一種連續纖維增強熱塑性樹脂預浸絲的制備裝置及方法
本發明屬于連續纖維復合材料增材制造領域,涉及一種連續纖維增強熱塑性樹脂預浸絲的制備裝置及方法。
背景技術:
1、增材制造技術是一種通過逐層堆積材料來制造物體的先進制造技術。相比傳統的制造技術,該技術能擺脫對模具的依賴,在特定的環境下可以縮短制造周期,提高生產效率。隨著對構件性能要求的不斷增加,有學者提出了連續纖維復合材料熔融長絲制造技術。該技術能夠實現復雜幾何形狀復合材料結構的有效制造,利用該技術制造的構件有望被用在航空航天、體育、汽車、醫療器械等領域。
2、連續纖維預浸絲是連續纖維熔融長絲制造的原料,且預浸絲的浸漬程度直接決定了打印構件的性能。因此,為實現高性能構件的打印,必須制備浸漬程度良好的預浸絲。針對該問題,部分學者已開展研究。qingxi?hu等人發表的《manufacturing?and?3d?printingof?continuous?carbonfiber?prepreg?filament》一文在《composites》2018年第53期中采用單螺桿和同軸擠出模具來制備連續纖維預浸絲,通過單螺桿來提升樹脂壓力,同時在制絲過程中噴嘴內部會形成樹脂膜,對制備的預浸絲形成保護。然而利用單螺桿對樹脂壓力提升有限,且無法在纖維絲和樹脂直接接觸的部位施加浸漬外力,導致預浸絲浸漬質量提升有限。汪驥等人的發明專利號為cn?114193658a,發明名稱為“一種連續碳纖維3d打印絲材外包裹方法及制備系統”的專利,發明了一種可制備連續碳纖維預浸絲的系統。該系統將纖維絲浸泡在樹脂溶液中來完成樹脂/纖維的浸漬,并通過休整單元得到一定直徑的預浸絲。該方法雖然能保證在預浸絲浸漬時纖維四周充滿樹脂溶液,但其本質還是依賴于樹脂自身的擴散作用作來實現樹脂/纖維的浸漬。然而,熔融樹脂本身的擴散作用較弱,無法滲透至纖維內部,這導致了預浸絲樹脂/纖維浸漬程度低。yuexi?zhuang等人發表的《preparation?of?pre-impregnated?continuous?carbon?fiber?reinforced?nylon6filaments?and?the?mechanical?properties?of?3d?printed?composites》一文在《materials?today?communications》2023年第35期使用單螺桿剪切熔融樹脂并通過模頭施加浸漬壓力。然而,單螺桿的剪切力與雙螺桿相比較弱,無法較大程度降低樹脂粘度,此外,利用一定直徑模頭來施加浸漬壓力,其浸漬壓力較小,無法促使樹脂滲透到纖維內部。因此需要開發綜合考慮樹脂粘度以及外部浸漬壓力對預浸絲的樹脂/纖維浸漬程度和力學性能影響的連續纖維預浸絲制備的裝置,實現高浸漬率,高力學性能預浸絲的制備。
