鋰電池極片自動收卷的控制方法、裝置及自動收卷系統與流程
本發明涉及鋰電池極片的生產制造工藝領域,特別是涉及鋰電池極片自動收卷的控制方法、裝置及自動收卷系統。
背景技術:
1、在鋰電池極片的生產制造工藝中,一般需要通過對卷料,即鋰電池極片進行連續加工,并利用輸送輥進行放卷,采用收卷機將卷料逐步卷繞成大卷,從而實現高效、低損耗的方式對鋰電池極片的卷料進行存儲和運輸。在收卷機將所述卷料卷繞至滿卷時,一般需要通過人工進行換卷操作,具體為:將生產設備停機,并通過固定機構將卷料在待切斷處進行固定,然后通過人工切斷卷料并手動旋轉收齊殘留部分,最終在切割處貼上膠帶與卷料固定,完成收卷,具體收卷示例及成品可參閱圖1,并進一步將完成收卷的卷料進行換卷下料。同時,對于卷料的切割部分,則繼續進行新的收卷流程。但是通過人工的方式進行貼標收卷和品質管控的效率低下,甚至可能需要多人協同將收卷的卷料進行換卷,容易耽誤生產效率。
2、基于此,現有技術采用自動裁切裝置以及貼標機構,實現自動化貼標收卷,具體為:通過切割機構將接近滿卷的鋰電池極片的卷料進行切割,并緩慢轉動卷料,將卷料尾部(切割部分)逐漸收卷。接著,根據預設一轉動距離/時間,通過可編程邏輯控制器(programmable?logic?controller,?plc)控制貼標機構對卷料的切割邊緣進行貼標,完成收卷,并利用plc控制機械臂、導軌系統或裝載設備將完成收卷的鋰電池極片的卷料進行換卷下料。
3、然而,通過預設的轉動距離或時間實現貼標收卷,需要設備工程師在設備安裝時精準計算各種參數,卷料的轉動距離、時間和切割位置等,導致了安裝及維護成本的增加。此外,當切割鋰電池極片并使其收卷時,其張力的變化影響極片在卷軸上的堆積方式,進而導致預設的轉動距離或時間出現較大的誤差。因此,設備工程師在設備安裝時需要精準計算各項參數,包括但不限于卷料的厚度、張力、速度以及轉動時的具體距離或時間,極大地增加了安裝、調試和維護的復雜性。除此之外,當設備受環境因素、卷料特性變化、突發情況或需要緊急調整時,通常還需要依賴制造商進行重新調試和維修,從而耽誤生產線的生產。據此,現有技術在貼標收卷過程存在維護成本高、適用性低且靈活性不足的問題。
技術實現思路
1、基于此,本發明的目的在于,提供一種鋰電池極片自動收卷的控制方法。
2、一種鋰電池極片自動收卷的控制方法,包括以下步驟:
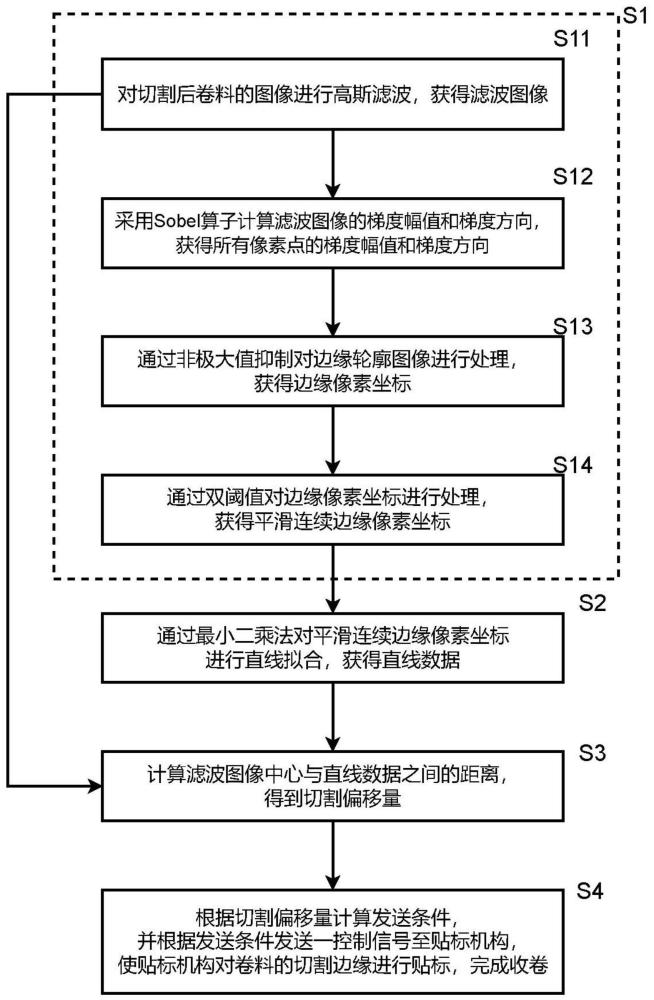
3、s1:對切割后卷料的圖像依次進行濾波和邊緣增強,獲得所有像素點的梯度幅值和梯度方向,并通過非極大值抑制和雙閾值對所有像素點的梯度幅值和梯度方向進行細化處理,得到平滑連續邊緣像素坐標;
4、s2:通過最小二乘法對平滑連續邊緣像素坐標進行直線擬合,獲得直線數據;
5、s3:計算濾波圖像中心與直線數據之間的距離,得到切割偏移量;
