一種模塑塑料預制件成型設備及成型方法與流程
本發明涉及塑料注塑,具體為一種模塑塑料預制件成型設備及成型方法。
背景技術:
1、塑料預制件成型,是通過將廢舊塑料進行回收并加熱,使廢舊塑料變為熔融狀態,通過輸送機構將熔融狀態的廢舊塑料送入注塑模具內,隨后,通過冷卻使熔融狀態的廢舊塑料固化成型,再將模具的定模和動模分離,從而使固化成型的塑料件從模具中取出。
2、如公開號為:cn118061449b,名稱為:《一種家用電器塑料配件的高效注塑裝置》,其括工作臺,所述工作臺上固定設置有支撐座,所述支撐座上固定設置有下料箱,所述下料箱上滑動設置有防堵管,所述防堵管上固定設置有升降架,所述下料箱上轉動設置有轉軸,所述轉軸上固定設置有轉板,所述轉板與升降架之間設置有連桿,所述連桿的兩端分別與轉板和升降架轉動連接。
3、諸如包含上述專利的現有技術中,在注塑作業進行時,通常是通過液壓缸帶動動模進行往復直線運動,使動模能夠與固定不動的定模進行貼靠配合,從而完成開模、合模的動作;但是,每次注塑時,只能完成一個塑料件的注塑,注塑成型的工作效率有待提高;同時,在脫模時,已經成型的塑料件可能粘附在定模或動模上,使成型的塑料件難以取下。
技術實現思路
1、本發明的目的是提供一種模塑塑料預制件成型設備及成型方法,以解決上述現有技術中的不足之處。
2、為了實現上述目的,本發明提供如下技術方案:一種模塑塑料預制件成型設備,包括:
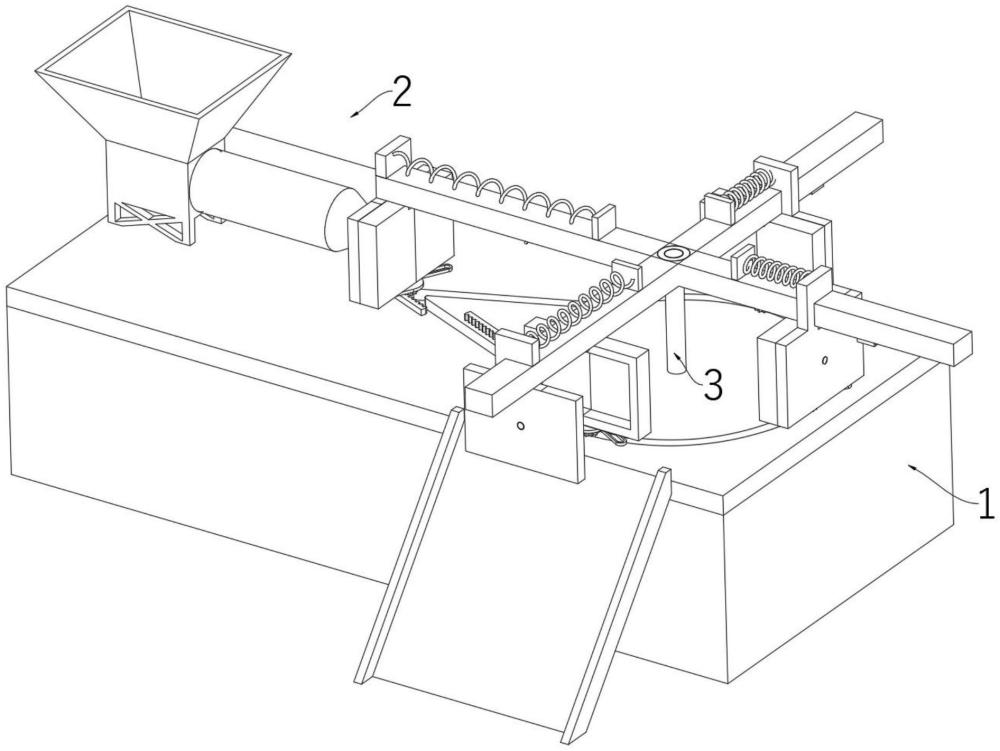
3、機架,機架上開設有行程槽;
4、送料機構,其包括固定連接在機架上的料斗,料斗連通有輸送管,輸送管內轉動連接有絞龍;
5、轉軸,其轉動連接在機架上;
6、多組模具機構,每個模具機構均固定連接在轉軸上,每個模具機構均包括固定連接在轉軸的橫桿,橫桿上滑動連接有底模,還包括滑動連接在行程槽內的行程桿,行程桿上轉動連接有模架,模架上滑動連接有兩個開合模,兩開合模相互抵接配合,且兩開合模同時與底模抵接配合,行程桿上固定連接有開合板,開合板與兩開合模滑動抵接,行程桿上固定連接有第一齒輪,機架上固定連接有第一齒條和第二齒條,第一齒條和第二齒條均與第一齒輪嚙合配合;
7、轉軸轉動的過程中,依次具有第一行程、第二行程、在第三行程以及在第四行程:
8、在第一行程:兩開合模推動底模在橫桿上沿第一方向滑動,使底模與輸送管的口部連通配合;
9、在第二行程:兩開合模和底模同步在橫桿上沿第二方向滑動,且兩開合模相互遠離并復位,使注塑成型的塑料件與兩開合模脫離;
10、在第三行程:底模保持靜止,而兩開合模繼續在橫桿上沿第二方向滑動,使兩開合模遠離底模;
11、在第四行程:兩開合模保持靜止,底模繼續在橫桿上沿第二方向滑動,并在其滑動的過程中,將底模上的塑料件進行脫模。
12、進一步在于,行程槽由圓槽、連通槽以及脫離槽連通組成。
13、進一步在于,還包括設置在橫桿上的限位機構,限位機構包括轉動連接在橫桿上的撥桿,撥桿的一端與其中一開合模抵接配合,另一端轉動連接有連桿,連桿橫向滑動連接在橫桿上,連桿上轉動連接有滑塊,滑塊橫向滑動連接在橫桿上,橫桿上豎向滑動連接有限位塊,限位塊與滑塊滑動抵接,限位塊與橫桿之間設置有第一彈簧,限位塊與底模抵接配合,底模與橫桿之間設置有第二彈簧。
14、進一步在于,限位塊上固定連接有第一抵接桿,滑塊上開設有升降槽,第一抵接桿滑動連接在升降槽內。
15、進一步在于,限位塊上具有抵接斜面和限位平面,底模與抵接斜面抵接配合,底模上具有定位平面,定位平面與限位平面抵接配合。
