用于以粉末狀材料涂覆載體基材的裝置和用于制造具有施加在載體基材上的干膜的產品條的機器的制作方法
本發明根據權利要求1或18涉及一種用于以粉末狀材料、特別是粉末復合材料或干膜來涂覆、特別是干式涂覆載體基材的裝置,并且涉及一種用于制造具有施加在載體基材上的干膜、特別是由粉末狀材料形成的干膜的產品條的機器。
背景技術:
1、de102017208220a1公開了一種用于涂覆載體基材的裝置和方法,其中,在第一和第二輥之間的縫隙中形成干膜,并且在一個實施方案中,在與另一個輥的縫隙中將干膜轉遞到載體基材上。輥以不同的速度運行以形成原纖維。
2、us2015/0224529a1公開了一種用于以涂覆材料涂覆待涂覆的物體的裝置,該涂覆材料特別是含有20至65體積%的水。在第一輥和第二輥之間形成層,其中,第一輥為了更好地排出而具有改進的傳送性能,例如具有較粗糙的表面,輥能夠以不同的速度運行。
3、在wo2020/150254a1中,通過壓延粉末混合物來并將其上卷到卷筒上,以便將其本身輸送至另外的過程,在該過程中可以將膜層壓到集電器上。在一個實施方案中,將粉末混合物放置到帶上并且引導至兩個輥的輥縫隙中。
4、jp5772427b2涉及一種用于由粉末制造電極材料的粉末輥壓裝置。在一個實施方案中,粉末通過中央振動輸送機輸送至輸送漏斗的中心區域中,并且通過兩個外部振動輸送機輸送至邊緣區域。在另一個實施例中,輸送漏斗包括五個分區。
5、wo01/32312a1公開了一種用于研磨粒狀材料、特別是谷物的輥磨機,其具有帶有開口的輸送裝置,通過該輸送裝置,谷物可以被送出到由兩個輥形成的研磨機中。輸送裝置包括用于產生輸送裝置的振動運動的振動驅動裝置。
6、de102020214052a1涉及在兩個彼此跟隨的壓延縫隙中對已經涂覆有活性材料的基材帶進行兩次壓延,其中,第一縫隙和/或第二縫隙取決于確定的厚度,并且第二縫隙圍了補償電極帶的可能存在的隆起而在縱向輪廓方面進行調整。
7、通過de102004040123a1已知一種用于將粉末狀材料配量到第一輥縫隙中的配量裝置,粉末借助刷元件被輸送通過篩狀轉筒的開口。由于在整個寬度上的均勻輸出,調節輥縫隙的大小就足以保證所形成的層的均勻性。不再需要控制該縫隙。
8、ep2737126b1公開了一種具有形成在三個輥之間的壓延縫隙的壓延單元,其中,可以通過改變壓力來改變兩個輥的對壓部中的直線力。
9、kr102359521b1公開了一種用于以活性材料層來干式涂覆集電器幅材的裝置,其中,對于每個幅材側面設置有第一輥和第二輥,在所述輥之間形成活性材料層,并且相應的活性材料層在兩個第二輥之間的對壓部處被施加到集電器幅材。設置有用于調節輥距的第一和第二裝置,通過第一和第二裝置可以分別調節第一和第二輥之間的間距。第一裝置和第二裝置包括由伺服馬達驅動的機械缸。此外,還設置有用于調節在第二輥之間形成的輥縫隙的第三裝置。由此,電極的厚度可以通過縫隙寬度容易地控制。在一個實施方案中,第二輥之間還可以設置有氣缸,通過氣缸保持間距恒定。
10、de2810507a1涉及一種用于研磨小顆粒、這里特別是可可粉的壓延單元。在此,粉末在第一和第二輥之間的對壓部中引導穿過,經過第二輥的表面和第三輥,最后到達第四輥,在第四輥處,借助刮刀除去研磨的粉末。輥殼中設有靜水壓力元件,通過靜水壓力元件可以克服彎折。
