用于金屬3D打印設備的保壓測試方法、系統及終端與流程
本技術涉及保壓測試,特別是涉及一種用于金屬3d打印設備的保壓測試方法、系統及終端。
背景技術:
1、金屬3d打印是一種精密加工技術,對材料性能和成品質量要求極高。而保壓測試可以對金屬3d打印設備的性能進行驗證和監測,并保證金屬3d打印設備在低氧環境中完成3d打印工作。因此,保壓測試對打印設備至關重要。
2、保壓測試是一種常用的檢測產品氣密性的方法,其基本原理是在產品充氣后,切斷氣源,觀察一段時間內壓力是否下降,以判斷產品是否有漏氣現象。
3、現有傳統的保壓測試方法主要有將待測產品置于保壓測試裝置的測試平臺上,將保壓測試裝置與待測產品進行連接,從而開始進行保壓測試。
4、但是,對于大型的金屬3d打印設備,采用傳統的保壓測試方法及裝置則無法對其進行保壓測試,并且無法針對金屬3d打印設備內部的某一或多個功能組件進行測試,從而很難實現對金屬3d打印設備以及打印過程的監測,無法確保金屬3d打印的低氧環境。
技術實現思路
1、鑒于以上所述現有技術的缺點,本技術的目的在于提供一種用于金屬3d打印設備的保壓測試方法、系統及終端,用于解決現有保壓測試方法無法實現對大型金屬3d打印設備及其內部各功能組件進行保壓測試的問題。
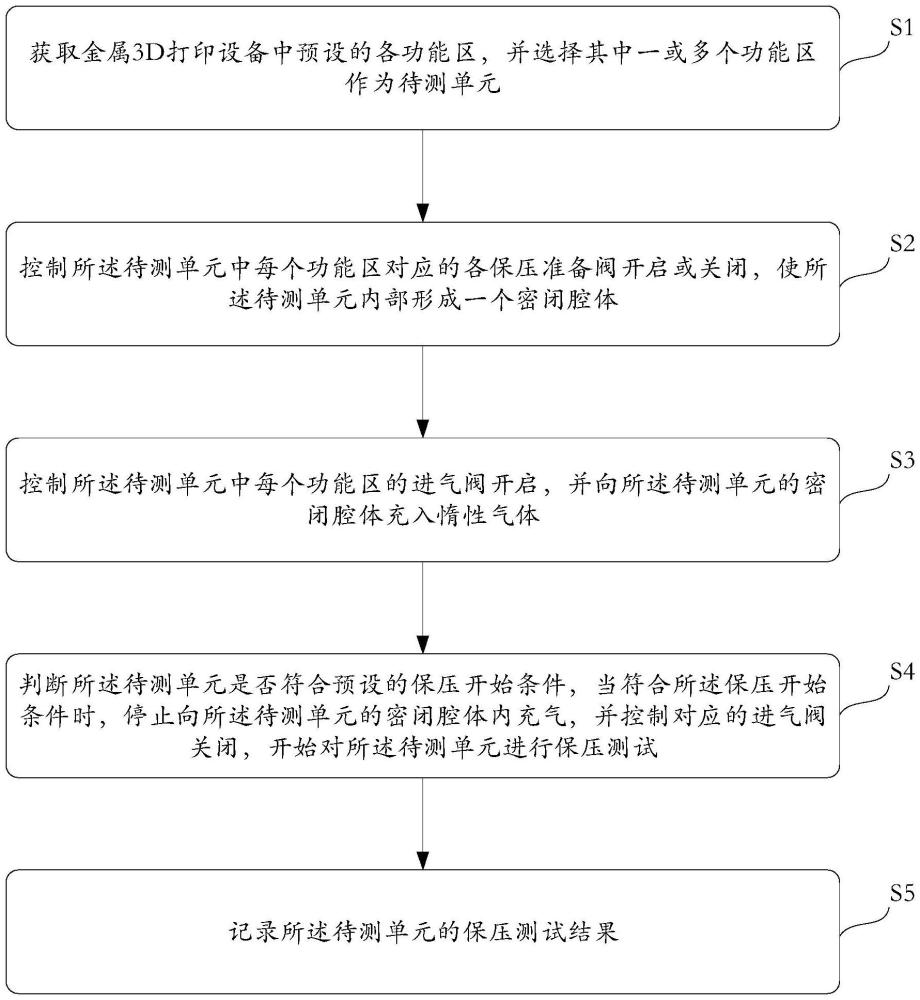
2、為實現上述目的及其他相關目的,本技術的第一方面提供一種用于金屬3d打印設備的保壓測試方法,所述用于金屬3d打印設備的保壓測試方法包括:獲取金屬3d打印設備中預設的各功能區,并選擇其中一或多個功能區作為待測單元;其中,每個功能區包括一個進氣閥;每個功能區內部的各功能組件通過管道相互連接;每個功能區之間也通過管道相互連接;且每個管道上設置有一或多個保壓準備閥;控制所述待測單元中每個功能區對應的各保壓準備閥開啟或關閉,使所述待測單元內部形成一個密閉腔體;控制所述待測單元中每個功能區的進氣閥開啟,并向所述待測單元的密閉腔體充入惰性氣體;判斷所述待測單元是否符合預設的保壓開始條件,當符合所述保壓開始條件時,停止向所述待測單元的密閉腔體內充氣,并控制對應的進氣閥關閉,開始對所述待測單元進行保壓測試;記錄所述待測單元的保壓測試結果。
3、于本技術的第一方面的一些實施例中,控制所述待測單元中每個功能區對應的各保壓準備閥開啟或關閉的方式包括:控制所述待測單元中每個功能區內部的各功能組件之間連接的管道上的各保壓準備閥開啟,并控制所述待測單元中每個功能區之間連接的管道上的各保壓準備閥開啟,控制所述待測單元的各功能區與其他功能區連接的管道上的各保壓準備閥關閉。
