邊緣微裂紋檢測設備的出料規劃方法、產品、設備及介質與流程
本技術涉及出料控制,尤其是涉及一種邊緣微裂紋檢測設備的出料規劃方法、產品、設備及介質。
背景技術:
1、邊緣微裂紋檢測技術,作為液晶面板生產流程中的關鍵環節,用于識別切割與研磨工序中產生的邊緣缺陷,確保將瑕疵產品有效剔除,維護產品質量的高標準。在檢測設備的offline出料階段,如何將合格的(ok)與不合格的(ng)液晶面板屏幕,通過若干轉送機制,放置相應的tray盤中,成為了一項既精細又高效的挑戰。
2、相關技術中,每當大視野相機啟動拍攝作業時,機械手不得不暫停作業,退至預設的躲避位置等待,且每次產品放置前后,相機均需額外執行拍照驗證步驟,旨在核實tray盤內產品的精準布局及防止產品錯位。這種方式的出料規劃不夠合理,導致了節拍浪費。
技術實現思路
1、為了解決現有技術節拍浪費的問題,本技術提供一種邊緣微裂紋檢測設備的出料規劃方法、產品、設備及介質。
2、第一方面,本技術提供了一種邊緣微裂紋檢測設備的出料規劃方法,采用如下技術方案:
3、一種邊緣微裂紋檢測設備的出料規劃方法,包括:
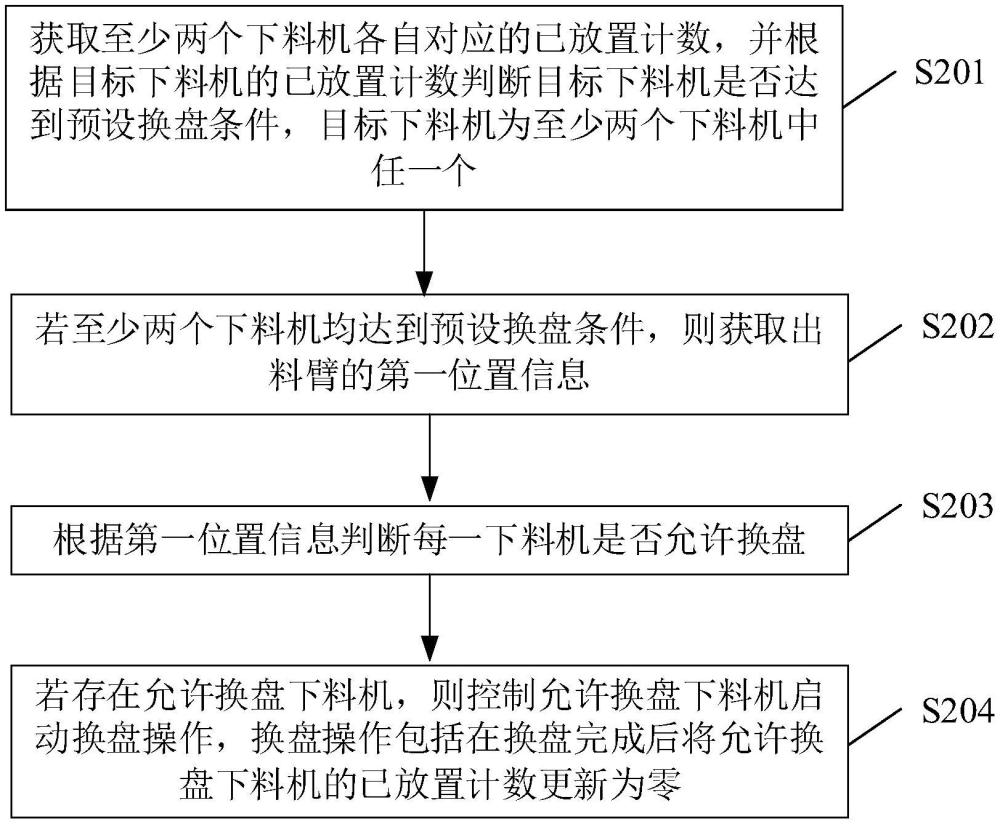
4、獲取至少兩個下料機各自對應的已放置計數,并根據目標下料機的已放置計數判斷所述目標下料機是否達到預設換盤條件,所述目標下料機為至少兩個下料機中任一個;
5、若所述至少兩個下料機均達到所述預設換盤條件,則獲取出料臂的第一位置信息;
6、根據所述第一位置信息判斷每一下料機是否允許換盤;
7、若存在允許換盤下料機,則控制所述允許換盤下料機啟動換盤操作,所述換盤操作包括在換盤完成后將所述允許換盤下料機的已放置計數更新為零。
8、通過采用上述技術方案,獲取至少兩個下料機各自對應的已放置計數,能夠且準確判定下料機是否需要換盤,在至少兩個下料機均達到預設換盤條件時,獲取出料臂的第一位置信息,根據第一位置信息判斷每一下料機是否允許換盤,允許換盤表明出料臂和下料機的相對位置是安全的,出料臂不會對下料機的換盤進行干涉,若存在允許換盤下料機,則立即啟動換盤操作,減少生產中斷時間,換盤完成后,即使將已放置計數清零,為下一輪下料做好準備,通過不斷的出料、換盤和計數重置,達到了出料臂和下料機之間的動態節拍平衡,提高了生產效率。
9、本技術在一較佳示例中可以進一步配置為:所述換盤操作,包括:
10、控制攝像裝置對所述允許換盤下料機進行拍攝,得到第一下料機圖像;
11、控制所述允許換盤下料機的換盤機構進行換盤,將所述換盤機構開始移動的位置作為初始位置,并實時獲取所述換盤機構的第二位置信息;
12、當所述第二位置信息回到所述初始位置時,將所述允許換盤下料機對應的已放置計數更新為零,并控制所述攝像裝置再次對所述允許換盤下料機進行拍攝,得到第二下料機圖像。