11、在us11040368b2中,公開了一種用于制造涂覆有膏狀材料的集電器膜的方法和裝置,其中,在第一輥和第二輥之間形成第一縫隙,膏狀材料引導穿過該第一縫隙以便由其形成膜,并且第二輥與第三輥形成縫隙,集電器膜被引導穿過該縫隙,以便以膜涂覆集電器膜。在第一縫隙之后形成的膜厚度和在第二縫隙之后形成的涂層厚度可以通過傳感器確定。縫隙寬度的與溫度相關的變化通過借助作用在輥上的相應機構相應改變第一或第二輥的徑向位置來抵消。
技術實現思路
1、本發明基于如下目的:提供一種用于以粉末狀材料、特別是粉末復合材料或干膜涂覆、特別是用于干式涂覆載體基材的裝置、以及涉及一種用于制造具有構造在載體基材上的干膜、特別是由粉末狀材料形成的干膜的產品條的機器。
2、根據本發明,該目的分別通過權利要求1和18的特征來實現。
3、本發明可實現的優點特別在于:可借助裝置或機器連續且可靠地制造具有盡可能均勻和/或具有很少缺陷的活性材料層的這樣涂覆的載體基材。
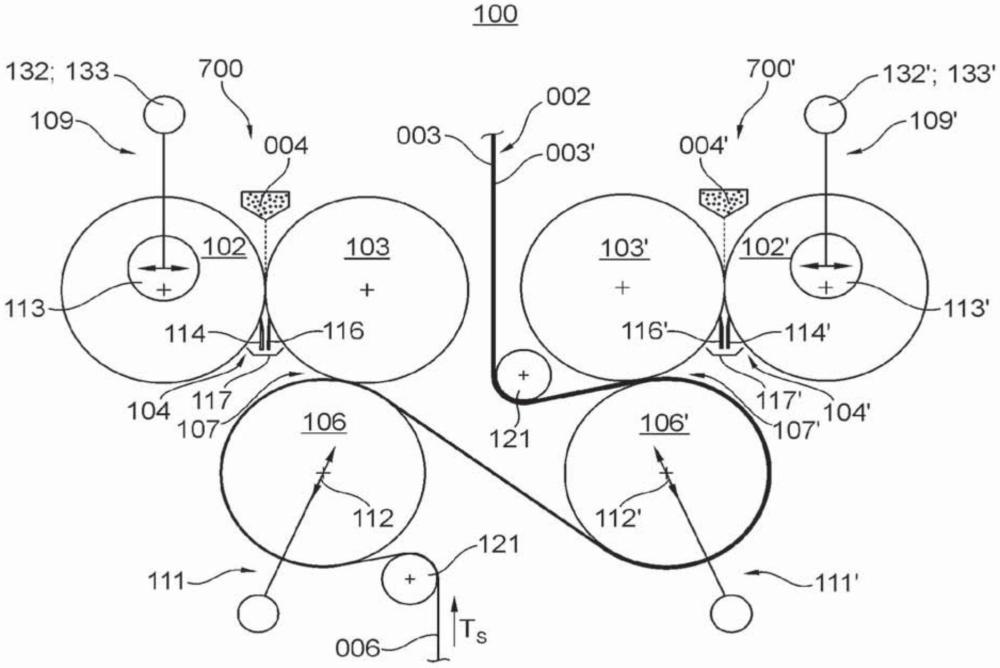
4、在用于以例如構成粉末復合材料膜和/或干膜的材料層涂覆、特別是干式涂覆載體基材特別是幅材狀載體基材的裝置的對于本發明特別優選的實施方案中,所述裝置包括:至少第一施加單元,第一施加單元包括第一輥和第二輥,第一輥和第二輥在其殼面之間的對壓部中構成用于成膜的第一縫隙,特別無溶劑和/或干燥的、例如存在于在第一和第二輥之間的縫隙上方的楔形部的區域中構造和/或設置的填充和/或存放空間中的粉末混合物可以被輸送通過第一縫隙,以特別是通過壓制和/或使用壓制力來形成第一干膜;以及第一合壓輥,第一合壓輥與第二輥或布置在合壓輥和第二輥之間的另外的輥形成第二縫隙,待涂覆的載體基材能夠被引導穿過第二縫隙,并且特別是通過壓制和/或使用壓制力,能夠以形成于第一縫隙中的干膜來加載。
5、根據本發明,第一和第二輥之間的第一縫隙能夠以基于位置的調節驅動裝置為基礎進行調整,即能夠調整出恒定的和/或限定的縫隙寬度,并且合壓輥與第一施加單元的第二或位于其間的輥之間的第二縫隙能夠以基于力的調節驅動裝置進行調整,即可以調整出恒定的和/或限定的貼靠力或直線力。
6、在此,相關的輥縫隙的基于位置的調節用于兩個輥在其工作位置中的限定且保持恒定的、特別是預定的縫隙寬度或相對位置,基于力調節用于涉及第二縫隙的兩個輥之間的限定的和/或要保持恒定的、特別是預定的貼靠力或直線力。相應地,輥的基于位置的調節(通常也稱為“基于路徑的調節”)用于待定位的輥在預定且保持的位置方面的定位,而待調節的輥的基于力的調節用于在預定且保持的貼靠力或直線力方面向另一個輥貼靠。所限定的縫隙寬度或貼靠力以如下方式是經調節的或可調節的,使得:縫隙寬度或貼靠力與隨機掃過相反地保持在相關調節方案,直至例如規定出新限定的調節方案。
7、作為基于位置的調節驅動裝置,如下的調節驅動裝置是特別有利的,其中,第一縫隙的縫隙寬度可以通過基于位置的驅動機構或通過至少單側的、朝向對壓部方向界定貼靠位置并且在其位置方面可調節的止擋機構來調節,和/或通過該調節驅動裝置可以到達用于待調節的構件、這里為特別是用于待調節的輥或其支承而言限定的位置,在有利的實施方案中,方式為:調節路徑至少朝向關鍵的側,通過優選例如經由驅動機構可調節的止擋來界定,止擋限定出端位置并且將就其位置方面待調節的構件借助驅動機構朝向該止擋調節或者可調節。
