一種扎絲自動化節能生產加工設備及其加工工藝的制作方法
本發明屬于扎絲生產,具體涉及一種扎絲自動化節能生產加工設備及其加工工藝。
背景技術:
1、園林鐵芯扎絲在園林領域具有多重作用,主要體現在以下幾個方面:1)枝條的結扎與捆綁;園林鐵芯扎絲廣泛用于農作物及園林植物枝條的結扎、捆綁和固定。特別是在葡萄栽培中,相較于傳統的塑料繩子、布條、玉米皮等材料,園林鐵芯扎絲操作更為便捷,效率更高。使用園林鐵芯扎絲可以顯著提高工作效率,降低人工成本。同時,其緊固性能優越,能夠有效防止風吹導致枝條竄位,保證植物的生長形態。2)增強穩定性與支撐;園林鐵芯扎絲還可以用于加固植物的支撐結構,特別是在大風、雨雪等惡劣天氣條件下,為植物提供額外的穩定性支持,防止因倒伏而造成的損失。3)重復利用與環保;園林鐵芯扎絲多采用塑料和優質鐵絲等材料制成,具有良好的耐用性和抗腐蝕性。這意味著它們可以重復利用多年,從而減少了資源的浪費和環境的污染。
2、現有園林鐵芯扎絲的生產加工設備在使用時存在不足之處,一是由于加工工藝不夠合理,其鐵芯絲的均勻性較差,容易導致鐵芯絲表面出現凹陷或突出區域,使其整體出現不平整性,后續使用過程中易出現斷裂;二是其不能直接在制備的鐵芯絲外側包覆塑料層,并使其冷卻固化成型,得到由鐵芯絲和塑料層構成的園林鐵芯扎絲;三是其不能在放料和收料過程中對絲線進行合理的布線引導,導致放料和收料不夠順暢,也影響整體生產線的效率。
3、有鑒于此,有必要對現有園林鐵芯扎絲的生產加工設備進行優化改進。
技術實現思路
1、本發明的目的在于克服現有技術中存在的至少一個上述問題,提供一種扎絲自動化節能生產加工設備及其加工工藝。
2、為實現上述技術目的,達到上述技術效果,本發明是通過以下技術方案實現:
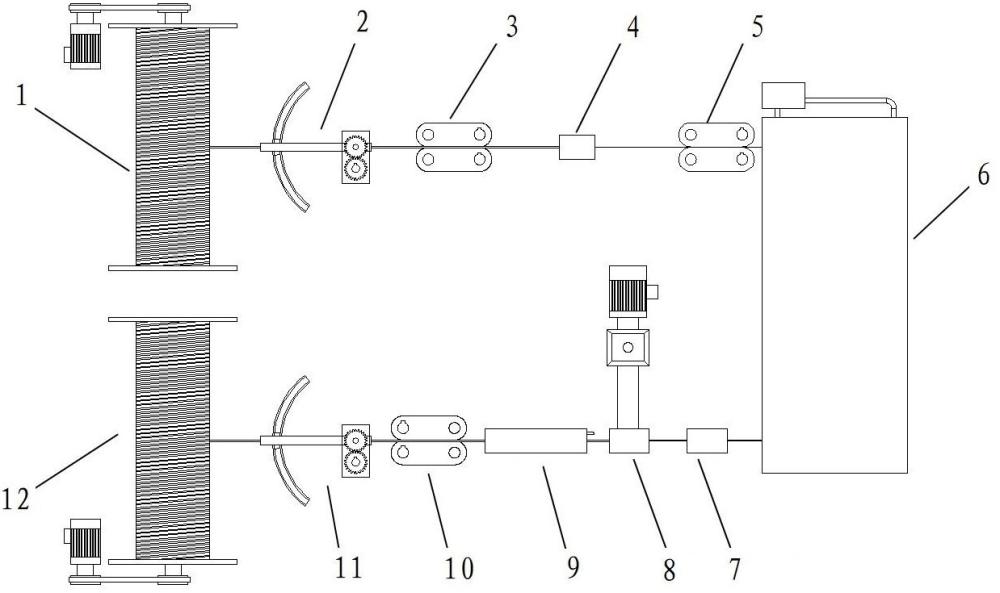
3、本發明提供一種扎絲自動化節能生產加工設備,包括沿生產線依次設置的放料組件、放料布線組件、第一夾持輸送組件、穿絲拉拔組件、第二夾持輸送組件、漲絲拉拔組件、電磁感應預熱器、擠塑機、冷卻固化組件、第三夾持輸送組件、收料布線組件和收料組件,所述放料組件上纏繞收卷的鐵芯粗絲經放料布線組件引導后,在所述第一夾持輸送組件的夾持輸送作用下從穿絲拉拔組件的輸入端進入,所述穿絲拉拔組件的輸出端引出的鐵芯細絲在第二夾持輸送組件的夾持輸送作用下從漲絲拉拔組件的輸入端進入,所述漲絲拉拔組件的輸出端引出的鐵芯絲依次經電磁感應預熱器的預熱、擠塑機的擠塑涂覆、冷卻固化組件的冷卻固化處理得到園林鐵芯扎絲,所述園林鐵芯扎絲在第三夾持輸送組件的夾持輸送作用下,并經收料布線組件引導后被收料組件纏繞收卷;
4、所述穿絲拉拔組件包括上模座、下模座和穿絲拉拔芯塊,所述上模座和下模座之間共同活動限制有穿絲拉拔芯塊,所述上模座開設有與穿絲拉拔芯塊配合的上活動槽,所述下模座開設有與穿絲拉拔芯塊配合的下活動槽;所述上模座中設有儲油腔,所述儲油腔的頂部側端設有注油口,所述儲油腔的底端經補油管與上補油腔連通,所述上補油腔設置在上活動槽的外側;所述下模座位于下活動槽的外側設有下補油腔,所述上補油腔和下補油腔共同對接形成環形補油腔,所述下模座中安裝有第二電機,所述第二電機的輸出端安裝有用于帶動穿絲拉拔芯塊旋轉的驅動齒輪。
