一種聚酯切片結晶干燥聯合機及制紗工藝的制作方法
本技術涉及聚酯切片的,尤其是涉及一種聚酯切片結晶干燥聯合機及制紗工藝。
背景技術:
1、聚酯切片通常指聚合生產得到的聚酯原料一般加工成約4*5*2毫米左右的片狀顆粒,而讓聚合物聚酯切片結晶,可提高其熔融溫度,防止后面的加熱干燥過程中,出現聚合物結塊。
2、相關技術中,可參考授權公告號為cn215490916u的中國專利,其公開了一種聚酯切片的干燥設備,包括機架和設置在機架上用于輸送聚酯切片的輸送管,機架上設置有對輸送管內聚酯切片進行干燥的干燥機構,干燥機構包括干燥箱,干燥箱設置在機架上且與輸送管連接;加熱機構,加熱機構設置在機架上且與干燥箱連接且用于對干燥箱內聚酯切片進行加熱干燥;出料管,出料管設置在干燥箱上且用于導出聚酯切片。
3、聚酯切片通過輸送管進入干燥箱內,風機和加熱管啟動對干燥箱內聚酯切片吹熱風干燥,干燥后的熱風通過回風管導回加熱箱內繼續對聚酯切片加熱烘干。干燥完成后,風機停止運行,打開出料閥門,第一風扇啟動將聚酯切片吹至出料管管口處,第二風扇啟動將吹動聚酯切片進行出料。
4、為了在干燥過程中減小聚酯切片進入出料管內,因此回風管位于出料管靠近熱風進入一側;干燥時,聚酯切片全部加入干燥箱內進行干燥,而聚酯切片數量較多且重量較輕,因此聚酯切片會在熱風的推動下靠近回風管處移動且速度較快,而聚酯切片聚集后會對熱氣的移動形成阻擋,靠近熱風一側的聚酯切片干燥效果較好,而另一側的聚酯切片則干燥效果較差,而且熱風還會推動部分聚酯切片移至回風管靠近出料管一側,使得熱風難以與此部分的聚酯切片接觸后進行干燥,從而導致對聚酯切片的干燥不均勻,降低了對聚酯切片的干燥效果。
技術實現思路
1、為了提高聚酯切片的干燥效果,本技術提供了一種聚酯切片結晶干燥聯合機及制紗工藝。
2、第一方面,本技術提供的一種聚酯切片結晶干燥聯合機,采用如下的技術方案:
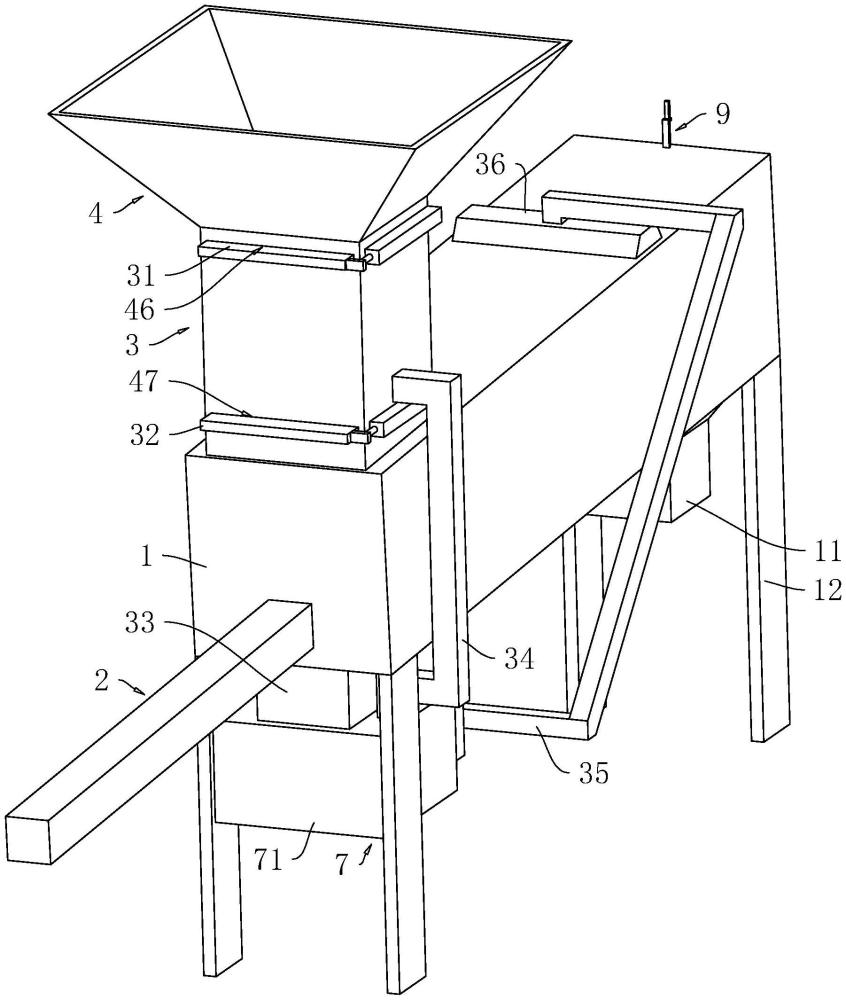
3、一種聚酯切片結晶干燥聯合機,包括箱體、設置在箱體上且用于出料的出料管和推動聚酯切片進入出料管進行出料的推料組件,還包括設置在箱體上的干燥機構,所述干燥機構包括:
4、進料斗,所述進料斗設置在箱體上;
5、第一進料門和第二進料門,所述第一進料門和第二進料門均滑移設置在箱體上且上下間隔設置,所述第一進料門和進料斗之間配合形成供聚酯切片放置的第一腔室,所述第二進料門、第一進料門和進料斗之間配合形成第二腔室;
6、控制組件,所述控制組件設置在進料斗上且用于控制第一進料門和第二進料門移動,所述第一進料門打開而使得第一腔室內的聚酯切片添加到第一腔室內,所述第二進料門打開形成供聚酯切片通過的進料通道;
7、進氣管,所述進氣管設置在箱體下表面上且用于向箱體內通入熱氣;
8、吹料管,所述吹料管設置在進料斗上且與第二腔室連通,所述吹料管向第二腔室內通入熱氣而對聚酯切片進行加熱且能推動聚酯切片依次通過進料通道添加到箱體內;
9、回流管,所述回流管設置在箱體上且位于進氣管靠近出料管一側并用于對箱體內熱氣回收利用,使得添加到所述箱體內熱氣和聚酯切片朝向出料管和回流管方向移動。