8、作為基于力的調節驅動裝置特別是考慮如下的調節驅動裝置,即使當干膜厚度波動時,通過該調節驅動裝置,使相關的兩個輥之間的經調節的和/或可調節的直線力通過對例如兩個輥中的至少一個自主或經調節的跟蹤而保持恒定或可保持恒定。與經由調節回路調節的跟蹤相反,自動跟蹤可以是由驅動機構本身執行的跟蹤,并且無需經由附加的調節回路進行后調節。
9、在特別有利的改進方案中,同一施加單元的第一輥和第二輥之間的第一縫隙和/或相關的施加單元的第二輥或位于其間的另外的輥與同該第二輥或另外的輥配合的合壓輥之間的第二縫隙以組合的調節驅動裝置為基礎選擇性地基于位置或基于力可調節,即例如在一種運行方式中,被調整出兩個輥之一的限定位置和/或恒定的縫隙寬度,并且在另一種運行方式中,被調整出限定的和/或要保持恒定的貼靠力或直線力,特別是,能夠以該縫隙寬度或貼靠力保持恒定。
10、特別地,涉及相關的第二縫隙的輥之一可以在組合的調節機構中選擇性地基于位置或基于力可調節地支承,和/或相關的第一縫隙和/或第二縫隙可以選擇性地調節為恒定的和/或限定的縫隙寬度或恒定的和/或限定的貼靠力或直線力。
11、這種組合的調節驅動裝置可以例如與特別穩定耐用的設計相關地由具有調節機構的基于力的調節驅動裝置形成,在該調節機構的調節路徑中,為了界定位置,選擇性地引入例如可借助通過驅動機構定位的止擋。對此替代地,止擋也可以例如在機械上不太復雜的實施方案中,由調節驅動裝置形成,該調節驅動裝置作為驅動機構包括能夠選擇性地以位置可調或可控或力矩可調或可控地運行的馬達。
12、在施加單元的特別適合于本發明的實施方案中,施加單元包括用于輸送粉末狀材料的粉末輸送裝置,其中,在在第一和第二輥之間的縫隙上方的楔形部的區域中構造和/或設置有填充和/或存放空間,可以通過粉末輸送裝置將粉末狀材料輸送到填充和/或存放空間中。
13、在例如包括上面提到的裝置或由這樣的裝置形成的施加階段的第一有利的實施變型中,在基材路徑的兩側上設置有具有相應輥(例如層壓輥)的施加單元,所述輥在其殼面之間的對壓部中形成雙側的施加縫隙或層壓縫隙。在此,兩個在彼此之間形成縫隙的層壓輥彼此充當合壓輥。由此,在這些層壓輥之間通過的載體基材可以在兩側上被以在相應的施加單元中形成的干膜加載。
14、在用于施加階段的另一個有利的實施變型中,可以在同一機器中在載體基材的兩側上、與另一面的制造無關地由相應的施加單元制造干膜。這例如通過用于以粉末復合材料膜涂覆、特別是干式涂覆的、具有至少一個第一施加單元的裝置進行,通過該第一施加單元可以首先將干燥的粉末混合物加工成干膜,并且隨后可以將該干膜在第一施加單元的層壓輥和第一合壓輥之間的施加縫隙或層壓縫隙中施加到載體基材的第一側,并且在基材路徑中,與第一施加單元間隔地設置有第二施加單元,通過該第二施加單元,干燥的粉末混合物可首先被加工成第二干膜并施加到載體基材的另一側上,其中,該第二施加單元包括與第一合壓輥以及與第一施加單元的層壓輥不同的第二合壓輥,第二合壓輥與第二施加單元的層壓輥一起構成第二施加縫隙或層壓縫隙,在第二施加縫隙或層壓縫隙中,第二干膜可以施加到被引導穿過第二層壓縫隙的載體基材的第二側上。