5、進一步地,上述扎絲自動化節能生產加工設備中,所述放料組件和收料組件的結構相同,所述放料組件包括料軸支架、料軸、第一電機和第一帶傳動件,所述料軸支架上活動支撐有料軸,所述第一電機的輸出軸經第一帶傳動件帶動料軸進行旋轉。
6、進一步地,上述扎絲自動化節能生產加工設備中,所述放料布線組件和收料布線組件的結構相同,所述放料布線組件包括導線管、布線支架、從動齒輪、主動齒輪、驅動軸、弧形滑塊和弧形導軌,所述布線支架上活動支撐有相互嚙合的從動齒輪和主動齒輪,所述主動齒輪由能夠正反轉動的驅動軸帶動旋轉,所述從動齒輪與導線管的一端固定,所述導線管的另一端固定有弧形滑塊,所述弧形導軌中開設有便于弧形滑塊滑動的弧形滑槽,所述弧形滑槽其所在圓的軸線與從動齒輪的軸線相互重合。
7、進一步地,上述扎絲自動化節能生產加工設備中,所述第一夾持輸送組件、第二夾持輸送組件和第三夾持輸送組件的結構相同,所述第一夾持輸送組件由兩個對稱設置的夾持輸送單元構成,所述夾持輸出單元包括主動輥輪、從動輥輪、環形輸送帶、保壓推桿、壓輪安裝板和保壓輪,所述主動輥輪和從動輥輪的外側套設有環形輸送帶,所述環形輸送帶的內部區域安裝有保壓推桿,所述保壓推桿的活動端經壓輪安裝板安裝有與環形輸送帶抵壓的保壓輪。
8、進一步地,上述扎絲自動化節能生產加工設備中,所述穿絲拉拔芯塊包括芯塊本體,所述芯塊本體的內部開設有穿絲通道,所述穿絲通道由依次設置的穿絲導入區、扒拔變徑區和穿絲導出區構成,所述穿絲導入區的內壁均布有若干與環形補油腔連通的徑向導油孔,所述穿絲導入區中安裝有便于將油液轉移至鐵芯粗絲上的吸油海綿套管;所述芯塊本體的外側設有定位環和從動齒環,所述從動齒環的外周均布有與驅動齒輪嚙合的齒槽。
9、進一步地,上述扎絲自動化節能生產加工設備中,所述穿絲導入區的外端口設有防止吸油海綿套管向外脫離的限位臺階。
10、進一步地,上述扎絲自動化節能生產加工設備中,所述漲絲拉拔組件包括第一箱體,所述第一箱體的一側板開設有進絲口和出絲口,所述第一箱體的內部安裝有二節式塔輪和噴油管,所述二節式塔輪由靠近進絲口的圓臺部和靠近出絲口的柱形部構成,所述圓臺部的外側設有螺旋變徑塔輪槽,所述柱形部的外側設有螺旋均徑塔輪槽,所述螺旋變徑塔輪槽和螺旋均徑塔輪槽的內端相互連通,所述螺旋變徑塔輪槽的外端設有一圈與進絲口位置配合的引入槽,所述螺旋均徑塔輪槽的外端設有一圈與出絲口位置配合的引出槽;所述第一箱體的外部安裝有循環油泵和第三電機,所述循環油泵的抽吸管與第一箱體的底部連通,且抽吸管位于與第一箱體內腔連通處的抽吸口外側設有濾網,所述循環油泵的輸出管與噴油管的一端連通,所述噴油管上均布有向二節式塔輪表面均勻噴油用的噴頭,所述第三電機的輸出軸經第二帶傳動件帶動二節式塔輪的支撐軸進行旋轉。
