復合材料用的復合強度檢測裝置及其檢測方法與流程
本發明涉及復合材料的檢測領域,特別是涉及一種復合材料用的復合強度檢測裝置及其檢測方法。
背景技術:
1、復合材料是由兩種或兩種以上不同性質的材料,通過物理或化學的方法,在宏觀或微觀上組成具有新性能的材料。各種材料在性能上互相取長補短,產生協同效應,使復合材料的綜合性能優于原材料而滿足各種不同的要求。
2、復合材料的接觸面的復合強度會受到諸多因素影響,所以在復合材料的生產過程中,需要對復合材料的復合強度進行檢測。目前,現有技術是人工隨意上下扭曲復合材料以剝離復合材料,通過剝離面來觀察復合材料的復合強度。但是,該處理方式的隨意性較大,剝離效果因人而異,無法準確地反饋出復合材料的復合強度。并且,該處理方式的效率也較低,材料浪費也較大。
技術實現思路
1、基于此,本發明的目的在于,提供一種復合材料用的復合強度檢測裝置及其檢測方法,該檢測裝置既能統一剝離手法,保證剝離效果,還能提高效率,節省材料。
2、本發明提供一種復合材料用的復合強度檢測裝置,復合材料包括至少兩層不同性質的材料,所述檢測裝置包括:沖切裝置,所述沖切裝置包括沖切基體、切刀,所述沖切基體具有容納復合材料的第一容納槽,所述切刀滑動設置在所述沖切基體上,所述切刀在復合材料的正面切出一個切口,所述切口包括至少一層材料的斷面的一部分;剝離裝置,所述剝離裝置包括剝離基體,所述剝離基體具有容納復合材料的第二容納槽,所述第二容納槽的下方設置有第一剝離部,所述第二容納槽的上方設置有第二剝離部,所述第一剝離部相抵于復合材料的背面以初步撐開所述切口且復合材料在所述切口處形成第一角度,所述第二剝離部相抵于復合材料的背面以再次撐開所述切口且復合材料在所述切口處形成第二角度,第一角度大于第二角度,在第二角度形成后,所述切口包括至少一層材料的全部斷面。
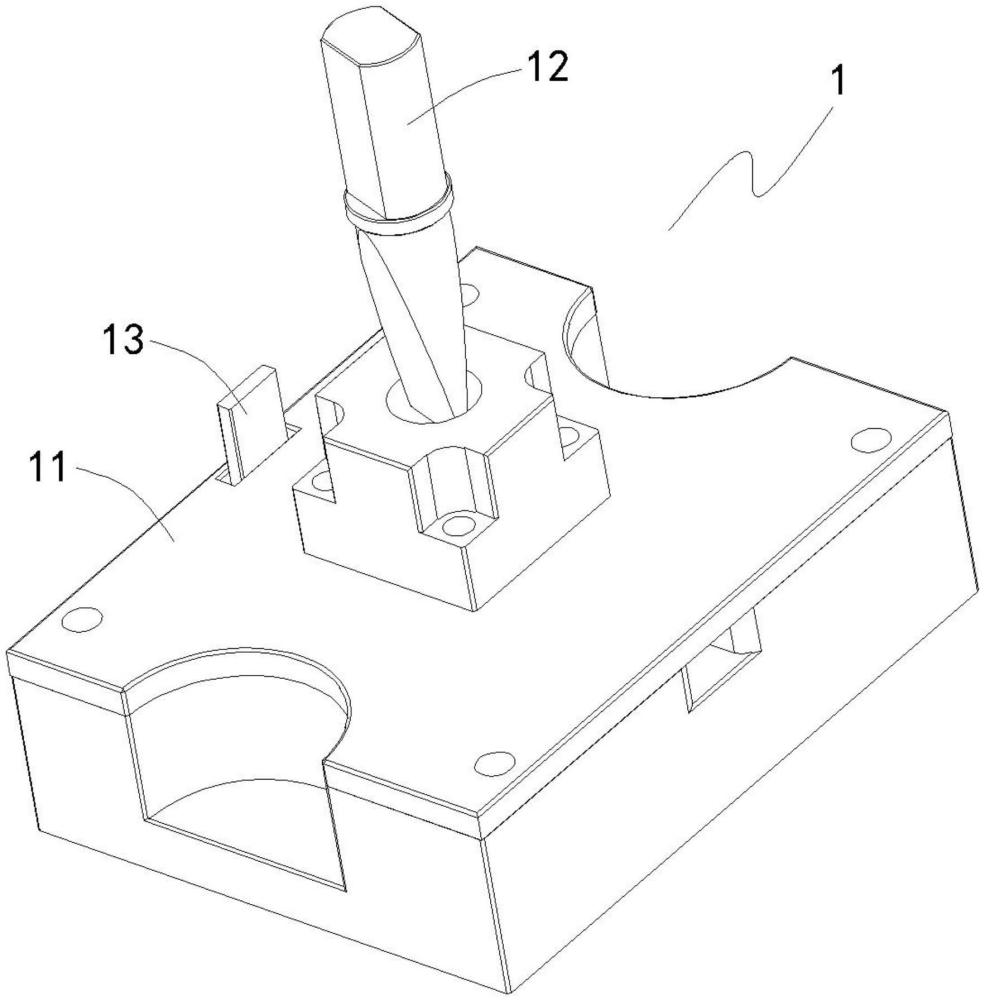
3、進一步地,所述沖切裝置還包括限位螺桿,所述限位螺桿與所述沖切基體螺紋連接,所述限位螺桿從所述第一容納槽伸出,且所述限位螺桿的端部相抵于復合材料以將復合材料固定在所述第一容納槽中。
4、進一步地,所述第一容納槽具有支撐復合材料的第一支撐面以及分別位于所述第一支撐面左右兩側的第一側面、第二側面,所述限位螺桿從所述第二側面伸入所述第一容納槽中,且所述限位螺桿與所述第一側面共同夾緊復合材料。
