為了提高第二種靜壓主軸單元的工作精度,有必要針對其結構在裝配過程中提供一種測量由靜壓前軸承、靜壓后軸承和體殼裝配成組件的測量儀器,并應用該測量儀器減小軸承端面的平面度和垂直度誤差。
技術實現思路
1、本發明的目的是針對現有技術存在的空缺,提供了一種靜壓主軸單元端面跳動測量裝備及測量方法,根據全跳動誤差的大小和位置,通過刮削或研磨的方法,減小端面軸承靜壓作用面的全跳動誤差,最終提高靜壓主軸單元的裝配精度。
2、為達上述目的,本發明提供了一種靜壓主軸單元端面跳動測量裝備,包括定心裝置、測量裝置和支撐裝置,所述支撐裝置設置于靜壓主軸單元的下部,所述定心裝置安裝在所述支撐裝置頂端,且與所述靜壓主軸單元內側設置的軸承組件內孔活動連接,用于在徑向對靜壓主軸單元的軸承組件形成圓周定位;所述測量裝置轉動連接在定心裝置的頂端,用于實現對靜壓主軸單元的軸承組件的端面軸承靜壓作用面進行跳動誤差的測量。
3、進一步地,所述定心裝置包括:定心軸桿、第一薄壁套筒和第二薄壁套筒,所述第一薄壁套筒和第二薄壁套筒分別套設在定心軸桿的下端和上端;所述定心軸桿和第一薄壁套筒之間設有第一液性塑料通道,所述定心軸桿和第二薄壁套筒之間設有第二液性塑料通道;所述定心軸桿下端面開設通向第一液性塑料通道的第一液性塑料輸入通道和第一液性塑料輸出通道,所述第一液性塑料輸入通道內從外向內放置第一加壓螺釘和第一滑柱,所述第一液性塑料輸出通道口上設有第一螺塞;所述定心軸桿上端面開設通向第二液性塑料通道的第二液性塑料輸入通道和第二液性塑料輸出通道,所述第二液性塑料輸入通道內從外向內放置第二加壓螺釘和第二滑柱,所述第二液性塑料輸出通道口上設有第二螺塞;所述第一薄壁套筒和定心軸桿之間的第一液性塑料通道內裝有液性塑料;所述第二薄壁套筒和定心軸桿之間的第二液性塑料通道內裝有液性塑料。
4、進一步地,所述第一加壓螺釘的下方和第二加壓螺釘的上方均設置有把手。
5、進一步地,所述測量裝置包括:復合軸承、第一隔套、回轉支架、第二隔套、鎖緊螺母、軸承套、壓蓋和位移傳感器測量機構,所述定心軸桿上端設置一軸肩,所述第一隔套、復合軸承的內圈、第二隔套從下往上依次套設在定心軸桿上,最上端通過鎖緊螺母向下鎖緊而實現第一隔套下端面抵靠在定心軸桿的軸肩端面上;所述復合軸承外圈外套設回轉支架,所述回轉支架上方依次安裝軸承套和壓蓋,所述壓蓋和回轉支架通過螺釘連接,實現對復合軸承的軸向定位;所述回轉支架外側壁安裝有位移傳感器測量機構,所述位移傳感器測量機構內設有位移傳感器。
6、進一步地,所述位移傳感器測量機構包括導軌橫梁、上板、下板、第一上軸承支承組件、第二上軸承支承組件、垂直方向第一軸承支承組件、垂直方向第二軸承支承組件、垂直方向第三軸承支承組件、垂直方向第四軸承支承組件、第一下軸承支承組件和第二下軸承支承組件;所述導軌橫梁設置在回轉支架的外側,其導軌方向與復合軸承的回轉中心線o-o垂直;所述上板一內一外安裝第一上軸承支承組件和第二上軸承支承組件;所述下板一內一外安裝第一下軸承支承組件和第二下軸承支承組件;所述下板一側設有傳感器支架;所述導軌橫梁兩側一內一外分別設置垂直方向第二軸承支承組件、垂直方向第三軸承支承組件和垂直方向第一軸承支承組件、垂直方向第四軸承支承組件;所述垂直方向第一軸承支承組件、垂直方向第二軸承支承組件、垂直方向第三軸承支承組件和垂直方向第四軸承支承組件兩端分別與上板、下板可拆連接,內部均設有彈簧。
7、進一步地,所述測量裝置還包括蝸輪、蝸桿、箱座和電機,所述蝸輪設置在回轉支架上方的軸承套和壓蓋之間,所述箱座安裝在靜壓主軸單元的體殼的上端面,所述蝸桿采用滾動軸承支承在箱座的側壁孔中,所述蝸桿的一端外設電機并與電機的輸出軸固連,且蝸桿與蝸輪嚙合。
