一種汽車轉向燈燈罩注塑成型機及其工藝的制作方法
本發明涉及汽車零部件制造,具體涉及一種汽車轉向燈燈罩注塑成型機及其工藝。
背景技術:
1、注塑模具是一種注射兼模塑的成型方法,在一定溫度下,將完全熔融的塑料材料注入模腔,經冷卻固化后,得以成型,在制作汽車轉向燈燈罩時,就需要用到注塑模具。
2、發明人在日常工作中發現,完全融化的塑料溫度極高,而在注塑過程中,模具在閉合時,部分多余的融化塑料會在模具擠壓的作用下從模具中掉落在注塑成型機內部,導致機體內部大部分都沾附有融化的塑料,融化的塑料在定型后對機體內部造成嚴重污染現象,難易清理,降低美觀性,而且,在擠壓后,模具會掉落一些定型塑料的邊角料,累積過多時,需要人工進行清理、降低工作性能、降低實用性。
3、為了解決上述問題,本發明中提出了一種汽車轉向燈燈罩注塑成型機及其工藝。
技術實現思路
1、(1)要解決的技術問題
2、本發明的目的在于克服現有技術的不足,適應現實需要,提供一種汽車轉向燈燈罩注塑成型機及其工藝,以解決上述技術問題。
3、(2)技術方案
4、為了實現本發明的目的,本發明所采用的技術方案為:
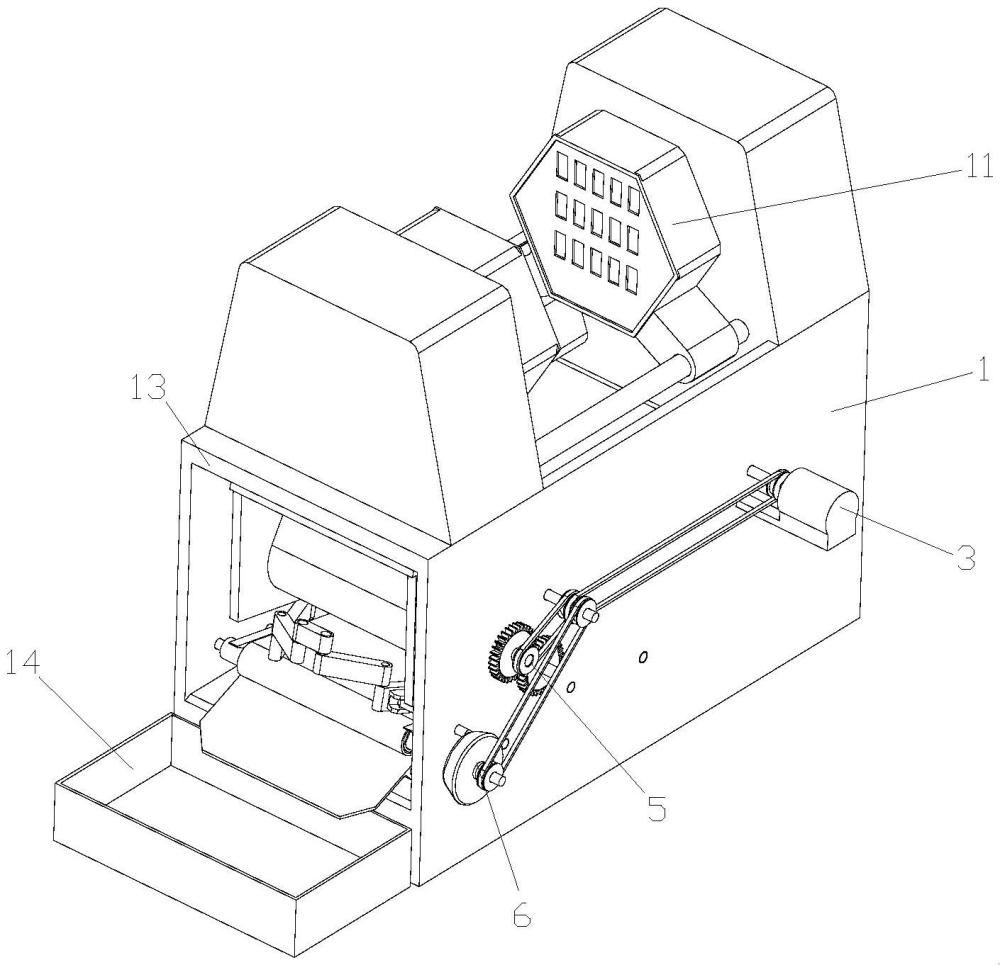
5、一種汽車轉向燈燈罩注塑成型機,包括注塑成型機,所述注塑成型機頂端中間設置有注塑模具裝置;所述注塑成型機內部開設有容納腔,該容納腔一側壁開設有排廢口,該排廢口端口處設置有收集箱;所述容納腔內上部兩側均固定連接有導向塊;所述注塑成型機后側面設置有輸送機構和打碎機構;所述容納腔內一側設置有防護機構。
6、進一步的,所述導向塊一側面形成有導向面。
7、進一步的,所述輸送機構包括有固定支撐在支撐板一側上端的電機,該電機輸出端連接有第一轉動軸,該第一轉動軸一端貫穿于注塑成型機兩側壁的第一轉動孔內,且第一轉動軸中間套設有第一輥筒,該第一輥筒外側面輸送有輸送帶,該輸送帶內環包覆有第二輥筒、第三輥筒、第四輥筒、第五輥筒、第六輥筒,該第二輥筒內部套設有第二轉動軸,該第二轉動軸兩端貫穿在注塑成型機兩側壁的第二轉動孔內,該第三輥筒內部套設有第三轉動軸,該第三轉動軸兩端貫穿在注塑成型機兩側壁的第三轉動孔內,該第四輥筒內部套設有第四轉動軸,該第四轉動軸兩端貫穿在注塑成型機兩側壁的第四轉動孔內,該第五輥筒內部套設有第五轉動軸,該第五轉動軸兩端貫穿在注塑成型機兩側壁的第五轉動孔內,該第六輥筒內部套設有第六轉動軸,該第六轉動軸兩端貫穿在注塑成型機兩側壁的第六轉動孔內。
8、進一步的,所述第一轉動軸在注塑成型機外側面的一端套設有第一帶輪,該第一帶輪通過第一傳動帶傳動連接有第二帶輪,該第二帶輪內部套設在第二轉動軸一端的外側面,且第二帶輪通過第二傳動帶傳動連接有第三帶輪,該第三帶輪內部套設在第四轉動軸一端外側面上。