11、進一步地,上述扎絲自動化節能生產加工設備中,所述擠塑機包括擠塑管道、擠塑推料螺桿、第四電機、進料倉和機頭成型模具,所述擠塑管道的內部安裝有擠塑推料螺桿,所述擠塑管道的一端安裝有用于帶動擠塑推料螺桿旋轉的第四電機,所述擠塑管道的上側安裝有進料倉,所述擠塑管道的另一端安裝有機頭成型模具,所述機頭成型模具設有模孔,所述模孔的一端為便于鐵芯絲通過的穿絲口,另一端為擠出成型口,所述擠出成型口為圓形或矩形結構。
12、進一步地,上述扎絲自動化節能生產加工設備中,所述冷卻固化組件包括第二箱體,所述第二箱體的兩側板開設有扎線進出孔,所述第二箱體位于內腔頂端安裝有噴水管,所述噴水管的下側均布有霧化噴水口,所述第二箱體位于扎線進出孔的下方依次安裝有濾板和抽水泵,所述抽水泵的輸出端經供水管路與噴水管連通。
13、本發明還提供一種扎絲的加工工藝,基于上述的扎絲自動化節能生產加工設備實現,其特征在于,該加工工藝包括如下步驟:
14、1)放料組件上纏繞收卷有鐵芯粗絲,鐵芯粗絲經過放料布線組件引導后,在第一夾持輸送組件的夾持輸送作用下從穿絲拉拔組件的輸入端進入,利用穿絲拉拔組件對鐵芯粗絲進行穿絲拉拔,得到鐵芯細絲;
15、2)鐵芯細絲從穿絲拉拔組件的輸出端引出,并在第二夾持輸送組件的夾持輸送作用下從漲絲拉拔組件的輸入端進入,利用漲絲拉拔組件對鐵芯細絲進行漲絲拉拔,得到鐵芯絲;
16、3)鐵芯絲從漲絲拉拔組件的輸出端引出,引出的鐵芯絲依次經電磁感應預熱器的預熱、擠塑機的擠塑涂覆、冷卻固化組件的冷卻固化處理,得到園林鐵芯扎絲;
17、4)園林鐵芯扎絲在第三夾持輸送組件的夾持輸送作用下,經收料布線組件引導后被收料組件纏繞收卷,纏繞收卷的方式為往復螺旋纏繞收卷。
18、本發明的有益效果是:
19、1、本發明提供的扎絲自動化節能生產加工設備設計合理,其主要由放料組件、放料布線組件、第一夾持輸送組件、穿絲拉拔組件、第二夾持輸送組件、漲絲拉拔組件、電磁感應預熱器、擠塑機、冷卻固化組件、第三夾持輸送組件、收料布線組件和收料組件構成,放料組件上纏繞收卷的鐵芯粗絲經放料布線組件引導后,在第一夾持輸送組件的夾持輸送作用下從穿絲拉拔組件的輸入端進入,穿絲拉拔組件的輸出端引出的鐵芯細絲在第二夾持輸送組件的夾持輸送作用下從漲絲拉拔組件的輸入端進入,漲絲拉拔組件的輸出端引出的鐵芯絲依次經電磁感應預熱器的預熱、擠塑機的擠塑涂覆、冷卻固化組件的冷卻固化處理得到園林鐵芯扎絲,園林鐵芯扎絲在第三夾持輸送組件的夾持輸送作用下,并經收料布線組件引導后被收料組件纏繞收卷,通過這種方式能夠實現園林鐵芯扎絲的自動化生產,具有節能高效的優點。
20、2、本發明制備的園林鐵芯扎絲由鐵芯絲和包覆在其外圍的塑料層構成,鐵芯絲使得園林鐵芯扎絲綁扎后具有較好的強度,塑料層使得園林鐵芯扎絲具有良好的耐用性和抗腐蝕性。
21、當然,實施本發明的任一產品并不一定需要同時達到以上的所有優點。
- 還沒有人留言評論。精彩留言會獲得點贊!