一種酸化油智能連續生產加工設備及工藝的制作方法
本發明涉及酸化油生產加工,具體地說是一種酸化油智能連續生產加工設備及工藝。
背景技術:
1、酸化油本質上是脂肪酸,其中含有色素以及未酸化的甘油三酯、甘油二酯、單甘脂(中性油)等多種成分。酸化油中的脂肪酸是長鏈脂肪酸,碳鏈一般在12到24之間,其中以16到18為主。視油脂來源不同,酸化油存在飽和和不飽和碳鏈的不同分布。酸化油的主要工業用途是制造脂肪酸甲酯(生物柴油),也用于生產油酸等化工原料。
2、現有的酸化油加工工藝流程如下:
3、1、各油廠單位精煉油產出的皂腳、油腳到廠卸車入罐或池子。
4、2、在池子內加入一定量的酸水進行循環泡洗,觀察物料流動性好、有油層出現時視為泡料正常。
5、3、泡料后的原料再輸送進加工罐或池子內升溫加酸,通入壓縮空氣攪拌,加酸量為原料量的3-4%,通入蒸汽加熱至95-110℃進行酸化反應。
6、4、酸化反應結束后,降溫沉淀分層,油、渣、水會分層。沉淀分層合格后排水、排渣和排油,酸水進入泡料池內循環使用,渣排到油渣池進一步除油,油進入油沉淀池進一步沉淀去水雜,合格后油輸送至成品罐,檢測合格后銷售出庫。
7、上述酸化油加工工藝存在如下問題:
8、1、加工時間長:在單條酸化油生產線進行酸化油加工生產整個過程,卸料與泡料循環需要3個小時,上料加熱需要3-4小時,加酸及升溫攪拌結束需要5-6小時,沉降分層、排水、排渣、排油需要4-5小時。
9、2、質量不穩定:由于整個加工過程時間長,過程控制數據指標不穩定,加工環節,蒸汽量、加酸量、攪拌時間等精細化控制較差,產出成品的質量指標經常不穩定,忽高忽低。
10、3、廢氣排放量大:由于在加工過程中需要通入蒸汽加熱以及通入壓縮空氣攪拌,整個過程需要5-6個小時,此過程會產生大量的汽體外排處理,每個小時排放汽體在110-120m3/h,給環保處置設備帶來很大壓力,處理成本急劇增加。
11、4、投資大成本高:由于加工中間環節較多,物料周轉儲存需要空間,所以在建設方面需要投入大量的罐組及地下池子作為物料中轉儲存使用,加大了建設成本,中間環節的浪費也會增加,綜合生產成本也比較高,處理一噸原料綜合成本需要55-60元左右,成本較高。
技術實現思路
1、本發明的目的在于提供一種酸化油智能連續生產加工設備及工藝,該加工設備投資占地面積小,投資成本低且可實現酸化油的持續高效生產加工。
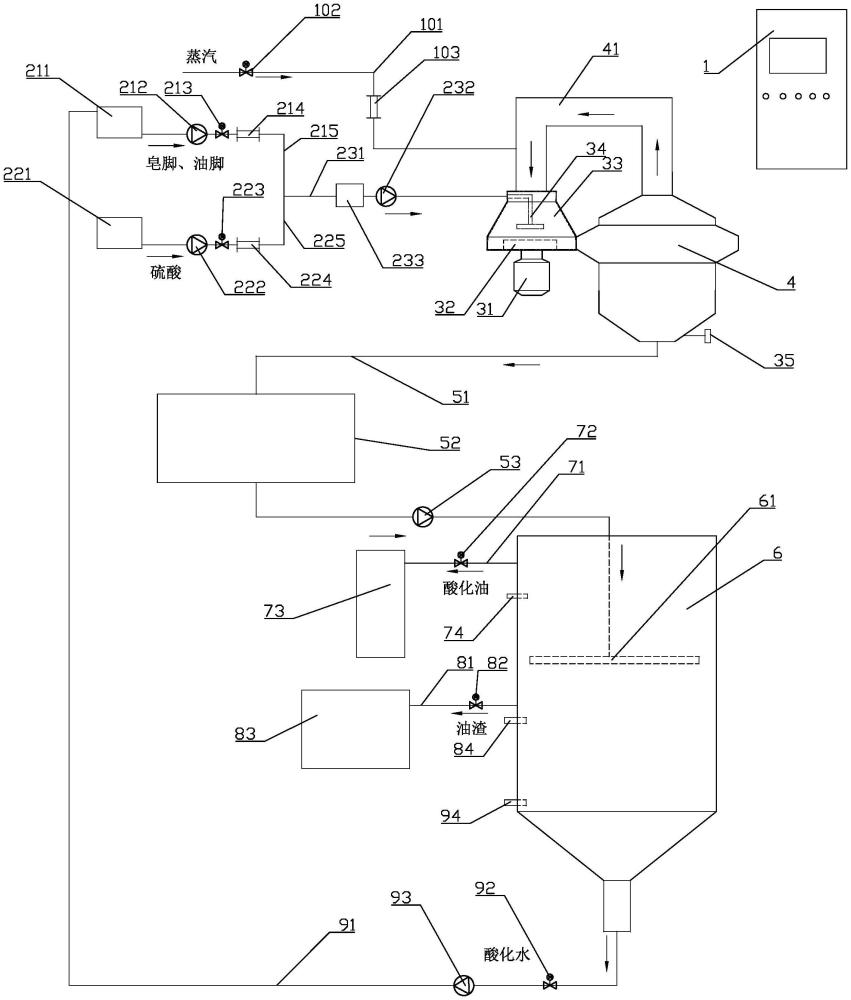
2、本發明解決其技術問題所采取的技術方案是:一種酸化油智能連續生產加工設備,包括plc控制器、原料預混輸送系統、微混快速反應器、氣液分離器、反應產物輸送系統、立式沉降罐、酸化油輸送系統、油渣輸送系統、酸化水輸送系統、蒸汽輸送系統,所述原料預混輸送系統用于實現皂腳和/或油腳與硫酸溶液向所述微混快速反應器入料口的定量混合輸送,微混快速反應器能夠實現所述原料預混輸送系統輸送的原料的微觀混合,所述微混快速反應器的出料端與所述氣液分離器的入料端相貫通,所述氣液分離器的出氣端與所述微混快速反應器的進氣端相貫通,所述反應產物輸送系統用于將氣液分離器的出液端流出的液體輸送到所述立式沉降罐內,所述酸化油輸送系統能夠實現所述立式沉降罐上層區域內酸化油的輸送,所述油渣輸送系統能夠實現所述立式沉降管中層區域內油渣的輸送,所述酸化水輸送系統能夠實現所述立式沉降罐下層區域內酸化水的輸送,所述蒸汽輸送系統用于向所述微混快速反應器的進氣端輸送高溫蒸汽,所述plc控制器能夠實現所述原料預混輸送系統、微混快速反應器、酸化油輸送系統、油渣輸送系統、酸化水輸送系統和蒸汽輸送系統的運行控制。