技術實現思路
1、本發明的目的是解決目前連續纖維預浸絲制備過程中樹脂粘度大、樹脂/纖維間浸漬壓力不足,導致制備的預浸絲浸漬程度低,力學性能差的問題。發明了一種連續纖維增強熱塑性樹脂預浸絲的制備裝置,綜合考慮樹脂粘度和浸漬壓力對預浸絲浸漬程度的影響,提高預浸絲的力學性能。
2、本發明的技術方案:
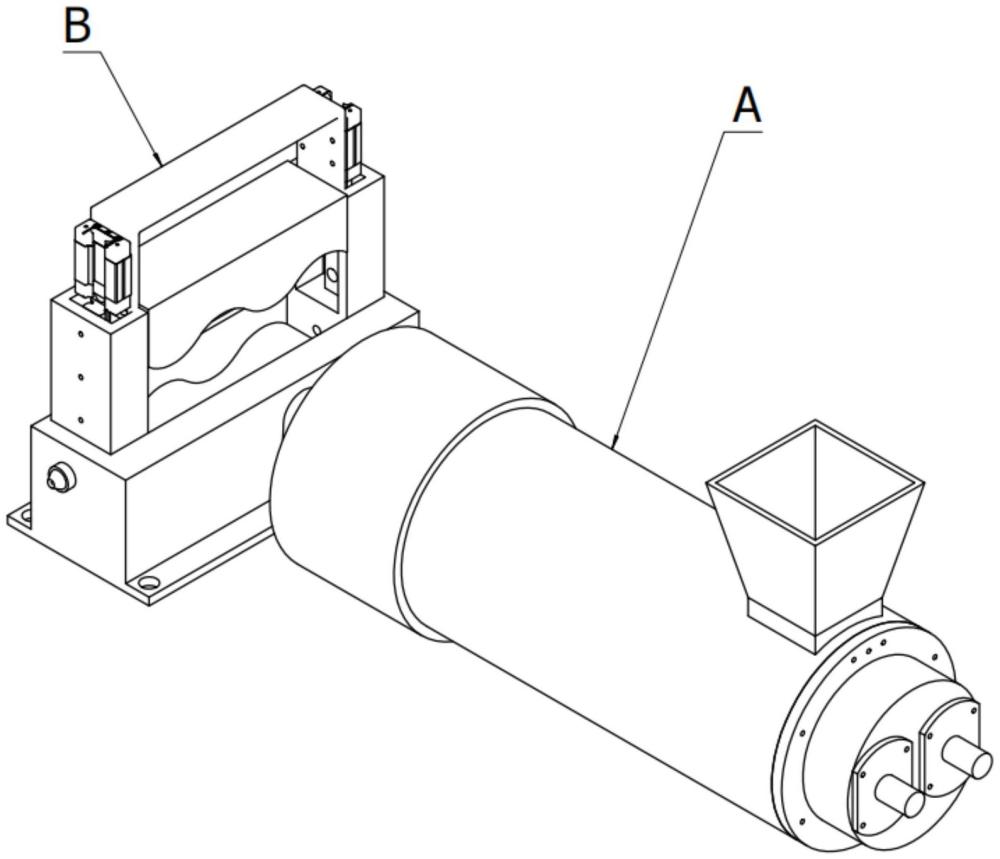
3、一種連續纖維增強熱塑性樹脂預浸絲的制備裝置,包括雙螺桿剪切單元和浸漬單元;所述雙螺桿剪切單元通過螺紋和浸漬單元連接并為浸漬單元輸送低粘度的熔融樹脂,浸漬單元主要由可控浸漬壓力的雙波浪流道組成,增大了樹脂/纖維間的浸漬壓力,提高了預浸絲的樹脂/纖維浸漬程度。
4、雙螺桿剪切單元為模塊化設計,方便拆卸更換;所述雙螺桿剪切單元包括螺桿、料筒a3、入口端蓋、軸承、軸承支架a10、螺桿桶a11、加熱圈a12、出料口a13和測溫口a14;軸承支架a10中放置軸承,料筒a3固定在螺桿桶a11上方用來添加樹脂粉末或顆粒,兩組軸承裝入軸承支架a10中,兩個入口端蓋嵌入軸承支架a10中限制兩組軸承移動,兩個螺桿在螺桿桶a11中旋轉剪切樹脂,螺桿一端連接在軸承支架a10,另一端連接在出料口a13;出料口a13連接在螺桿桶a11上,加熱圈a12在螺桿桶a11外側給整個螺桿桶a11加熱,測溫口a14中放置溫度傳感器進行實時測溫,并將溫度反饋至加熱圈a12,保證螺桿桶a11中的樹脂處于熔融態;
5、浸漬單元包括腔室b1、下波浪流道b2、上波浪流道b3、導軌、滑塊、連接件b8、加熱槽b9、測溫孔b10、噴嘴b11、纖維絲入口b12和纖維絲出口b13;腔室b1固定在底座上,第一導軌b4和第二導軌b5安裝在下波浪流道b2的內壁相對側,第一滑塊b6和第二滑塊b7固定在連接件b8兩側,滑塊在導軌內滑動;上波浪流道b3固定在連接件b8上,下波浪流道b2裝在腔室b1中,二者相對;下波浪流道b2側面開有加熱槽b9,加熱槽b9中放置加熱板,下波浪流道b2上開有測溫孔b10,用于放置溫度傳感器實現隨時測溫,并將溫度反饋到加熱板,保證浸漬單元中的樹脂一直處于熔融態;纖維絲從纖維絲入口b12進入,從纖維絲出口b13出進入噴嘴b11;噴嘴b11通過螺紋連接在纖維絲出口b13處用來保證制備的預浸絲直徑均勻;