9、進一步的,所述防護機構包括有固定支撐在防護殼兩側面的固定柱,該防護殼一側壁下端開設有通口,且防護殼兩側壁均開設有第一通孔、第二通孔、第三通孔,且防護殼內下部一側固定連接有刮板,該刮板上端面形成有第一刮料面,且刮板下部一側面形成有擋板,所述排廢口內底部固定連接有排料板,該排料板一側端面形成有第二刮料面,且排料板上表面形成有傾斜面,所述防護殼內部設置有弧形板,其防護殼下部一側開設有第一重合槽和第二重合槽,所述第三轉動軸兩端貫穿在防護殼上的第三通孔內槽。
10、進一步的,所述第一刮料面抵觸在輸送帶的外側面,所述第二刮料面抵觸在輸送帶的外側面,該傾斜面一側延伸在收集箱的內部。
11、進一步的,所述打碎機構包括有傳動連接于第二帶輪上的第四傳動帶,該第四傳動帶一側套設有第四帶輪,該第四帶輪內部套設有第七轉動軸,該第七轉動軸一端外側面套設有第一轉動筒,該第一轉動筒沿其軸線方向等間距設置有多個第一打碎件,該第一打碎件沿第一轉動筒的外側等角度環形連接在第一轉動筒外側上,且第七轉動軸兩端貫穿在第一通孔內,其中,第七轉動軸兩端均貫穿在注塑成型機的兩側壁的第七轉動孔,所述第七轉動軸一端套設有第一齒輪,該第一齒輪嚙合配合有第二齒輪,該第二齒輪內部套設有第八轉動軸,該第八轉動軸兩端貫穿在第二通孔內,且第八轉動軸兩端貫穿在第二通孔內,其中,第八轉動軸兩端均貫穿在注塑成型機的兩側壁的第八轉動孔,所述第八轉動軸一端外側連接有第二轉動筒,該第二轉動筒沿其軸線方向等間距設置有多個第二打碎件,該第二打碎件沿第二轉動筒的外側等角度環形連接在第二轉動筒。
12、進一步的,所述第一打碎件和第二打碎件呈交叉狀態,所述弧形板內表面包覆于第一打碎件和第二打碎件的外圍。
13、進一步的,所述導向機構包括有固定支撐在第一重合槽內部并通過第一固定桿外側轉動連接有第一擺動板,該第一擺動板通過第二固定桿外側鉸接有傳動桿,該傳動桿一端固定連接有限位板,該限位板一側面與注塑成型機的內側壁之間連接有彈簧體,所述傳動桿一端貫穿有滑動孔,該滑動孔開設在注塑成型機一側壁上,其中,傳動桿頂端成形有半圓球形狀,該半圓球形狀外側面抵觸有傳動盤,該傳動盤圓中心內部固定連接在第四轉動軸的外側,所述第一擺動板一側通過第三固定桿轉動連接有第一收合板,該第一收合板一側通過第四固定桿轉動連接有連接板,該連接板一側通過第五固定桿連接有第二收合板,該第二收合板一側通過第六固定桿轉動連接有第二擺動板,該第二擺動板通過第七固定桿連接在第二重合槽一側內底部。
14、一種汽車轉向燈燈罩注塑成型機的使用方法,具體方法步驟如:
15、s1、注塑:在一定溫度下,將完全熔融的塑料材料注入模腔;
