一種超臨界流體發泡成型模具及其適配的成型系統
本發明涉及發泡成型模具,尤其涉及一種超臨界流體發泡成型模具及其適配的成型系統。
背景技術:
1、隨著現代制造業的不斷發展,發泡成型技術因其輕質、高強度、隔熱性能好等優點,在汽車、航空航天、建筑等領域得到了廣泛應用。傳統的發泡成型方法通常采用化學發泡劑或物理發泡劑,但這些方法在生產過程中往往存在環境污染、成本高昂等問題。因此,尋求一種環保、高效、低成本的發泡成型技術成為了行業研究的熱點。
2、在此背景下,超臨界流體發泡成型技術應運而生。該技術利用超臨界流體作為發泡劑,在特定的溫度和壓力條件下,使聚合物熔體或溶液中的氣體溶解度急劇增加,從而達到發泡的目的。與傳統的發泡方法相比,超臨界流體發泡成型技術具有環保、高效、可控性強等優點。然而,要實現超臨界流體發泡成型技術的廣泛應用,必須開發出與之相匹配的高質量發泡成型模具及成型系統。
3、傳統的,高聚物材料的模內超臨界流體加工,其核心在于保持模腔的超高壓能力。然而,現有技術在實現這一目標時存在諸多不足。這些方法盡管能夠達到25-30mpa的高壓,但對成型機的壓力要求較高,且在超臨界流體處理過程中,需要持續不斷地向模腔內通入超臨界流體,以保持模腔的高壓。這些方法的高壓密封依賴于成型機的噸位,導致在高壓下密封性變差的問題依然存在。此外,實用新型專利cn219466793u盡管采用了平面密封圈和側向密封圈組合的階梯插入式密封結構,但同樣對密封圈及成型機的噸位要求較高。
4、如何解決上述技術問題為本發明面臨的課題。
技術實現思路
1、為了解決現有技術的不足,本發明提供了一種設計合理,安全可靠的超臨界流體發泡成型模具及其適配的成型系統,通過各個部件的協同工作,實現了高效、穩定且環保的超臨界流體發泡成型過程。這些部件在解決傳統發泡成型技術中存在的技術問題的同時,還提高了設備的適用性、生產效率和產品質量。
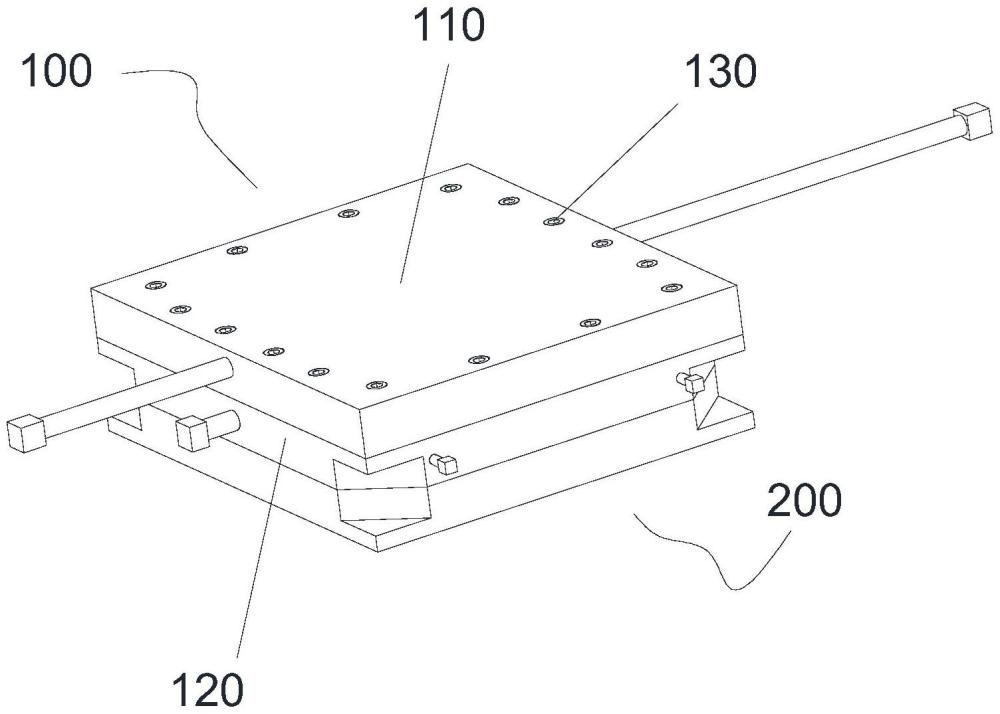
2、本發明解決其技術問題所采用的技術方案是:一種超臨界流體發泡成型模具,包括上模模具結構,所述上模模具結構的下方處設置有與所述上模模具結構配合的下模模具結構,所述下模模具結構和所述上模模具結構圍成有用以容納發泡材料的成型腔;
3、所述上模模具結構包括上模底座,所述上模底座上的下方設置有與用以與所述下模模具結構配合的上模成型板,所述上模底座上設置有用以與所述上模成型板連接的連接螺桿,所述上模成型板的底面上開設有與所述下模模具機構配合的上成型腔,所述上模成型板的頂面上開設有透氣組件,且所述上模底座上設置有與所述上模成型板配合的氣壓緩釋組件;
4、所述下模模具機構包括下模基板,所述下模基板上開設有與所述上成型腔配合的下成型腔,所述下模基板上設置有與所述氣壓緩釋組件配合的氣壓減緩組件。
5、進一步的,所述氣壓緩釋組件包括開設在所述上模底座上的氣壓槽,所述上模底座上對稱設置有兩組與所述氣壓槽相連通的兩組氣管,且每一組所述氣管包括設置在所述上模底座上的若干個氣管,所述上模底座上設置有與所述氣管配合的氣道,所述上模底座的氣壓槽中開設有與所述氣道相連通的氣孔;