8、進一步地,位移傳感器測量機構還包括夾緊機構和定位裝置,所述上板一側設有兩個定位裝置,所述上板另一側設有夾緊機構。
9、進一步地,所述支撐裝置包括軸桿支撐座和體殼支撐座,軸桿支撐座安裝在體殼支撐座上;軸桿支撐座設置在定心軸桿下方,體殼支撐座設置在靜壓主軸單元的體殼的下方。
10、一種靜壓主軸單元端面跳動測量方法,包括如下步驟:
11、s1:靜壓主軸單元的靜壓前軸承、靜壓后軸承和體殼裝配成組件;
12、s2:通過研磨棒研磨步驟s1中靜壓前軸承的前軸承靜壓作用柱面和靜壓后軸承的后軸承靜壓作用柱面,提高前軸承靜壓作用柱面、后軸承靜壓作用柱面兩孔的同軸度;
13、s3:將步驟s2完成的組件沿鉛垂方向放置,使得靜壓前軸承的端面軸承靜壓作用面朝上,在體殼的下方放置支撐裝置,并調整支撐裝置使得組件放置平穩;
14、s4:將端面跳動測量裝備的定心裝置從上往下放入靜壓主軸單元的靜壓前軸承和靜壓后軸承,并在定心裝置的下端調整支撐裝置的軸桿支撐座,形成定心裝置的穩定支撐;
15、s5:分別旋轉定心裝置的第一加壓螺釘和第二加壓螺釘,使得第一液性塑料通道和第二液性塑料通道內的液性塑料迫使第一薄壁套筒和第二薄壁套筒徑向膨脹而分別抵靠在后軸承靜壓作用柱面和前軸承靜壓作用柱面上,使得定心裝置與靜壓前軸承和靜壓后軸承形成固定連接,從而實現對靜壓前軸承和靜壓后軸承的徑向圓周定位;
16、s6:安裝測量裝置,并調整位移傳感器與端面軸承靜壓作用面的距離,使得位移傳感器能夠感測出位移傳感器與端面軸承靜壓作用面的距離信號;
17、s7:手動盤動測量裝置的回轉支架,使得導軌橫梁繞復合軸承回轉中心線o-o回轉,記錄回轉支架每轉下的位移傳感器測得的位移信號;
18、s8:改變測量裝置位移傳感器測量機構上板所在導軌運動機構在導軌橫梁上相對于復合軸承的徑向位置,按步驟s7記錄位移傳感器的位移信號;多次循環后完成測量,從靜壓主軸單元中取出端面跳動測量裝備;
19、s9:利用數據分析系統處理步驟s7和s8測量的位移信號,獲取端面軸承靜壓作用面的端面全跳動誤差;
20、s10:根據步驟s9的端面軸承靜壓作用面端面全跳動誤差,通過刮削或研磨的方法,減小全跳動誤差;
21、s11:再次按步驟s7~s9測量端面軸承靜壓作用面的端面全跳動誤差,如果端面全跳動誤差不滿足裝配精度要求,實施步驟s10,直至滿足精度要求為止。
22、進一步地,步驟s7替換為:s7’:通過電機驅動,在蝸輪和蝸桿的傳動作用下,回轉支架回轉,使得導軌橫梁繞復合軸承回轉中心線o-o回轉,記錄回轉支架每轉下的位移傳感器測得的位移信號。
23、本發明的有益效果在于:
24、本發明通過擠壓定心裝置定心軸桿內的液性塑料,使得定心軸桿外套設的第一薄壁套筒和第二薄壁套筒徑向膨脹,第一薄壁套筒和第二薄壁套筒徑向脹大后而與靜壓后軸承和靜壓前軸承的徑向靜壓軸承作用面抵靠,液性塑料在一定的壓強作用下第一薄壁套筒和第二薄壁套筒與靜壓后軸承和靜壓前軸承固連,在徑向對靜壓主軸單元軸承組件形成圓周定位;再利用測量裝置中復合軸承外設的回轉支架,由回轉支架的回轉而帶動導軌橫梁上的位移傳感器測量機構回轉,利用位移傳感器測量機構內設的位移傳感器而測得端面軸承靜壓作用面的跳動誤差。在裝配過程中,根據測量得到的全跳動誤差數據,找出其誤差較大的位置,通過刮削或研磨的方法,就可減小端面軸承靜壓作用面全跳動誤差大小,使得靜壓主軸單元軸承組件的精度得到提高,最終提高整個靜壓主軸單元的裝配精度而提高靜壓主軸單元的工作精度。
- 還沒有人留言評論。精彩留言會獲得點贊!