10、通過采用上述技術方案,聚酯切片放置第一腔室內儲存,控制組件控制第一進料門打開,使得聚酯切片移至第一腔內進行填充,然后第一進料門關閉,吹料管向第二腔內輸入熱氣,此時進入第二腔室內的熱氣能夠預先對聚酯切片進行加熱,然后第二進料門打開形成進料通道,同時進氣管向箱體內輸入熱氣,同時靠近進料通道處的聚酯切片先向下掉落進入箱體內,而進氣管內的熱氣向上對聚酯切片進行加熱,而且還能控制進料通道的大小而使得聚酯切片掉落速率適宜,從而做到加熱效果和效率兩者兼著。
11、聚酯切片在熱氣作用下朝向回流管移動,而位于進料通道的聚酯切片掉落一部分會形成堆積而停止掉落,此時位于第二腔室內的熱氣已經聚集的較多,從而使得熱氣通過進料通道進入箱體,熱氣的移動也推動聚酯切片進入箱體,使得聚酯切片繼續循序漸進的加入箱體,而且新進入的熱氣和進氣管進入的熱氣相互匯合后對聚酯切片進行加熱,從而將一次性添加的聚酯切片分成多份,使得熱氣每次對少量的聚酯切片進行加熱,而且聚酯切片從掉落處到回流管處還需要移動一段距離,從而大大提高了對聚酯切片的干燥效率和效果。
12、當位于第二腔室內聚酯切片全部進入箱體內后,吹料管關閉,而進氣管繼續輸入熱氣對聚酯切片進行加熱,直至聚酯切片加熱干燥完成,吹料管和回流管關閉,推料組件推動聚酯切片進入出料管進行出料,以此來完成聚酯切片的干燥結晶。
13、通過第二進料門打開較小的進料通道以供部分聚酯切片進入箱體內,進氣管輸出熱氣對進入箱體內的聚酯切片進行加熱干燥,而吹料管向第二腔室內輸入熱氣,以此來實現對聚酯切片進行加熱干燥,同時隨著熱氣的增多而推動聚酯切片通過進料通道添加到箱體內,使得聚酯切片隨著熱氣輸入逐步添加到箱體內,從而實現將聚酯切片分成多份去干燥,因此大大提高了對聚酯切片的干燥效率和效果,而且熱氣預先對聚酯切片加熱同時也用于推動聚酯切片移動,從而大大降低了量聚酯切片全部加入而造成干燥不均勻的概率,提高了聚酯切片的干燥效果。
14、可選的,所述箱體上且位于進氣管處設置有將聚酯切片和熱氣導向到回流管的導向組件,所述導向組件包括:
15、導向片一和導向片二,所述導向片一和導向片二上下間隔設置在箱體上,所述導向片一將通過進料通道的聚酯切片和熱氣進行導向且使得向下并靠近回流管移動,所述導向片二將進氣管內的熱氣進行導向且使得熱氣向上并靠近回流管移動。
16、通過采用上述技術方案,通過進料通道進入的熱氣和聚酯切片在導向片一導向下下移且朝向靠近回流管移動,而通過進氣管進入箱體內的熱氣在導向片二導向下上移且也朝向靠近回流管移動,且聚酯切片移動過程中被熱氣加熱,兩股熱氣相遇后同時對聚酯切片進行加熱干燥,熱氣對聚酯切片的沖擊也會使得聚酯切片向上漂浮而不是向下掉落,使得更多的聚酯切片能夠漂浮,從而增大了聚酯切片與熱氣接觸的概率,使得聚酯切片井然有序的朝向回流管移動,從而進一步提高了對聚酯切片的干燥效果。
17、可選的,所述箱體上設置有阻擋機構,所述出料管與箱體內底壁連通,所述阻擋機構包括:
18、擋板,所述擋板頂端通過轉軸轉動設置在箱體內頂側壁上且底部傾斜向下伸至出料管靠近回流管一側,所述擋板用于阻擋聚酯切片進入出料管內和移至回流管靠近出料管一側;
19、驅動組件,所述驅動組件設置在箱體上且用于驅動擋板轉動,使得所述擋板擋住或解鎖對出料管管口的封堵且能夠驅動擋板往復擺動。
20、通過采用上述技術方案,擋板從出料管一側伸至另一側,以此來實現對出料管管口進行封堵,從而阻擋聚酯切片進入出料管內和移至出料管遠離回流管一側,而且擋板呈傾斜狀態,因此堆積在擋板上的聚酯切片在重力作用下朝向靠近回流管移動,使得更多的聚酯切片與熱氣接觸進行加熱;同時驅動組件還能驅動擋板進行較小范圍內的往復擺動,從而實現對擋板進行抖動,使得位于擋板上的聚酯切片盡可能朝向回流管移動,從而進一步提高了對聚酯切片的干燥效率和效果。
21、干燥完成需要出料時,驅動組件驅動擋板轉動遠離出料管后抵靠在箱體內頂壁上進行定位,然后推料組件即能啟動推動聚酯切片移至出料管內進行出料,出料完成后,驅動組件繼續啟動驅動擋板抵靠在箱體內底壁上,以此來對出料管管口進行阻擋封堵。
22、可選的,所述驅動組件包括:
23、齒輪,所述齒輪設置在轉軸上;
24、齒條,所述齒條滑移設置在箱體上且與齒輪嚙合;
25、驅動件,所述驅動件設置在箱體上且用于驅動齒條移動。
26、通過采用上述技術方案,驅動件啟動驅動齒條移動,齒條移動帶動齒輪和轉軸轉動,轉軸轉動帶動擋板轉動,以此來實現驅動擋板轉動。
27、可選的,所述控制組件設置有兩個且分別與第一進料門和第二進料門連接,所述控制組件包括:
28、控制板,所述控制板設置在第一進料門上;
29、控制件,所述控制件設置在進料斗上且用于驅動控制板移動
30、通過采用上述技術方案,控制件啟動帶動控制板移動,控制板移動帶動第一進料門移動。
31、可選的,所述箱體上還設置有與進氣管和吹料管連通且用于提供熱氣的供氣機構,所述供氣機構包括:
32、加熱箱,所述加熱箱設置在箱體上,所述進氣管和吹料管底部與加熱箱上表面連接;
33、加熱管,所述加熱管設置在箱體上且用于對空氣進行加熱;
34、風機,所述風機設置在箱體上且使得加熱后空氣進入進氣管和吹料管內,所述回流管通過干燥組件與加熱箱連通,所述干燥組件對回流管內的空氣進行干燥且使得干燥后熱氣回流到加熱箱內。
35、通過采用上述技術方案,風機啟動,外界的空氣進入加熱箱內,加熱管對進入空氣進行加熱形成熱氣,熱氣進入進氣管和吹料管內進行干燥,使得聚酯切片內的水分混入熱氣進入回流管內,然后干燥組件對回流管內的熱氣進行干燥,接著熱氣繼續回移至加熱箱內進行回收利用,而且干燥組件能夠對水分進行去除,從而降低了回收熱氣中水分數量,從而進一步提高了對聚酯切片的干燥效率和效果。
36、可選的,所述干燥組件包括:
37、干燥箱,所述干燥箱設置在加熱箱上且與加熱箱和回流管連通并開設有移動孔;
38、安裝框,所述安裝框滑移設置在移動孔上且卡接安裝有用于對回流管進入的空氣進行干燥的干燥件。
39、通過采用上述技術方案,熱氣和水分進入干燥箱內,干燥件對水分進行吸收,然后熱氣進入加熱箱內進行回收利用,從而實現對水分進行吸收,同時還能取下安裝框對干燥件進行更換,從而進一步提高了對聚酯切片的干燥效率和效果。