16、進一步在于,還包括剪料脫模機構,其包括橫向滑動連接在底模上的兩剪刀,兩剪刀上均固定連接有第二抵接桿,底模內轉動連接有轉盤,轉盤上開設有兩剪料槽,兩第二抵接桿分別一一對應地與兩剪料槽滑動抵接,轉盤上固定連接有套筒,套筒上開設有兩頂料槽,底模上滑動連接有連通料管,連通料管與輸送管的口部連通配合,連通料管上固定連接有兩第三抵接桿,兩第三抵接桿分別一一對應地與兩頂料槽滑動抵接。
17、進一步在于,剪料槽由靠近段、遠離段以及同軸弧槽連通組成。
18、進一步在于,頂料槽由保持段和頂出段連通組成。
19、進一步在于,還包括聯動機構,其包括固定連接在轉盤上的錐齒輪盤,底模上轉動連接有錐齒輪,錐齒輪與錐齒輪盤嚙合,錐齒輪上固定連接有轉動桿,轉動桿上固定連接有棘爪,底模上轉動連接有棘輪,棘爪與棘輪卡接配合,棘輪上固定連接有第二齒輪,橫桿上固定連接有第三齒條,第三齒條與第二齒輪嚙合配合,底模上開設有供第三齒條穿過的通槽。
20、成型方法,其采用如上所述的模塑塑料預制件成型設備,包括以下步驟:
21、步驟一:向料斗內加入廢舊塑料,并對輸送管進行加熱,使廢舊塑料受熱變為熔融狀態;
22、步驟二:驅動轉軸沿第一方向轉動,使轉軸帶動各組模具機構同步移動,并帶動其中一組模具機構中的行程桿在行程槽的連通槽內滑動,從而使底模與輸送管的口部連通;
23、步驟三:驅動絞龍轉動,絞龍通過轉動,將熔融狀態的廢舊塑料從輸送管的口部流出,并經過連通料管流入底模與兩開合模之間所形成的注塑空間內;
24、步驟四:對注塑空間內的熔融狀態的廢舊塑料進行冷卻,冷卻完成后,繼續驅動轉軸沿第一方向轉動,使行程桿在脫離槽內滑動,使底模遠離輸送管,并使底模和兩開合模同步在橫桿上滑動,在滑動過程中,通過第一齒輪分別與第一齒條、第二齒條嚙合配合,實現兩開合模先相互遠離,再進行復位,使得注塑成型件首先與兩開合模脫離,隨后,底模在滑動過程中被限位塊的限位平面抵接限位,而兩開合模繼續在橫桿上滑動;
25、步驟五:隨著轉軸繼續轉動,兩開合模在滑動過程中,會與撥桿抵接,驅使撥桿發生轉動,撥桿帶動連桿和滑塊橫向移動,通過滑塊與限位塊的滑動抵接配合,使限位塊豎直向上移動,使限位塊與底模脫離抵接,在第二彈簧的彈力作用下,底模向兩開合模所在位置處滑動;
26、步驟六:在底模向兩開合模所在位置處滑動的過程中,通過第二齒輪與第三齒條嚙合配合,帶動棘輪、棘爪、錐齒輪、錐齒輪盤、轉盤、套筒旋轉,轉盤的旋轉帶動兩剪刀相互靠近并遠離,使兩剪刀對澆口處的邊角料進行裁剪,套筒的旋轉帶動連通料管向轉盤的一端頂出,將已完成了邊角料裁剪的注塑件從底模上頂下脫離,從而完成脫模動作。
27、在上述技術方案中,本發明提供的一種模塑塑料預制件成型設備:
28、1、通過轉軸帶動多組模具機構同步移動,能夠提高注塑效率,同時通過兩開合模相互遠離,避免了成型的注塑件與兩開合模粘連;通過對底模限位,而兩開合模滑動,使底模與兩開合模之間具有下料空間,再通過底模向兩開合模位置處滑動,在滑動的過程中被動式使注塑成型件從底模上完成脫模,并從該下料空間落下。
29、2、通過設置剪料脫模機構,通過轉盤和套筒的轉動,使轉盤帶動兩剪刀相互靠近,以對澆口邊角料進行裁剪,避免了后續對邊角料的裁剪作業;通過套筒帶動連通料管向底模外部頂出,使連通料管補單具有傳輸熔融狀態的塑料物料的同時,還具備脫模下料的作用。
30、3、通過聯動機構和限位機構的配合,由于第二齒輪與第三齒條,以及棘輪、棘爪的配合,實現在底模向兩開合模位置處滑動的過程中,為聯動機構提供動力,并通過聯動機構將動力傳遞給剪料脫模機構;同時,在底模向輸送管位置處靠近時,由于聯動機構的單向傳遞作用,聯動機構和剪料脫模機構均不工作。
- 還沒有人留言評論。精彩留言會獲得點贊!