6、所述雙螺桿剪切單元根據傳動裝置及剪切特性,螺槽的深度h1,螺桿螺棱直徑d1,兩根螺桿的中心距l1需滿足:2(d1-h1)≤l1≤2d1。
7、所述的出料口a13,其截面積a2需大于螺桿桶a1的截面積,以此保證熔融樹脂能被雙螺桿流暢的擠出。
8、所述的波浪流道均需進行打磨處理,避免劃斷預浸絲。波浪流道中含部分半圓結構,其半圓半徑r,波浪流道長度l和波峰高度h2,需滿足64(r2-(r2-h22))=l2。
9、所述浸漬單元中的纖維絲入口b12的高度h1,纖維絲出口的b13高度h2,纖維絲入口b12的直徑d1,纖維絲入口b12的直徑d2需滿足:以此來避免多余樹脂溢流到加熱槽中。所述浸漬單元的纖維絲出口b13為螺紋孔,用來連接噴嘴,從而制得所需直徑的預浸絲。
10、所述上波浪流道側壁和滑塊連接,可以在人為對連接件施加外力的情況下實現上波浪流道的上下移動,從而改變纖維絲和下波浪流道之間的夾角,以此來達到改變樹脂/纖維浸漬壓力的目的。
11、所述雙螺桿剪切單元和浸漬單元為模塊化可拆卸;雙螺桿剪切單元中的加熱源為加熱圈,浸漬單元中的加熱源為加熱板,雙螺桿剪切單元和浸漬單元的溫度反饋裝置均為k型熱電偶,浸漬單元中的k型熱電偶需緊貼下波浪流道的內壁以保證所測得的溫度可以真實反映波浪流道內的溫度。
12、一種連續纖維增強熱塑性樹脂預浸絲的制備裝置可以實現對熔融樹脂的剪切以及可控浸漬壓力的浸漬,外部k型熱電偶與加熱圈、加熱板間建立實時反饋機制,實現溫度的閉環控制,保證雙螺桿剪切單元和浸漬單元中的樹脂一直處于熔融狀態。
13、一種連續纖維增強熱塑性樹脂預浸絲的制備方法,包含以下步驟:
14、(1)首先將連續纖維干絲穿過浸漬單元;
15、(2)啟動雙螺桿剪切單元和浸漬單元中的加熱裝置,設定所需的溫度,等待雙螺桿剪切單元和浸漬單元加熱至設定溫度;
16、(3)向雙螺桿剪切單元中添加樹脂粉末,啟動電機,帶動雙螺桿作旋轉運動,并將熔融樹脂輸送到浸漬單元中;
17、(4)上下移動上波浪流道,找到最佳高度后使連續纖維保持勻速行進,從而制備連續纖維增強熱塑性樹脂預浸絲。
18、本發明的有益效果:改善了連續纖維增強熱塑性樹脂預浸絲制備中樹脂粘度大,浸漬壓力不足的問題,通過雙螺桿剪切單元和雙波浪流道浸漬單元的配合工作,制備出浸漬程度高,力學性能好的預浸絲。
- 還沒有人留言評論。精彩留言會獲得點贊!