40、可選的,所述推料組件包括:
41、推料板,所述推料板滑移設置在箱體上且用于將聚酯切片推動移至出料管內;
42、調節板,所述調節板沿靠近或遠離導向片二的方向滑移設置在推料板上;
43、調節件,所述調節件設置在調節板上且與推料板連接,所述調節板在調節件彈力作用下抵壓在導向片二上進行定位;
44、推動件,所述推動件設置在箱體上且用于驅動推料板移動。
45、通過采用上述技術方案,推動件啟動帶動推料板和調節板移動,調節板隨著導向板二逐步變大,因此調節板和推料板配合推動聚酯切片移至出料管進行出料,而出料完成后,推動件啟動帶動推料板和調節板移動,調節板回移至導向片二出,調節板被擠壓靠近推料板,因此能夠對導向片二進行避位同時有也提高了對聚酯切片的推動效果,提高了對聚酯切片的干燥效率和效果。
46、可選的,所述回流管上設置有控制開閉的回流閥,所述進氣管和回流管與箱體連接處均設置有用于阻擋聚酯切片通過的過濾板。
47、通過采用上述技術方案,當聚酯切片將要干燥完成時,回流閥關閉,吹料管輸入熱氣一段時間后停止,使得箱體形成一個高溫高壓環境,關閉吹料管熱氣輸入,箱體內的高溫高壓環境能夠提高對聚酯切片的效率和效果;
48、兩個過濾板對聚酯切片進行阻擋,降低了聚酯切片造成的損失,而且也降低了聚酯切片進入而造成堵塞等現象的概率,提高了對聚酯切片的干燥效率和效果。
49、第二方面,本技術提供的一種制紗工藝,采用如下的技術方案:
50、一種制紗工藝,包括以下步驟:
51、進料:將聚酯切片添加到第一腔室內,第一進料門打開使得聚酯切片移至第一腔室內進行暫存,第一進料門關閉;
52、加熱:吹料管打開向第二腔室內通入熱氣,以此來對位于第二腔室內的聚酯切片進行加熱,第二進料門移動形成進料通道,同時進氣管向箱體內通入熱氣,聚酯切片掉落后與熱氣接觸進行加熱干燥結晶,位于第二腔室內的熱氣吹動聚酯切片通過進料通道添加到箱體內,以此來對聚酯切片進行加熱且推動聚酯切片朝向回流管移動,同時熱氣通過回流管回流進行回收利用,從而實現對聚酯切片進行干燥結晶;
53、出料:阻擋機構啟動打開出料管管口,推料組件啟動推動聚酯切片移至出料管內進行出料,最后阻擋機構啟動對出料管管口進行封堵,然后重復以上步驟,從而實現對聚酯切片進行干燥結晶。
54、綜上所述,本技術包括以下至少一種有益技術效果:
55、通過第二進料門打開較小的進料通道以供部分聚酯切片進入箱體內,進氣管輸出熱氣對進入箱體內的聚酯切片進行加熱干燥,而吹料管向第二腔室內輸入熱氣,以此來實現對聚酯切片進行加熱干燥,同時隨著熱氣的增多而推動聚酯切片通過進料通道添加到箱體內,使得聚酯切片隨著熱氣輸入逐步添加到箱體內,從而實現將聚酯切片分成多份去干燥,因此大大提高了對聚酯切片的干燥效率和效果,而且熱氣預先對聚酯切片加熱同時也用于推動聚酯切片移動,從而大大降低了量聚酯切片全部加入而造成干燥不均勻的概率,提高了聚酯切片的干燥效果。
- 還沒有人留言評論。精彩留言會獲得點贊!