15、用于將粉末狀材料輸送至上述輥縫隙中的特別優選的裝置包括:具有振動輸送機的排出裝置,通過該排出裝置,待輸送到輥縫隙中的粉末狀材料能夠以平行于輥縫隙觀察的排出寬度被排出,其中,在排出裝置的下游以及在輥縫隙的上游、在粉末狀材料的輸送路徑中,設置有由輸送帶形成的輸送裝置,通過該輸送裝置,可以向輥縫隙或設置在其上方的引入輔助件、直接地或通過一個或多個另外的輸送機、以橫向于輸送方向延伸的輸送寬度直接或間接地輸送粉末狀材料。
16、對此替代地或附加地,用于將粉末狀材料輸送到輥縫隙中的特別優選的裝置包括排出裝置,通過該排出裝置,可以將待輸送到輥縫隙中的粉末狀材料排出至輸送裝置,其中,通過輸送裝置在輸送方向上、在向輸送裝置輸送材料的部位和向另一輸送裝置或者向輥縫隙中或向上面設置的引入輔助件中的排出部位之間,設置有沿水平在至少一個輸送寬度上延伸的并且與輸送裝置間隔地可調節的去除裝置。
17、作為一個或多個上述實施方案的替代或補充,用于將粉末狀材料輸送到輥縫隙中的特別優選的裝置包括粉末輸送裝置,粉末狀材料可以由該粉末輸送裝置在橫向于輸送方向延伸的輸送寬度上輸送至輥縫隙或者為其設置的引入輔助件,在下游離開粉末輸送裝置的粉末狀材料可以經由下落區段輸送至輥縫隙或為其設置的引入輔助件,并且在從粉末輸送裝置出來并且被輸送至輥縫隙或者為其設置的引入輔助件的粉末流的下落區段上設置有具有布置在下落路徑中的沖擊元件的傳感器件,沖擊元件與被設計為力傳感器的傳感器有效連接,該傳感器用于記錄由粉末流施加到沖擊元件上的力。替代地,可以在下落區段上設置傳感器件,該傳感器件指向從粉末輸送裝置出來并且被輸送至輥縫隙或者為其設置的引入輔助件的粉末流的下落區段。
18、在有利的改進方案中,設置有一種用于確定在輥的殼面上輸送的材料層的密度的裝置,該裝置包括:去除裝置,該去除裝置為了在輥的圓周上的一個部位上在輥的可用工作寬度的至少一部分上去除材料層的至少一部分而在旋轉期間貼靠或能夠貼靠到殼面上;稱重裝置,在該稱重裝置上可以收集被去除的材料層的至少一部分并且通過該稱重裝置可以確定該部分的質量;以及測量裝置,通過測量裝置可以確定在至少一個部位上在輥上輸送的材料層的層厚度。在特別有利的實施方案中,還設置有指向輥的殼面上的傳感器件,通過該傳感器件可以確定待去除的邊緣條的寬度或者寬度或至少是側邊沿的分布。
19、為了確定在輥的殼面上輸送的材料層的密度,在有利的改進方案中,在其殼面上承載材料層的輥繞其旋轉軸線旋轉,在材料層的容納部和在下游向另一個輥的排出部或向載體基材的排出部之間,將材料層在其寬度的至少一部分上在旋轉其間通過去除裝置在一角度范圍內從殼面上去除,沒通過稱重來確定材料層在該角度范圍內去除的部分的質量,通過測量裝置、優選還在去除之前來確定材料層的層厚度,來確定在輥上在該角度范圍內去除的或待去除的材料層的面積,并且最后在應用該面積、質量和層厚度或其確定的數值的情況下,獲得關于在輥上輸送的材料層的密度的數值。在一個特別有利的實施方案中,為此,僅在部分寬度上將材料層作為材料條、特別是作為邊緣條來去除。
20、一種利用至少一個施加單元以材料層涂覆載體基材的優選裝置,通過該施加單元可以首先在使用壓制力的情況下將粉末狀材料加工成材料層,然后可以將該材料層施加到載體基材的第一側上,特別是通過壓制和/或使用壓制力來施加,其中,施加單元的第一輥和第二輥被以如下方式布置,使得第一和第二輥在其殼面之間的對壓部中形成第一輥縫隙,通過該第一輥縫隙,粉末狀材料可以被傳送以造型出干膜,優選地包括測量結構,特別是用于確定密度的按照上述類型的裝置,通過該裝置可以確定在施加單元的第二輥或下游的其他的輥的殼面上輸送的材料層的密度。