13、通過采用上述技術方案,拍攝第一下料機圖像,記錄換盤之前的下料機狀態,有助于為后續的生產監控和質量溯源提供視覺證據,通過實時獲取換盤機構的第二位置信息,可以精準控制換盤過程,及時發現并處理異常情況,確保換盤的準確性和安全性,在換盤完成后,及時將已放置計數重置為零,為下一輪出料做好準備,避免計數混亂,通過拍攝第二下料機圖像,可以確認換盤操作的成功完成,以及新tray盤的放置情況,提高了換盤操作的完整性和可溯源性。
14、本技術在一較佳示例中可以進一步配置為:若所述至少兩個下料機中存在未達到所述預設換盤條件的下料機,所述方法還包括:
15、判斷所述出料臂的吸盤上是否有料;
16、若所述出料臂的吸盤上有料,則控制所述出料臂將吸盤上的料放置于未達到所述預設換盤條件的下料機的出料盤上;
17、若所述出料臂的吸盤上無料,則控制所述出料臂移動至出料盤進行取料,并將取到的料放置于未達到所述預設換盤條件的下料機的出料盤上;
18、更新所述未達到所述預設換盤條件的下料機對應的已放置計數。
19、通過采用上述技術方案,當吸盤上有料時,控制出料臂出料至未達到預設換盤條件的出料盤上,能夠保證生產線的連續性,不會因為某個下料機未達到預設換盤條件而中斷,在吸盤上無料時自動執行取料操作,減少了人工干預,提高了自動化水平,實時更新已放置計數,確保了生產數據的準確性和可追溯性。
20、本技術在一較佳示例中可以進一步配置為:所述根據所述第一位置信息判斷每一下料機是否允許換盤,包括:
21、將所述第一位置信息與所述目標下料機的預設換盤區域進行比對;
22、若所述第一位置信息與所述預設換盤區域不存在重合,則判定所述目標下料機允許換盤;
23、若所述第一位置信息與所述預設換盤區域存在重合,則判定所述目標下料機不允許換盤。
24、通過采用上述技術方案,將出料臂的第一位置信息與目標下料機的預設換盤區域進行精確比對,能夠準確地判斷當前出料臂是否處于可能干擾或碰撞目標下料機換盤操作的位置,這種精確的空間位置判斷確保了換盤操作的安全性,避免了因位置沖突而導致的機械故障或生產中斷。
25、本技術在一較佳示例中可以進一步配置為:若所述至少兩個下料機均不允許換盤,所述方法還包括:
26、根據所述第一位置信息預估所述目標下料機的等待時長,并在所述等待時長后判定所述目標下料機允許換盤,所述等待時長為所述出料臂從所述第一位置信息移動至與所述預設換盤區域不存在重合所用的時長;
27、在所述等待時長之后控制所述目標下料機啟動換盤操作。
28、通過采用上述技術方案,預估等待時長并據此調整換盤時機,系統能夠動態地適應當前的生產環境和條件,避免因為下料機暫時無法換盤而導致的生產停滯,有助于優化生產流程,提高生產線的靈活性和響應速度。
29、本技術在一較佳示例中可以進一步配置為:所述方法還包括:
30、判斷所述出料臂的吸盤上是否有料;
31、若所述出料臂的吸盤上無料,則控制所述出料臂從所述第一位置信息移動至與所述預設換盤區域不存在重合,并控制所述出料臂移動至取料盤進行取料;
32、若所述出料臂的吸盤上有料,則計算所述等待時長和所述預設換盤時長的時長和,并控制所述出料臂從所述第一位置信息移動至與所述預設換盤區域不存在重合并進行等待,在所述時長和之后控制所述出料臂出料。
33、通過采用上述技術方案,根據物料狀態的不同,能夠智能地選擇取料或等待出料的操作,從而避免了因物料不足或過剩而導致的生產中斷或浪費,當出料臂吸盤上有料時,計算等待時長與預設換盤時長的時長和,并據此控制出料臂的移動和等待,確保了出料臂能夠在最合適的時機進行出料操作,從而提高了生產線的整體效率。
34、本技術在一較佳示例中可以進一步配置為:所述方法還包括:
35、獲取所述目標下料機的換盤機構執行換盤操作的移動區域;
36、獲取所述目標下料機對應的攝像裝置的拍攝區域;
37、將所述移動區域和所述拍攝區域的合并區域作為所述目標下料機的預設換盤區域。
38、通過采用上述技術方案,確定預設換盤區域,有助于避免在換盤過程中因空間不足而導致的碰撞或故障或是對攝像裝置的拍攝造成遮擋,提高了換盤操作的安全性和可靠性。
39、第二方面,本技術提供一種計算機程序產品,采用如下的技術方案:
40、一種計算機程序產品,包括計算機程序,計算機程序被處理器執行時,實現如第一方面任一項所述的邊緣微裂紋檢測設備的出料規劃方法。
41、第三方面,本技術提供一種電子設備,采用如下的技術方案:
42、一個或多個處理器;
43、存儲器;
44、至少一個應用程序,其中至少一個應用程序被存儲在存儲器中并被配置為由至少一個處理器執行,所述至少一個應用程序配置用于:執行如第一方面任一項所述的邊緣微裂紋檢測設備的出料規劃方法。
45、第四方面,本技術提供一種計算機可讀存儲介質,采用如下的技術方案:
46、一種計算機可讀存儲介質,其上存儲有計算機程序,當所述計算機程序在計算機中執行時,令所述計算機執行如第一方面任一項所述的邊緣微裂紋檢測設備的出料規劃方法。
47、綜上所述,本技術包括以下有益技術效果:
48、本技術通過獲取至少兩個下料機各自對應的已放置計數,能夠且準確判定下料機是否需要換盤,在至少兩個下料機均達到預設換盤條件時,獲取出料臂的第一位置信息,根據第一位置信息判斷每一下料機是否允許換盤,允許換盤表明出料臂和下料機的相對位置是安全的,出料臂不會對下料機的換盤進行干涉,若存在允許換盤下料機,則立即啟動換盤操作,減少生產中斷時間,換盤完成后,即使將已放置計數清零,為下一輪下料做好準備,通過不斷的出料、換盤和計數重置,達到了出料臂和下料機之間的動態節拍平衡,提高了生產效率。
- 還沒有人留言評論。精彩留言會獲得點贊!