金屬工件的自動翻面噴膠系統及方法與流程
本發明涉及一種金屬工件的自動翻面噴膠系統及方法,屬于橡膠金屬復合工件制備。
背景技術:
1、橡膠金屬復合制品由于綜合了橡膠高彈性和金屬高強度等優點,廣泛應用于軌道車輛、工程機械機船舶、航空等領域,兩者的粘合是產品質量的關鍵。金屬件通過清洗去除油污,噴砂提高比表面積后涂膠實現膠粘劑在金屬表面的良好浸潤。目前采用雙涂層膠粘劑,通過上料→涂底膠→烘干→涂面膠→烘干→下料完成,對于正反兩面均需涂膠工件,則要上料→涂a面底膠→烘干→翻轉至b面→涂b面底膠→烘干→涂b面面膠→烘干→翻轉至a面→涂a面面膠→烘干→下料,需要2個底膠噴房,2個面膠噴房,4個烘房,存在的問題是:
2、1.兩底兩面噴涂,需要四個噴房,四個烘房,占地面積大,廢水、廢氣處理成本高。
3、2.生產流程復雜,設備成本高,目前采用人工噴涂、人工翻轉,勞動強度高,工人操作環境差,噴涂質量不穩定。
技術實現思路
1、本發明提供的金屬工件的自動翻面噴膠系統,烘庫和噴房數量的減少有效減小占地面積,降低廢氣廢水的處理成本,提高生產效率,提高金屬工件噴膠的自動化水平,降低人工勞動強度和成本,保證噴涂質量的穩定性。本發明還提供一種金屬工件的自動翻面噴膠方法。
2、為達到上述目的,本發明采用的技術方案是:
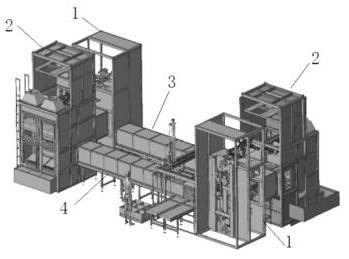
3、金屬工件的自動翻面噴膠系統,其特征在于:包括兩組噴涂烘干機構,一組噴涂烘干機構設為底膠噴涂烘干機構,另一組噴涂烘干機構設為面膠噴涂烘干機構,噴涂烘干機構均包括一個烘庫和一個與烘庫相對的噴房,底膠噴涂烘干機構中的噴房與面膠噴涂烘干機構中的烘庫通過中間傳輸帶連接,面膠噴涂烘干機構中的噴房連接出料烘道,烘庫中裝有可帶動鏤空結構的工裝和置于工裝上的工件運動至各工位的循環運動機、可在烘庫和噴房間來回運動的伸縮臺和可帶動工件翻面的翻面機,噴房中裝有對工件噴涂膠料的噴涂機和可升降、轉動、平移工裝工件的轉動頂升平移臺,循環運動機上具有在垂直方向呈閉合路徑分布的上料工位、流轉烘干工位、伸縮對接工位、翻轉工位和翻轉承接工位,工裝工件放置在上料工位上并隨循環運動機運動至各工位,伸縮臺設置在伸縮對接工位側邊帶動伸縮對接工位上的工裝工件在相對設置的烘庫和噴房間來回運動,翻面機設置在翻轉工位側邊帶動翻轉工位上的工件翻面并將工件放在運動至翻轉承接工位的工裝上,轉動頂升平移臺與伸縮對接工位一一對應,工裝工件隨伸縮臺進入噴房中與轉動頂升平移臺垂向對齊,噴涂機位于轉動頂升平移臺上方。
4、優選的,所述的循環運動機包括沿垂直方向裝在烘庫中的工位機架、兩個垂向對齊且可轉動的裝在工位機架上的鏈輪、裝配在兩個鏈輪上的鏈條、驅動其中一個鏈輪逆時針轉動的電機和裝在鏈條上的支撐架,工裝置于支撐架,伸縮對接工位的數量為兩個且水平對齊設置,工裝工件從上料工位進入并隨鏈輪的運動經過各工位。
5、優選的,伸縮臺包括設置在在兩個伸縮對接工位前方的臺板和裝在工位機架上且可帶動臺板在噴房和烘庫間回來運動的電動伸縮桿,臺板上具有向上凸起且呈矩形分布的凸柱,工裝上開設兩個與凸柱配合的圓孔。
6、優選的,所述的翻面機包括裝在工位機架頂部且位于翻轉工位上方的垂向直線模組、裝在垂向直線模組上的水平直線模組、裝在水平直線模組上可翻轉度的翻轉吸盤。
7、優選的,所述的噴房中設置與伸縮對接工位一一對應的噴溙工位,噴涂機設置在噴漆工位的上方,轉動頂升平移臺設置在噴漆工位的正下方,轉動頂升平移臺包括臺架、裝在臺架上的電動升降臺、裝在電動升降臺上的電動轉盤和裝在臺架上且水平設置的平移傳輸帶。