3、優選地,所述微混快速反應器包括蝸殼、葉輪、驅動電機,所述葉輪轉動設置在所述蝸殼內,所述驅動電機設置在所述蝸殼底部且驅動電機用于驅動所述葉輪進行轉動,所述蝸殼的入料口為所述微混快速反應器的進氣端和入料口,所述蝸殼的出料口為所述微混快速反應器的出料端,所述驅動電機與所述plc控制器電性連接。
4、進一步地,在所述蝸殼內設置一第一布料器,布料器,所述第一布料器用于實現原料預混輸送系統輸送的混合物料在葉輪上方的均勻分布;所述第一布料器的出液端位于所述葉輪中部無葉片區正上方。
5、進一步地,所述原料預混輸送系統包括第一原料輸送系統、第二原料輸送系統、預混輸送系統,所述第一原料輸送系統包括原料存放池、第一物料輸送泵、第一電動閥、第一流量計,在所述原料存放池的出料口設置一第一輸送管道,所述第一物料輸送泵、第一電動閥和第一流量計從上游到下游依次設置在所述第一輸送管道上,所述第二原料輸送系統包括硫酸罐、第二物料輸送泵、第二電動閥、第二流量計,在所述硫酸罐的出料口設置一第二輸送管道,所述第二物料輸送泵、第二電動閥和第二流量計從上游到下游依次設置在所述第二輸送管道上,所述預混輸送系統包括第三輸送管道、剪切泵,所述第一輸送管道和第二輸送管道以并聯方式與所述第三輸送管道的入料端相貫通,所述第三輸送管道的出料端與所述第一布料器的入料端相貫通,所述剪切泵設置在所述第三輸送管道上,所述第一物料輸送泵、第一電動閥、第一流量計、第二物料輸送泵、第二電動閥、第二流量計和剪切泵與plc控制器電性連接。
6、進一步地,在所述第三輸送管道上設置一位于所述剪切泵上游的預存混合箱。
7、進一步地,在所述蝸殼的入料口與所述氣液分離器的出氣端之間設置一氣體輸送管道。
8、進一步地,所述蒸汽輸送系統包括蒸汽輸送管道,所述蒸汽輸送管道與所述氣體輸送管道相貫通,在所述蒸汽輸送管道上設置有從上游到下游依次分布的第三電動閥和第三流量計,在所述氣液分離器的下部的液相出料端側壁上設置一溫度傳感器,所述第三電動閥、第三流量計和溫度傳感器與plc控制器電性連接。
9、進一步地,所述反應產物輸送系統包括第四輸送管道、緩沖槽、第三物料輸送泵,物料輸送泵,所述第四輸送管道實現所述氣液分離器的出液端與立式沉降罐的貫通,所述緩沖槽和第三物料輸送泵從上游到下游依次設置在所述第四輸送管道上。