6、所述氣壓槽中設置有呈矩形狀的儲氣腔活塊,所述儲氣腔活塊上設置有與所述上模底座配合的穩固螺桿,所述氣壓槽設置有與所述儲氣腔活塊配合的氣密墊圈單元,所述儲氣腔活塊與所述上模底座圍成與所述上模成型板配合的儲氣槽。
7、進一步的,所述儲氣腔活塊上對稱設置有兩組貫穿孔,所述氣壓槽中對稱設置有兩組與所述貫穿孔配的第二螺紋槽;使用時,所述穩固螺桿貫穿所述貫穿孔、且與所述第二螺紋槽連接;
8、所述儲氣腔活塊面朝所述氣壓槽一面、且沿所述儲氣腔活塊的周向方向均勻開設有若干個緩釋導氣槽,所述緩釋導氣槽的兩端分別與儲氣槽、所述氣密墊圈單元相連通;
9、所述氣密墊圈單元包括呈矩形狀的矩形墊圈,所述矩形墊圈上設置有緊密墊圈,所述緊密墊圈的縱切面呈c型;使用時,所述矩形墊圈位于所述儲氣腔活塊與所述上模底座之間,所述矩形墊圈與所述上模成型板相接觸。
10、進一步的,所述上模底座上沿所述儲氣腔活塊的周向方向均勻設置有若干個沉頭通孔,所述上模成型板上沿所述儲氣腔活塊的周向方向均勻設置有若干個與所述連接螺桿配合的第一螺紋槽;使用時,所述連接螺桿貫穿所述沉頭通孔、且與所述第一螺紋槽連接;所述上模成型板的頂面上開設有與所述氣密墊圈單元配合的第一氣密墊圈槽。
11、進一步的,所述透氣組件包括均勻開設在所述上模成型板上、且貫穿所述上模成型版的單向導氣孔,所述上模成型板中開設有主氣路,所述上模成型板中開設有與主氣路相連通的若干個分配氣路,所述上模成型板的頂面上開設有若干個與所述主氣路相連通的導氣氣孔;
12、所述上模成型板面朝所述上成型腔一端面開設有導氣槽,所述上模成型板面朝所述上成型腔的一面處開設有若干個用以連通所述導氣槽和所述上成型腔的導氣缺口,所述上模成型板中設置有若干個用以連通所述分配氣路和所述導氣槽的傳導氣孔。
13、進一步的,單向閥安裝于上模成型板中的單向導氣孔中,保證處理過程中只能超臨界流體進入,單向閥閉合時,靠近成型腔一側為平面結構。
14、優選的,所述導氣槽設置有兩個,且兩個所述導向槽分別位于所述上成型腔的兩側處,且所述分配氣路的長度方向與所述導氣槽的長度方向一致,且所述主氣路的長度方向與所述分配氣路的長度方向垂直設置;
15、所述上模成型板上對稱設置有兩個與所述主氣路相連通的第一緩釋管,所述第一緩釋管上設置有與所述主氣路配合的第一堵頭;所述上模成型板設置有若干個與所述分配氣路相連通的第二緩釋管,所述第二緩釋管上設置有與所述分配氣路配合的第二堵頭。
16、進一步的,所述氣壓減緩組件包括開始在所述下模基板頂面上的穩固槽,所述穩固槽中設置有呈矩形狀的成型活塊,所述成型活塊上設置有與所述下模基板相連接的定位螺桿,所述穩固槽中設置有與所述成型活塊配合的氣密環墊單元;所述成型活塊與所述下模基板圍成與所述上成型腔配合的所述下成型腔;
17、所述成型活塊上對稱開設有兩組與所述定位螺桿配合的定位貫穿槽,所述下模基板上設置有與所述定位貫穿槽配合的定位螺孔;使用時,所述定位螺桿貫穿所述定位貫穿槽、且與所述定位螺孔連接;所述上模成型板的底面上開設有與所述氣密環墊單元配合的第二氣密墊圈槽。