5、進一步地,所述沖切裝置還包括沖切限位塊,所述沖切限位塊滑動設置在所述沖切基體中且可伸入所述第一容納槽,所述沖切限位塊位于復合材料在所述第一容納槽內的移動軌跡中。
6、進一步地,所述沖切基體包括沖切底座、蓋板,所述沖切底座的頂面設置有開口向上的所述第一容納槽,所述蓋板設置在所述沖切底座的頂面且覆蓋住所述第一容納槽的開口;所述沖切基體還包括導向座,所述導向座設置在所述蓋板上,所述導向座設置有導向孔,所述導向孔豎直向下延伸,且所述導向孔與所述第一容納槽相連通,所述切刀在所述導向孔內上下滑動;所述沖切裝置還包括沖切限位塊,所述蓋板設置有沖切限位通孔,所述沖切限位通孔豎直向下延伸,且所述沖切限位通孔與所述第一容納槽相連通,所述沖切限位塊在所述沖切限位通孔內上下滑動;所述沖切底座設置有第一插槽,所述第一插槽位于所述第一容納槽中,所述第一插槽與所述沖切限位孔相對應,所述沖切限位塊通過所述沖切限位通孔過后插入所述第一插槽中;所述沖切裝置還包括限位螺桿,所述限位螺桿與所述沖切底座螺紋連接,所述第一容納槽具有支撐復合材料的第一支撐面以及分別位于所述第一支撐面左右兩側的第一側面、第二側面,所述限位螺桿從所述第二側面伸入所述第一容納槽中,且所述限位螺桿與所述第一側面共同夾緊復合材料;所述切刀的刀口寬度為0.5mm。
7、進一步地,所述第一剝離部為圓弧狀,所述第二剝離部為圓弧狀,所述第一剝離部的圓弧角度小于所述第二剝離部的圓弧角度。
8、進一步地,所述第一剝離部的圓弧角度為90度,所述第二剝離部的圓弧角度為180度。
9、進一步地,所述第一剝離部設置在所述第二容納槽的入口處;所述剝離裝置還包括剝離角度下限位塊,所述剝離角度下限位塊設置在所述剝離基體的側面,所述剝離角度下限位塊與所述第一剝離部位于所述剝離基體的同一側,且所述剝離角度下限位塊位于所述第一剝離部的下方,當復合材料在所述切口處形成第一角度時,復合材料與所述剝離角度下限位塊相抵;所述剝離基體與所述剝離角度下限位塊螺栓連接,所述剝離基體的側面設置有第一連接孔,所述剝離角度下限位塊設置有第一滑槽,螺栓穿過所述第一滑槽后與所述第一連接孔螺紋連接,螺栓在所述第一滑槽內滑移。