10、進一步地,在所述立式沉降罐的上部區域、中部區域和底部區域分別設置一酸化油出口、油渣出口和酸化水出口,在所述酸化油出口下方設置一第一在線密度計,在所述油渣出口的下方設置一第二在線密度計,在所述酸化水出口的上方設置一第三在線密度計且第三在線密度計位于第二在線密度計的下方,所述酸化油輸送系統包括酸化油輸送管道、第四電動閥、儲油罐,所述酸化油輸送管道實現所述酸化油出口與所述儲油罐的貫通連接,所述第四電動閥設置在所述酸化油輸送管道上;所述油渣輸送系統包括油渣輸送管道、第五電動閥、油渣池,所述油渣輸送管道實現所述油渣出口和油渣池的貫通,所述第五電動閥設置在所述油渣輸送管道上,所述酸化水輸送系統包括酸化水輸送管道、第六電動閥、第四物料輸送泵,所述酸化水輸送管道實現所述原料存放池與所述酸化水出口的貫通,所述第六電動閥和第四物料輸送泵從上游到下游依次串接在所述酸化油輸送管道上,所述第一在線密度計、第二在線密度計、第三在線密度計、第四電動閥、第五電動閥、第六電動閥和第四物料輸送泵與所述plc控制器電性連接。
11、一種酸化油智能連續生產加工工藝,包括一種酸化油智能連續生產加工設備,該生產加工工藝還包括如下步驟:
12、s1、依據實際生產需求,在plc控制器的運行程序內,設定第一物料輸送泵、第二物料輸送泵、剪切泵、驅動電機、第三物料輸送泵和第四物料輸送泵的運行工作頻率,設定第三物料輸送泵相對于第一物料輸送泵延時啟動時間間隔t1;設定溫度比較閾值t1、t2;設定第一在線密度計、第二在線密度計和第三在線密度計的比較密度范圍閾值△ρ1、△ρ2和△ρ3;
13、s2、原料供應;
14、將皂腳和/或油腳倒入到存有酸化水的原料存放池內;在存放池內皂腳和/或油腳和酸化水初步混合形成混合物料;
15、s3、酸化反應;
16、通過plc控制器啟動第一物料輸送泵、第二物料輸送泵、剪切泵和驅動電機;第一物料輸送泵和第二物料輸送泵的持續運行則實現混合物料與硫酸的定比例輸送,并在第三輸送管道內實現初始混合反應,剪切泵的運行則實現混合物料與硫酸的進一步混合反應,通過剪切泵混合后的物料被輸送到微混快速反應器內,驅動電機保持在設定轉速下持續運行同時微混快速反應器溫度保持在t1到t2之間,繼而實現混合物料的快速微觀混合酸化反應,酸化反應產物主要為:酸化油、油渣和酸化水;在快速酸化反應過程中,溫度傳感器實時將監測的溫度數據t3傳遞給plc控制器,plc控制器實時將t3與t1和t2進行比較,當t1≤t3<t2時或t2≤t3時,此時,plc控制器使得第三電動閥處于關閉狀態,當t3<t1,plc控制器將第三電動閥開啟,并依據設定程序實現第三電動閥的開口度調控,在調控第三電動閥開口度過程中,plc控制器依據第三流量計的實時反饋監測數據對第三電動閥的開口度進行實時修正,確保蒸汽流量的精確調控,繼而實現微混快速反應器內溫度的精準調控;
17、s4、氣液分離;
18、在微混快速反應器中完成酸化反應的混合物料在葉輪高速轉動的作用下,進入到氣液分離器內,混合物料在氣液分離器中,實現氣相和液相的分離,分離出的氣相通過氣體輸送管道再次進入到微混快速反應器中,分離出的液相則流入到緩沖槽內;
19、s5、反應產物輸送;
20、隨著緩沖槽內液相反應產物不斷的增加,當第一物料輸送泵的運行時間t2≥t1后,則plc控制器啟動第三物料輸送泵,繼而實現緩沖槽內物料向立式沉降罐內持續輸送;
21、s6、反應產物分離;