4、于本技術的第一方面的一些實施例中,控制所述待測單元中每個功能區的進氣閥開啟,并向各待測單元的密閉腔體充入惰性氣體的方式包括:通過向所述待測單元中每個功能區的進氣閥發送預設頻率的脈沖信號,控制各進氣閥快速開啟和關閉,以控制向所述待測單元的密閉腔體充入惰性氣體的速度。
5、于本技術的第一方面的一些實施例中,控制向所述待測單元的密閉腔體充入惰性氣體的速度的方式包括:控制發送至所述待測單元中每個功能區的進氣閥的脈沖信號頻率,將惰性氣體以第一速度快速充入所述待測單元的密閉腔體內;實時監測所述待測單元的密閉腔體內氣體的氣壓值,當所述氣壓值達到預設的快充目標值時,調整發送至各進氣閥的脈沖信號頻率,將惰性氣體以第二速度較慢地充入所述待測單元的的密閉腔體內;繼續監測所述待測單元的密閉腔體內氣體的氣壓值,當所述氣壓值達到預設的慢充目標值時,再次調整發送至各進氣閥的脈沖信號頻率,將惰性氣體以第三速度緩慢地充入所述待測單元的的密閉腔體內,直至所述待測單元符合預設的保壓開始條件。
6、于本技術的第一方面的一些實施例中,所述保壓開始條件包括:所述待測單元的密閉腔體內氣體的氣壓值等于預設的保壓目標值;其中,判斷所述待測單元是否符合預設的保壓開始條件,當符合所述保壓開始條件時,停止向所述待測單元的密閉腔體內充氣,并控制對應的進氣閥關閉,開始對所述待測單元進行保壓測試的方式包括:實時監測所述待測單元的密閉腔體內氣體的氣壓值,并判斷所述氣壓值是否等于所述保壓目標值;若所述氣壓值等于所述保壓目標值,則停止向所述待測單元的密閉腔體內充氣,并控制所述待測單元中各功能區的進氣閥關閉,開始對所述待測單元進行保壓測試;若所述氣壓值小于所述保壓目標值,則繼續向所述待測單元的密閉腔體充入惰性氣體,直至所述氣壓值等于所述保壓目標值。
7、于本技術的第一方面的一些實施例中,對所述待測單元進行保壓測試的方式包括:實時監測所述待測單元的密閉腔體內氣體的氣壓值,待所述氣壓值穩定后,啟動計時器開始計時,并采集該時刻的氣壓值作為初始氣壓值;在預設的計時時間段內,周期性采集所述待測單元的密閉腔體內氣體的氣壓值,并將采集的氣壓值與所述初始氣壓值進行對比,獲得所述待測單元的密閉腔體內氣體在當前周期的氣壓下降值;判斷所述氣壓下降值是否大于預設的氣壓下降閾值;若所述氣壓下降值大于所述氣壓下降閾值,則結束本次保壓測試,關閉計時器,并記錄本次所述待測單元保壓失敗;若所述氣壓下降值不大于所述氣壓下降閾值,則繼續周期性采集所述待測單元的密閉腔體內氣體的氣壓值,并獲得對應的氣壓下降值,直至所述氣壓下降值大于所述氣壓下降閾值,或計時結束;若直至計時結束,每個周期的所述氣壓下降值都不大于所述氣壓下降閾值,則結束本次保壓測試,并記錄本次所述待測單元保壓成功。
