一種鎂合金薄板表面拋光處理方法與流程
本技術涉及電解拋光,具體涉及一種鎂合金薄板表面拋光處理方法。
背景技術:
1、鎂合金薄板電解拋光是一種在鎂合金薄板表面進行電化學處理的技術,旨在改善其表面光潔度、外觀和耐腐蝕性能。為了提高鎂合金薄板的外觀和耐腐蝕性能,需要對其表面進行處理。傳統的機械拋光方法存在效率低、成本高和無法均勻處理復雜形狀等問題,而電解拋光技術能夠有效解決這些問題。
2、鎂合金薄板通過電解拋光處理,可以去除表面的氧化層,使其表面變得平滑和光潔,提高產品的美觀性和觸感。電解拋光可以去除鎂合金薄板表面的氧化物,減少氧化反應的可能性,從而提高鎂合金薄板的耐腐蝕性能;經過電解拋光處理的鎂合金薄板具有更好的表面平整度和清潔度,可以提供更好的涂裝附著力,延長涂層的使用壽命。相比傳統的機械拋光方法,電解拋光技術具有高效、可控和均勻處理復雜形狀的優勢,可以優化生產工藝流程,提高生產效率和產品一致性。
3、但是利用不同的電解液對鎂合金薄板進行電解拋光處理的過程中電解溫度、拋光電壓和拋光電流等都會影響鎂合金薄板的電解效果,進而影響鎂合金薄板的生產質量,因此若對鎂合金薄板進行電解拋光的過程中電解參數出現偏移,則會導致鎂合金薄板的電解拋光效果較低。
技術實現思路
1、為了解決上述技術問題,本技術提供一種鎂合金薄板表面拋光處理方法,以解決現有的問題。
2、本技術的一種鎂合金薄板表面拋光處理方法采用如下技術方案:
3、本技術一個實施例提供了一種鎂合金薄板表面拋光處理方法,該方法包括以下步驟:
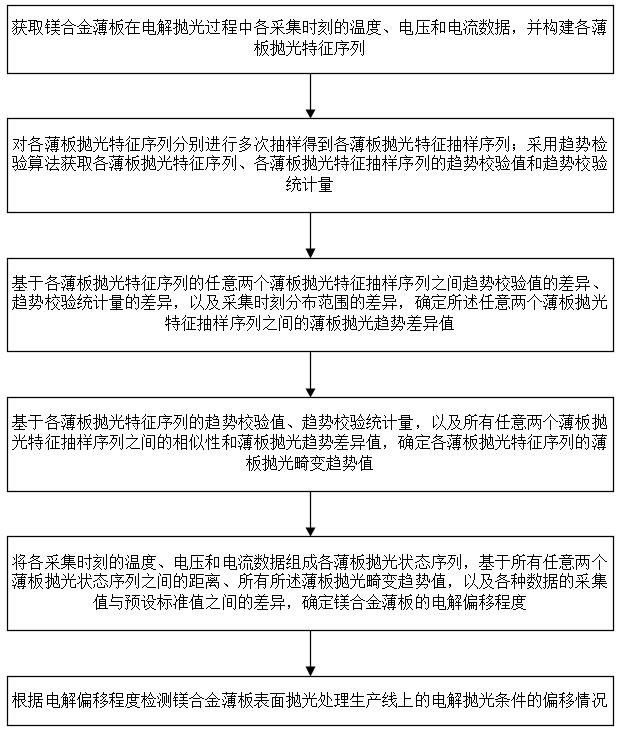
4、獲取鎂合金薄板在電解拋光過程中各采集時刻的溫度、電壓和電流數據,并構建各薄板拋光特征序列;
5、對各薄板拋光特征序列分別進行多次抽樣得到各薄板拋光特征抽樣序列;采用趨勢檢驗算法獲取各薄板拋光特征序列、各薄板拋光特征抽樣序列的趨勢校驗值和趨勢校驗統計量;
6、基于各薄板拋光特征序列的任意兩個薄板拋光特征抽樣序列之間趨勢校驗值的差異、趨勢校驗統計量的差異,以及采集時刻分布范圍的差異,確定所述任意兩個薄板拋光特征抽樣序列之間的薄板拋光趨勢差異值;
7、基于各薄板拋光特征序列的趨勢校驗值、趨勢校驗統計量,以及所有任意兩個薄板拋光特征抽樣序列之間的相似性和薄板拋光趨勢差異值,確定各薄板拋光特征序列的薄板拋光畸變趨勢值;
8、將各采集時刻的溫度、電壓和電流數據組成各薄板拋光狀態序列,基于所有任意兩個薄板拋光狀態序列之間的距離、所有所述薄板拋光畸變趨勢值,以及各種數據的采集值與預設標準值之間的差異,確定鎂合金薄板的電解偏移程度;
9、根據電解偏移程度檢測鎂合金薄板表面拋光處理生產線上的電解拋光條件的偏移情況。
10、在其中一種實施例中,所述各薄板拋光特征序列的構建方法為:
11、將所有采集時刻的溫度數據按照時序排列組成薄板拋光特征序列,針對電壓及電流數據,同樣按照時序分別排列組成的序列均記為薄板拋光特征序列。
12、在其中一種實施例中,所述各薄板拋光特征抽樣序列的獲取方法為:
13、對于各薄板拋光特征序列,采用蓄水池抽樣算法獲取薄板拋光特征序列的抽樣結果;
14、其中,對薄板拋光特征序列進行預設數值次抽樣,將每次抽樣的所述抽樣結果分別按照時序排列組成薄板拋光特征序列的薄板拋光特征抽樣序列。
15、在其中一種實施例中,所述薄板拋光趨勢差異值的表達式為:
16、;式中,表示第個薄板拋光特征序列的第個和第個薄板拋光特征抽樣序列之間的薄板拋光趨勢差異值;和分別表示第個薄板拋光特征序列的第個和第個薄板拋光特征抽樣序列的趨勢校驗值;和分別表示第個薄板拋光特征序列的第個和第個薄板拋光特征抽樣序列的趨勢校驗統計量;和分別表示第個薄板拋光特征序列的第個和第個薄板拋光特征抽樣序列中,數據的最大采集時刻與最小采集時刻之間差值的歸一化值;表示預設大于零的數值。
17、在其中一種實施例中,所述薄板拋光畸變趨勢值的表達式為:
18、;表示第個薄板拋光特征序列的薄板拋光畸變趨勢值;和分別表示第個薄板拋光特征序列的趨勢校驗統計量和趨勢校驗值;和分別表示第個薄板拋光特征序列的第個和第個薄板拋光特征抽樣序列,表示取交換距離差操作;表示將個薄板拋光特征抽樣序列兩兩組合的個數。
19、在其中一種實施例中,所述電解偏移程度的確定過程為:
20、基于各薄板拋光狀態序列以及任意兩個薄板拋光狀態序列之間的距離,構建薄板拋光狀態無向圖;
21、基于所有任意兩個薄板拋光狀態序列之間距離的分布情況,以及所有所述薄板拋光畸變趨勢值的分布情況,確定薄板拋光狀態無向圖的畸變裁剪值;
22、基于所述畸變裁剪值、任意兩個薄板拋光狀態序列之間的距離,以及各種數據的采集值與預設標準值之間的差異,確定鎂合金薄板的電解偏移程度。
23、在其中一種實施例中,所述薄板拋光狀態無向圖的構建過程為:
24、將每個薄板拋光狀態序列記為一個電解拋光狀態分析樣本,將各電解拋光狀態分析樣本作為薄板拋光狀態無向圖中的各節點,將任意兩個薄板拋光狀態序列之間的距離作為薄板拋光狀態無向圖中的兩個對應節點之間的權重。
25、在其中一種實施例中,所述畸變裁剪值的表達式為:
26、;式中,表示薄板拋光狀態無向圖的畸變裁剪值;表示第個和第個節點之間的權重;表示薄板拋光狀態無向圖中節點的數量;表示所有所述薄板拋光畸變趨勢值的歸一化值的均值,表示將個節點兩兩組合的個數。
27、在其中一種實施例中,所述電解偏移程度的確定過程為:
28、將薄板拋光狀態無向圖中權重小于畸變裁剪值的節點之間的連線進行刪減,將刪減后的薄板拋光狀態無向圖作為薄板狀態特征無向圖;
29、采用cpm算法獲取薄板狀態特征無向圖中的社區結構和社區之間的重疊節點,將每個社區的所有節點對應的溫度、電壓和電流數據的均值分別作為每個社區的各種電解拋光進程狀態值;
30、鎂合金薄板的電解偏移程度的表達式為:
31、;式中,表示鎂合金薄板的電解偏移程度;表示薄板拋光狀態無向圖中重疊節點的數量;表示薄板拋光狀態無向圖中節點的數量;、分別表示薄板狀態特征無向圖中第個社區的第種數據的電解拋光進程狀態值、預設標準值;表示薄板狀態特征無向圖中社區的數量;表示薄板狀態特征無向圖中每個社區的電解拋光進程狀態值的數量。
32、在其中一種實施例中,所述電解拋光條件的偏移情況的檢測過程為:
33、獲取預設數量個同一生產線上已經進行電解拋光處理的鎂合金薄板的電解偏移程度,按照每個鎂合金薄板在生產線上開始進行電解拋光的時刻順序排列組成表面拋光處理判斷序列;
34、采用時間序列預測模型根據表面拋光處理判斷序列獲取電解偏移程度的預測值,當所述預測值大于預設拋光預警閾值時,判定鎂合金薄板表面拋光處理的生產線上電解拋光條件偏離,否則,判定電解拋光條件正常。
35、本技術至少具有如下有益效果:
36、本技術將硝酸酒精溶液作為電解拋光液對鎂合金薄板進行電解拋光處理,并設置合適的電解參數標準值,根據鎂合金薄板電解拋光過程中電解參數出現的趨勢變化特征分析構建薄板拋光畸變趨勢值,通過薄板拋光畸變趨勢值可反映鎂合金薄板拋光處理過程中電解反應出現不穩定變化特征的程度;
37、根據不同采集時刻的數據構建薄板拋光狀態無向圖,并對不同采集時刻電解參數之間的變化特征進行分析,構建畸變裁剪值,獲取刪減之后的薄板拋光狀態無向圖,通過刪減后的薄板拋光狀態無向圖可以更清晰的反映不同采集時刻電解參數的變化特征;
38、根據刪減后的薄板拋光狀態無向圖進一步分析不同采集時刻的電解參數偏離穩定狀態的程度,基于分析結果構建電解偏移程度,反映鎂合金薄板進行電解拋光過程中的電解條件出現偏移現象的可能性;
39、根據電解偏移程度檢測鎂合金薄板表面拋光處理生產線上的電解拋光條件的偏移情況,進而根據偏離情況判斷是否需要重置電解參數,提高了對鎂合金薄板電解拋光處理過程中電解拋光條件是否發生偏移情況分析的準確性,進而提高了鎂合金薄板的拋光處理效果。
- 還沒有人留言評論。精彩留言會獲得點贊!