22、隨著第三物料輸送泵持續不斷的向立式沉降罐內輸送反應產物,則立式沉降罐內的反應產物不斷增加,當反應產物容量達到一定程度且不存在較大擾動的情況下,則因酸化油、油渣和酸化水的密度不同,在立式沉降罐內實現溶液分層;在立式沉降罐內不斷進入反應產物過程中,plc控制器實時將第一在線密度計監測的密度數值ρ1與△ρ1進行比較,當ρ1在△ρ1密封范圍內時,則plc控制器啟動第四電動閥,反之則關閉第四電動閥,第四電動閥開啟后,則實現立式沉降罐內上層酸化油的輸出分離;plc控制器實時將第二在線密度計監測的密度數值ρ2與△ρ2進行比較,當ρ2在△ρ2密封范圍內時,則plc控制器啟動第五電動閥,反之則關閉第五電動閥,第五電動閥開啟后,則實現立式沉降罐內中層油渣的輸出分離;plc控制器實時將第三在線密度計監測的密度數值ρ3與△ρ3進行比較,當ρ3在△ρ3密封范圍內時,則plc控制器啟動第六電動閥和第四物料輸送泵,反之則關閉第六電動閥和第四物料輸送泵,第六電動閥和第四物料輸送泵開啟后,則實現立式沉降罐內低層酸化水的輸出分離,分離出的酸化水不斷向原料存放池的輸送。
23、本發明的有益效果是:
24、1、本發明結構緊湊、占地總面積小、一次性投資成本低,從而在整體上利于降低酸化油生產加工制造成本。
25、2、本發明的原料供應、酸化反應、氣液分離、反應產物輸送及反應產物的分離工藝步驟,可在同一時間內同步持續進行,從而實現了酸化油的連續生產,相比較于傳統的單條酸化油生產線的間歇式生產工藝流程而言,其酸化油的生產效率大大提高,同時,各工藝流程中反應物料的周轉過程不需要人工輔助參與,大大降低了物料周轉過程中的物料損失,繼而利于提高酸化油產量。
26、3、本發明中的原料供應及酸化反應過程均可利用plc控制器實現自動精細化控制且生產酸化油的時間周期較短,從而實現源頭把控及結果反饋調控相結合的方式實現酸化油產品的質量調控,提高了酸化油產品的穩定性。
27、4、在本發明的生產加工工藝流程中,在管道內皂腳與硫酸實現初步了混合反應,利用剪切泵的輸送則實現了進一步混合反應,上述步驟中的混合反應同步釋放一定熱量,則反向促進混合化學反應程度,在微混快速反應器中,經過剪切泵輸送的物料與高速轉動的葉輪存在較大的速度差,當物料與葉輪接觸后,流動的物料被葉輪的葉片撞擊實現劇烈剪切和破碎,同時,在葉輪的帶動下物料則以較高的線速度飛出葉輪并最終與蝸殼側壁撞擊,從而又進一步實現了物料的破碎,物料被剪切和破碎的相當細小,產生巨大的和快速更新的相界面,從而大大提高了混合物料各相之間的微觀混合和傳質過程,混合物料的微觀混合和傳質過程得到極大提升后在適當的反應溫度的協同下,則可實現混合物料的快速化學反應,繼而快速實現酸化反應,上述物料的初步混合反應能夠持續進行,同時酸化反應能夠快速持續進行,從而為酸化油的持續連續生產提供了基礎條件。
28、5、氣液分離器分離出的氣體則通過氣體輸送管道直接再次進入到微混快速反應器內,繼而實現了蒸汽余熱的回收利用,實現了熱能節約,進一步地,高溫蒸汽在加熱物料的過程中冷凝變成水,導致高溫蒸汽基本上是零排放,從而實現加工過程中的氣體低排放,提高了生產環保質量。
29、6、利用酸化油輸送系統、油渣輸送系統及酸化水輸送系統能夠有效實現立式沉降罐內的酸化油、油渣和酸化水的及時輸出,繼而可保證持續向立式沉降管內持續不斷的輸送反應產物,從而為酸化油的連續生產提供了保障。
- 還沒有人留言評論。精彩留言會獲得點贊!