8、優選的,所述的噴涂機包括沿水平橫向設置的x軸直線模組、裝在x軸直線模組上且沿水平縱向設置的y軸直線模組、裝在y軸直線模組上且沿垂向設置的z軸直線模組、裝在z軸直線模組上的噴槍架和裝在噴頭架上的噴槍。
9、優選的,噴房中兩個轉動頂升平移臺的高度不等,一個轉動頂升平移臺與中間傳輸帶水平對齊,另一個轉動頂升平移臺與出料烘道水平對齊。
10、橡膠金屬復合工件的自動翻面噴膠方法,采用權利要求至任一項所述的金屬工件的自動翻面噴膠系統,其特征在于,噴膠步驟包括:
11、s1:將工裝工件放置至底膠噴涂烘干機構中烘庫的上料工位隨循環運動機運動;
12、s2:工裝工件運動至伸縮對接工位,并在伸縮臺的帶動下進入噴房隨轉動頂升平移臺的頂升和轉動以及噴涂機的噴涂在工件正面形成底膠;
13、s3:工裝工件隨伸縮臺的回位而回移至烘庫中烘干正面底膠,并運動至翻轉工位,翻面機對工裝上的工件進行吸附、頂升、移出、翻面,再將工件放置在運動至翻轉承接工位的工裝上;
14、s4:工裝工件運動至另一個伸縮對接工位,并在伸縮臺的帶動下進入噴房隨轉動頂升平移臺的轉動和頂升以及噴涂機的噴涂在工件反面形成底膠;
15、s5:通過轉動頂升平移臺和中間傳輸帶將工裝工件移至面膠噴涂烘干機構中烘庫的上料工位,并隨循環運動機運動烘干反面底膠,工裝工件運動至伸縮對接工位,并在伸縮臺的帶動下進入噴房隨轉動頂升平移臺的轉動和頂升以及噴涂機的噴涂在工件反面形成面膠;
16、s6:工裝工件隨伸縮臺的回位而回移至烘庫中烘干反面面膠,并運動至翻轉工位,翻面機對工裝上的工件進行吸附、頂升、移出、翻面,再將工件放置在運動至翻轉承接工位的工裝上;
17、s7:工裝工件運動至另一個伸縮對接工位,并在伸縮臺的帶動下進入噴房隨轉動頂升平移臺的轉動和頂升以及噴涂機的噴涂在工件正面形成面膠;
18、s8:通過轉動頂升平移臺將工裝工件移至出料烘道中出料并烘干。
19、優選的,步驟s5中的“通過轉動頂升平移臺和中間傳輸帶將工裝工件移至面膠噴涂烘干機構中烘庫的上料工位”是指在工件反面形成底膠后轉動頂升平移臺將工裝工件調整至中間傳輸帶所在高度,轉動頂升平移臺的平移傳輸帶將工裝工件移動至中間傳輸帶上,中間傳輸帶將工裝工件傳輸至面膠噴涂烘干機構中烘庫的上料工位。
20、優選的,步驟s8具體提指在工件正面形成面膠后轉動頂升平移臺將工裝工件調整至出料烘道所在高度,轉動頂升平移臺的平移傳輸帶將工裝工件移動至出料烘道上,在出料的同時烘干正面面膠。
21、發明的有益效果是:
22、本發明的金屬工件的自動翻面噴膠系統,包括兩組噴涂烘干機構,噴涂烘干機構的噴房中循環運動機帶動工裝工件運動至各工位,伸縮臺帶動伸縮對接工位上的工裝工件在相對設置的烘庫和噴房間來回運動,翻面機帶動工件翻面,翻面承接工位承接翻面后的工件,通過工件在噴房和烘庫間來回運動以及在烘庫中的翻面,實現正反兩面底膠或面膠的噴涂,正反兩面底膠噴涂共用一個噴房,正反兩面面膠噴涂共用一個噴房,完成雙面底膠和面膠的噴涂只需兩個噴房,相比于現有技術中的四個噴房,數量減少一半;用中間傳輸帶連接兩個噴涂烘干機構,實現噴涂完底膠的工件傳輸至面膠噴涂烘干機構,并將面膠噴烘干機構中的噴房連接出料烘道,在出料的同時烘干面膠,兩個烘庫與出料烘道的設置實現了四次噴涂后的烘干,減少了烘庫的數量并同步實現出料與烘干,簡化生產流程;烘庫和噴房數量的減少有效減小占地面積,降低廢氣廢水的處理成本,提高生產效率,提高金屬工件噴膠的自動化水平,降低人工勞動強度和成本,保證噴涂質量的穩定性。
- 還沒有人留言評論。精彩留言會獲得點贊!