18、進一步的,所述成型活塊的底面沿所述成型活塊的周向方向均勻開設有若干個底導氣槽,所述成型活塊的內圈面沿所述成型活塊的周向方向均勻開設有若干個側導氣槽,且所述側導氣槽與所述底導氣槽一一對應設置;
19、所述氣密環墊單元包括呈矩形狀的矩形環墊,所述矩形環墊上設置有緊密環墊,所述緊密環墊的縱切面呈c字狀;使用時,所述矩形環墊套設在所述成型活塊上,且所述矩形環墊位于所述成型活塊和下模基板之間,所述矩形環墊與所述第二氣密墊圈槽相接觸。
20、一種平板硫化機用超臨界流體發泡成型系統,包括放置基座,所述放置基座上設置有硫化機,所述放置基座上設置有擠壓導向架,所述擠壓導向架的頂端設置有擠壓固定座,所述擠壓導向架上設置有若干個與所述擠壓導向架滑動配合的擠壓移動基座;
21、所述放置基座上設置有活塞液壓桿,所述活塞液壓桿的移動端處設置有與所述擠壓導向架滑動配合的擠壓活動基座,且所述擠壓活動基座上設置有所述下模模具結構,所述擠壓固定座上設置有所述上模模具結構,所述擠壓移動基座的底端處設置有所述上模模具結構,所述擠壓移動基座的頂端處設置有與所述下模模具結構;
22、所述擠壓活動機基座上設置有與所述擠壓移動基座配合的第一緩震組件,所述擠壓移動基座上設置有與所述擠壓移動基座或所述擠壓固定座配合的第二緩震組件,所述第一緩震組件的結構與所述第二緩震組件的結構一致。
23、進一步的,所述第一緩震組件包括對稱設置在擠壓移動基座上的兩組對接基桿,且每一組所述對接基桿包括設置在所述擠壓移動基座上的對接基桿,所述對接基桿上套設有緩震彈簧,所述對接基桿上套設有與所述緩震彈簧配合的緩震環架,
24、所述緩震環架上設置有導向桿,所述擠壓移動基座上開設有與所述導向桿配合的擠壓收納槽,所述擠壓活動基座上設置有與所述對接基桿配合的對接收納槽。
25、本發明通過在上模和下模模具中創新性地使用c型環墊圈,該技術方案顯著增強了模具的密封性,特別是在超高壓條件下,c型環墊圈與壓力的正相關密封特性,使得密封性能隨壓力增加而提升,解決了傳統密封方式在高壓下易泄漏的問題。
26、本發明中的儲氣腔活塊與氣密墊圈單元的配合,以及氣壓緩釋組件和氣壓減緩組件的設計,實現了超臨界流體壓力的動態調節和精確控制,不僅提高了發泡成型過程的穩定性,還減少了對大型成型機噸位的依賴,降低了能耗。
27、本發明中的儲氣腔與成型腔的分離設計,是確保超臨界流體能夠從多個方向均勻進入高聚物材料,結合上模成型板中的精密透氣組件,包括單向閥、主氣路、分配氣路等,實現了超臨界流體的精確導入和均勻分布,極大提升了發泡的均勻性和制品的內部結構質量。
28、本發明通過儲氣腔的壓力自維持設計,可在超臨界流體處理的后期,利用儲氣腔的壓力來維持成型腔的壓力,減少外部超臨界流體的連續供給,從而大幅度降低能耗。同時,在開模前預先釋放儲氣腔壓力,能夠有效減輕成型腔內的壓力,增加了開模操作的安全性,降低了模具損壞和操作風險。
29、本發明設計的模具能夠直接安裝于多層平板硫化機上,支持多個模具同時進行超臨界流體處理操作,顯著提高了生產效率和產能,滿足了大規模工業化生產的需求。同時,模具的模塊化設計便于模具的更換和維護,提高了系統的靈活性和可維護性,減少了停機時間,增加了生產連續性。
- 還沒有人留言評論。精彩留言會獲得點贊!