6、s4:根據切割偏移量和預設貼標距離計算出實際貼標距離,并根據實際貼標距離發送一控制信號至貼標機構,使貼標機構對卷料的切割邊緣進行貼標,完成收卷。
7、本發明所述的鋰電池極片自動收卷的控制方法,通過邊緣提取和直線擬合出卷料切割部分的邊緣數據,并基于該邊緣數據計算切割偏移量,將切割偏移量與預設貼標距離結合,得出實際貼標距離,通過精準的實際貼標距離實現自動調整貼標位置,提高了貼標的精度和一致性,以解決現有技術需要通過多次調試、測試以及精準計算的預設參數導致的維護成本高、適用性低且靈活性不足的問題。
8、進一步地,所述步驟s1包括以下子步驟:
9、s11:對切割后卷料的圖像進行高斯濾波,獲得濾波圖像;
10、s12:采用sobel算子計算濾波圖像的梯度幅值和梯度方向,獲得所有像素點的梯度幅值和梯度方向;其中,所有像素點的梯度方向的具體計算表示如下:
11、
12、式中,和分別為水平梯度圖像和垂直梯度圖像,采用sobel算子卷積計算濾波圖像獲得;
13、s13:通過非極大值抑制對邊緣輪廓圖像進行處理,獲得邊緣像素坐標;
14、其中,所述非極大值抑制的處理如下:
15、
16、式中,為圖像的像素點對應的梯度幅值,其和分別表示為:
17、
18、
19、式中,,和,根據圖像的像素坐標對應的梯度方向確定;
20、s14:通過雙閾值對邊緣像素坐標進行處理,獲得平滑連續邊緣像素坐標。
21、基于此,本發明通過利用高斯濾波、非極大值抑制和雙閾值充分將邊緣數據去噪,以確保邊緣數據是圖像中實際的邊緣,而非噪聲或偽邊緣,從而提高邊緣提取的精度。
22、一實施例中,所述步驟s4包括以下子步驟:
23、通過將預設貼標距離與切割偏移量進行相加,獲得實際貼標距離;
24、監控當前收卷機旋轉的收卷距離,判斷該收卷距離是否等于實際貼標距離,若是,則發送控制信號至貼標機構;若否,則繼續監控當前收卷機旋轉的收卷距離。
25、通過實時監控收卷機的旋轉距離,以確保貼標機構能再卷料達到實際貼標距離時精準進行貼標,以避免因誤差導致貼標偏差,從而確保收卷過程的質量和一致性。
26、一種鋰電池極片自動收卷的控制裝置,包括圖像邊緣提取單元、邊緣直線處理單元、偏移量計算單元和控制信號發送單元;
27、所述圖像邊緣提取單元,用于對切割后卷料的圖像依次進行濾波和邊緣增強,獲得所有像素點的梯度幅值和梯度方向,并通過非極大值抑制和雙閾值對所有像素點的梯度幅值和梯度方向進行細化處理,得到平滑連續邊緣像素坐標;
28、所述邊緣直線處理單元,用于通過最小二乘法對平滑連續邊緣像素坐標進行直線擬合,獲得直線數據;
29、所述偏移量計算單元,用于計算濾波圖像中心與直線數據之間的距離,得到切割偏移量;
30、所述控制信號發送單元,用于根據切割偏移量和預設貼標距離計算出實際貼標距離,并根據實際貼標距離發送一控制信號至所述貼標機構。
31、進一步地,所述圖像邊緣提取單元包括圖像濾波模塊、邊緣強度計算模塊、邊緣輪廓處理模塊和邊緣平滑處理模塊;