21、在包括例如按照上述實施方案的用于涂覆的裝置或包括上述施加階段的、用于在幅材狀的載體基材的至少一側上涂覆由粉末混合物形成的干膜的機器的有利的實施方案中,這種機器包括:基材開卷器,通過該基材開卷器可以將幅材狀的載體基材在輸入側輸送至機器;施加階段,通過該施加階段可以由粉末混合物產生至少一個干膜,并且在被載體基材穿過的至少一個施加縫隙處可以載體基材的至少一側上施加;以及上卷機,在上卷機中,在至少一側上設有干膜的載體材料可以作為產品條上卷到卷筒上。
22、在機器的特別有利的實施方案中,可以在同一機器中在載體基材的兩側上制造干膜。
23、與在兩側上涂覆的可能性無關,但有利地與之相結合地,在機器的有利的實施方案中,在第一基材路徑分段中的施加階段之前布置有熱學的前處理站,通過該熱學的前處理站可以加熱載體基材至高于環境溫度和/或在第二基材路徑分段中,布置有冷卻裝置,引導穿過的產品條可以通過冷卻裝置來冷卻。
24、在有利的改進方案中,在基材路徑中、在施加階段上游的第一基材路徑分段中設置有單件式或多件式的前處理站,通過該前處理站,載體基材在一側或兩側在非接觸或接觸的方法中,被去除或可以被去除表面雜質和/或電荷載體,和/或設置有測量站,通過該測量站可以對載體材料的材料厚度在其厚度和/或厚度的均勻性和/或雜質方面進行檢查。
25、對此替代地或附加地,在機器的有利的實施方案中,在用于涂覆的裝置或施加階段的下游以及在上卷機的上游設置有具有壓延縫隙的壓延單元,能夠將至少在一側設有干膜的載體基材作為產品條在使用壓制力和/或提高的溫度的情況下輸送通過該壓延單元,并且例如由此可以進一步壓實干膜。在此,例如設置有兩個輥、例如壓延輥,其中至少一個輥可被加熱和/或可以在輥之間施加具有例如至少500n/mm的可調節的直線力的壓制度。
26、由此,例如可以在線地制造產品,這確保了特別好的粘附和/或無損的產品提供。特別好的粘附例如通過額外的熱處理和/或壓力處理來實現,無損的產品提供例如通過在集合體、特別是卷筒中收集之前調溫、特別是冷卻來實現。
27、單獨采用或另外與上述一個或多個上述有利的實施變型相結合地,在機器的另一有利的實施方案中,在從基材開卷器中的基材卷筒上開卷的位置和進入施加階段的唯一的或第一施加縫隙的入口之間的第一基材路徑區段中,也在載體基材幅材從施加階段的唯一的或下游最后的施加縫隙中的出來的位置和上卷機之間、對于在基材路徑中另外設置壓延單元的情況下,在但在進入兩個壓延輥之間的壓延縫隙中的入口之前的第二基材路徑區段中,分別設置有至少一個強制驅動輥、特別是牽引輥和/或分別設置有至少一個用于確定幅材張緊度的測量輥。
28、通過受控的幅材引導,為穩定運行和持續的材料施加實現特別好的條件。對此替代地或附加地,可以通過在施加過程的輸入側和/或在上卷過程之前進行溫度測量,特別是利用集成到涉及溫度的調節回路中的方案,還確保穩定的運行條件,和/或通過利用缺陷標記進行檢查,在后續產品中實現無差錯地利用。
- 還沒有人留言評論。精彩留言會獲得點贊!