10、進一步地,所述第二容納槽設置在所述剝離基體的頂面,所述第二容納槽開口向上,且所述第二容納槽的端部在所述剝離基體的側面敞開以形成供復合材料進出的入口;所述剝離裝置還包括剝離角度上限位塊,所述剝離角度上限位塊設置在所述剝離基體的頂面,所述剝離角度上限位塊覆蓋住所述第二容納槽的開口的部分;所述第二剝離部設置在所述剝離角度上限位塊靠近所述第二容納槽入口的一側;所述剝離裝置還包括剝離限位塊,所述剝離限位塊位于復合材料在所述第二容納槽內的移動軌跡中;所述剝離角度上限位塊具有剝離限位通孔,所述剝離限位塊在所述剝離限位通孔內前后移動;所述剝離角度上限位塊與所述剝離限位塊螺栓連接,所述剝離角度上限位塊的頂面設置有第二連接孔,所述剝離限位塊設置有第二滑槽,螺栓穿過所述第二滑槽后與所述第二連接孔螺紋連接,螺栓在所述第二滑槽內滑移;復合材料為長條狀,復合材料的寬度小于或等于12.5mm;所述第二剝離部的半徑是所述第一剝離部的半徑的兩倍。
11、另外,本發明還提供一種復合材料的復合強度檢測方法,所述檢測方法采用上述的復合材料用的復合強度檢測裝置,所述檢測方法包括:將復合材料伸入所述第一容納槽中,直至復合材料的端部抵觸到所述沖切限位塊,以確定復合材料的沖切長度;所述第一支撐面相抵于復合材料的底面,驅動所述限位螺桿旋轉,所述限位螺桿從所述第二側面伸入所述第一容納槽中,所述限位螺桿與所述第一側面共同夾緊復合材料;所述切刀在復合材料的頂面切出一個切口,所述切口包括至少一層材料的斷面的一部分;將切割后的復合材料伸入所述第二容納槽中,直至復合材料的端部抵觸到所述剝離限位塊后,所述切口位于所述第一剝離部的上方;向下扳動復合材料,直至復合材料相抵于所述剝離角度下限位塊,在這個過程中,所述第一剝離部相抵于復合材料的背面,所述第一剝離部初步撐開所述切口;抽出并翻轉復合材料,重新將復合材料伸入所述第二容納槽中,直至復合材料的端部抵觸到所述剝離限位塊后,所述切口位于所述第二剝離部的下方;向上扳動復合材料,在這個過程中,所述第二剝離部相抵于復合材料的背面,所述第二剝離部再次撐開所述切口;通過所述切口觀察復合材料的復合情況。
12、相對于現有技術,本發明提供的檢測裝置及其檢測方法統一了材料的沖切深度和長度及剝離角度,既能統一剝離手法,基本保證了檢測過程的一致性,保證剝離效果,能反映材料復合強度的實際情況。另外,采用該檢測裝置還可以提高效率,節省材料。
13、為了更好地理解和實施,下面結合附圖詳細說明本發明。
- 還沒有人留言評論。精彩留言會獲得點贊!