32、所述圖像濾波模塊,用于對切割后卷料的圖像進行高斯濾波,獲得濾波圖像;
33、所述邊緣強度計算模塊,用于采用sobel算子計算濾波圖像的梯度幅值和梯度方向,獲得所有像素點的梯度幅值和梯度方向;其中,所有像素點的梯度方向的具體計算表示如下:
34、
35、式中,和分別為水平梯度圖像和垂直梯度圖像,采用sobel算子卷積計算濾波圖像獲得;
36、所述邊緣輪廓處理模塊,用于通過非極大值抑制對邊緣輪廓圖像進行處理,獲得邊緣像素坐標;其中,所述非極大值抑制的處理如下:
37、
38、式中,為圖像的像素點對應的梯度幅值,其和分別表示為:
39、
40、
41、式中,,和,根據圖像的像素坐標對應的梯度方向確定;
42、所述邊緣平滑處理模塊,用于通過雙閾值對邊緣像素坐標進行處理,獲得平滑連續邊緣像素坐標。
43、進一步地,所述控制信號發送單元用于執行以下步驟:
44、通過將預設貼標距離與切割偏移量進行相加,獲得實際貼標距離;
45、監控當前收卷機旋轉的收卷距離,判斷該收卷距離是否等于實際貼標距離,若是,則發送控制信號至貼標機構;若否,則繼續監控當前收卷機旋轉的收卷距離。
46、一種自動收卷系統,包括收卷機、切割機構、攝像裝置、貼標機構、及與收卷機、攝像裝置和貼標機構電連接和/或通訊連接的鋰電池極片自動收卷的控制裝置;
47、所述收卷機,包括旋轉電機和繞桿,通過所述旋轉電機旋轉所述繞桿,使卷料進行收卷;
48、所述切割機構,用于對達到預設長度和/或重量的卷料進行切割;
49、所述攝像裝置,用于拍攝在所述收卷機上的切割后卷料的圖像,并將圖像傳入鋰電池極片自動收卷的控制裝置;
50、所述貼標機構,用于根據鋰電池極片自動收卷的控制裝置給定的控制信號,對所述收卷機中的卷料的切割邊緣進行貼標,完成收卷;
51、其中,所述鋰電池極片自動收卷的控制裝置為上述所述的鋰電池極片自動收卷的控制裝置。
52、進一步地,所述攝像裝置拍攝后,并將切割后卷料的圖像傳入所述鋰電池極片自動收卷的控制裝置前,還包括步驟:采用一計算機視覺算法對所述切割后卷料的圖像進行刀口檢測,并判斷是否存在刀口:若是,則將所述切割后卷料的圖像傳入所述鋰電池極片自動收卷的控制裝置,并停止拍攝;若否,則所述攝像裝置繼續拍攝,并執行本步驟。
53、進一步地,所述刀口檢測存在刀口后,還包括步驟:對所述切割后卷料的圖像進行刀口定位,獲取刀口區域的相關像素坐標位置信息;并通過將相關像素坐標位置信息與切割后卷料的圖像進行結合,生成重點區域的圖像,并將該圖像作為切割后卷料的圖像。
54、進一步地,所述自動收卷系統還包括自動導引車;所述自動導引車,用于將所述收卷機完成收卷后的卷料牽引離開當前區域,從而實現全自動化換卷下料。
55、為了更好地理解和實施,下面結合附圖詳細說明本發明。
- 還沒有人留言評論。精彩留言會獲得點贊!