16、s2、輸送:通過輸送機構上的輸送帶將其把融化的塑料和定型的邊角料輸送到打碎機構內;
17、s3、打碎:利用打碎機構上的第一打碎件和第二打碎件進行把定型的邊角料進行打碎;s4、第一次刮除:輸送帶表面上的定型后的塑料,利用刮板上的第一刮料面進行刮除;s5、第二次刮除:輸送帶又通過排料板上的第二刮料面進行二次刮除工作;
18、s6、通過第二擺動板和第一擺動板的導向,使鋪滿在輸送帶上的塑料向輸送帶中間處進行導向;
19、s7、排出:被第二擺動板和第一擺動板導向后的塑料,通過輸送帶向外排出并掉落到排料板上,利用傾斜面把排出的塑料導向到收集箱的內部。
20、有益效果:
21、本發明中,通過第一打碎件和第二打碎件的設置,使較大的定型的邊角料進行打碎,打碎后的定型的邊角料體積變小,不會占用收集箱的內部空間,可收集更多的打碎的定型的邊角料,提高實用性。
22、本發明中,通過刮板的設置,使輸送帶上的定型的塑料進行自動清理,無需人工參與,可把刮除的定型的塑料導向到輸送帶的上表面,避免因刮除的定型的塑料掉落在輸送帶和第三輥筒轉動之間,降低損壞度,進而,提高實用性,在打碎中,為了避免出現打碎的塑料向第三輥筒和輸送帶轉動連接處,
23、本發明中,通過設置了擋板,使第三輥筒和輸送帶繼續保持正常運行,有效避免輸送帶和第三輥筒轉動之間卡設有打碎的塑料的問題,使輸送帶防止出現破損現象,提高使用壽命。
24、本發明中,通過防護殼的設置,使打碎中的塑料不會隨意飛濺在容納腔內部,只能在防護殼內部隨意向外飛濺,飛濺過后,通過防護殼內壁把飛濺的塑料導向到輸送帶上,保證讓打碎的塑料都會掉落在輸送帶上,提高實用性。
25、本發明中,通過輸送機構的設置,為了防止機體內部出現大量的融化的塑料,利用輸送帶可把剛掉落的融化的塑料和定型的邊角料進行向外輸送,可自動循環輸送,無需人工參與,避免定型的邊角料累積過多的現象,無需人工進行清理,提高工作性能、提供實用性,也避免出現污染嚴重現象,減輕污染程度,使清理較為方便,提高美觀性。
26、本發明中,通過傳動盤上的突出塊的高點,讓第二擺動板的一側和第一擺動板可把鋪面的塑料集中導向到輸送帶中間處,可有效解決傾斜面邊緣處無法接住排出的塑料而向外掉落現象,可完全使傾斜面把排出的塑料導向到收集箱的內部,提高工作性能,無需人工清理掉落的塑料,提高工作環境。
27、本發明中,通過傳動盤上的突出塊的低點,讓第二擺動板和第一擺動板轉動角度過小,使堆積的塑料沿第二擺動板一側面和第一擺動板一側面向輸送帶中間導向,進而,通過傳動盤使第二擺動板一側面和第一擺動板進行來回擺動工作,且現實自動清理塑料堆積現象。
- 還沒有人留言評論。精彩留言會獲得點贊!