8、于本技術的第一方面的一些實施例中,所述保壓測試結果包括:本次保壓測試的開始時間、結束時間、待測單元中的各功能區以及保壓結果;其中,所述保壓結果包括保壓成功以及保壓失敗。
9、于本技術的第一方面的一些實施例中,所述功能區的類型包括:加粉區、打印區、清粉區、第一存粉區、篩粉區、第二存粉區、廢粉區以及多個送粉管道區。
10、為實現上述目的及其他相關目的,本技術的第二方面提供一種用于金屬3d打印設備的保壓測試系統,所述用于金屬3d打印設備的保壓測試系統包括:金屬3d打印設備,包括多個功能區;其中,每個功能區包括一個進氣閥;每個功能區內部的各功能組件通過管道相互連接;每個功能區之間也通過管道相互連接;且每個管道上設置有一或多個保壓準備閥;保壓測試控制模塊,與所述金屬3d打印設備的各功能區通信連接;所述保壓測試控制模塊用于獲取所述金屬3d打印設備的各功能區,并選擇其中一或多個功能區作為待測單元;控制所述待測單元中每個功能區對應的各保壓準備閥開啟或關閉,使所述待測單元內部形成一個密閉腔體;控制所述待測單元中每個功能區的進氣閥開啟,并向所述待測單元的密閉腔體充入惰性氣體;判斷所述待測單元是否符合預設的保壓開始條件,當符合所述保壓開始條件時,停止向所述待測單元的密閉腔體內充氣,并控制對應的進氣閥關閉,開始對所述待測單元進行保壓測試;記錄所述待測單元的保壓測試結果。
11、為實現上述目的及其他相關目的,本技術的第三方面提供一種用于金屬3d打印設備的保壓測試終端,包括存儲器、處理器及存儲在存儲器上的計算機程序;所述處理器執行所述計算機程序以實現所述用于金屬3d打印設備的保壓測試方法。
12、如上所述,本技術提供了一種用于金屬3d打印設備的保壓測試方法、系統及終端,通過獲取金屬3d打印設備中預設的各功能區,并選擇其中一或多個功能區作為待測單元;將所述待測單元內部形成一個密閉腔體,并向所述待測單元的密閉腔體充入惰性氣體;當符合所述保壓開始條件時,停止充氣,開始對所述待測單元進行保壓測試;記錄所述待測單元的保壓測試結果;本技術基于預設的各功能區靈活設置待測單元,可實現對金屬3d打印設備整體以及其中某一個或多個功能區進行保壓測試,從而實時監測金屬3d打印過程,并確保金屬3d打印設備各個部分都能夠滿足氣密性要求,確保3d打印質量以及設備的安全性和可靠性。
- 還沒有人留言評論。精彩留言會獲得點贊!