一種防劃傷的板材自動化生產線及其生產方法與流程
本發明屬于板材加工,具體涉及一種防劃傷的板材自動化生產線及其生產方法。
背景技術:
1、板材加工是指對板材進行切割、鉆孔、銑削、打磨、涂裝等處理,以滿足特定的產品需求或建筑用途的過程,板材加工可以是手工進行,也可以通過自動化生產線來完成,板材自動化生產線是一種集成了初步智能手段和智能系統的生產方式,它能夠實現生產過程的高度可控,減少人工干預,提高生產效率。
2、板材在自動化加工生產過程中需要在多道工序之間轉運移動,在轉運移動過程中板材表面容易劃傷破損,導致板材外觀質量不合格,影響板材的加工生產使用,為此我們提出一種防劃傷的板材自動化生產線及其生產方法。
技術實現思路
1、本發明的目的在于提供一種防劃傷的板材自動化生產線及其生產方法,以解決上述背景技術中提出的問題。
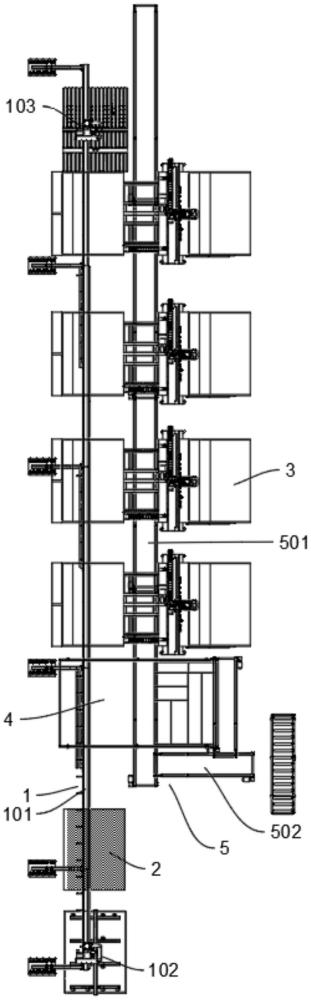
2、為實現上述目的,本發明提供如下技術方案:一種防劃傷的板材自動化生產線,包括:
3、上下料機構,所述上下料機構用于實現板材加工前后的上下料操作;
4、氣浮定位機構,所述氣浮定位機構設置在所述上下料機構的一側,所述氣浮定位機構用于對板材進行定位;
5、板材開料機構,若干個所述板材開料機構設置在所述上下料機構的一側,所述板材加工開料機構用于對板材進行開料加工;
6、板料皮帶輸送機構,所述板料皮帶輸送機構設置在所述上下料機構的一側,且所述板料皮帶輸送機構設置在所述氣浮定位機構和所述板材開料機構之間,所述板料皮帶輸送機構用于對開料加工后的板料進行輸送,并結合機械手分揀碼垛收集;
7、廢料皮帶輸送機構,所述廢料皮帶輸送機構設置在所述板材開料機構和所述板料皮帶輸送機構的下方,所述廢料皮帶輸送機構用于對板材開料加工過程中產生的廢料進行輸送收集。
8、優選的,所述上下料機構包括移動支架、上料機構和下料機構;
9、所述上料機構和所述下料機構設置在所述移動支架上,且所述上料機構和所述下料機構在所述移動支架上互不干涉移動。
10、優選的,所述上料機構包括上料固定板、上料固定架、上料豎桿、上料驅動組件和真空吸盤;
11、所述上料固定架和所述上料豎桿連接,所述上料固定板和所述上料豎桿之間通過所述上料驅動組件驅動連接,所述上料固定板通過所述上料驅動組件驅動設置在所述移動支架上,所述真空吸盤設置有若干個,若干個所述真空吸盤設置在所述上料固定架的底部,若干個所述真空吸盤外接有抽真空系統。
12、優選的,所述上料驅動組件包括豎向齒條、升降電機、升降齒輪、橫向電機、橫向齒輪和導向輪;
13、所述上料固定板和所述上料豎桿之間通過滑軌和滑塊連接,所述豎向齒條設置在所述上料豎桿上,所述升降電機設置在所述上料固定板上,所述升降齒輪設置在所述升降電機的輸出端,且所述升降齒輪和所述豎向齒條嚙合連接;
14、所述移動支架上設置有橫向齒條,所述橫向電機設置在所述上料固定板上,所述橫向齒輪設置在所述橫向電機的輸出端上,所述橫向齒輪和所述橫向齒條嚙合連接;
15、所述移動支架上設置有若干個導向桿,所述導向輪設置有若干組,若干組所述導向輪對稱導向設置在若干個所述導向桿上。
16、優選的,所述下料機構包括下料固定板、下料固定架、下料豎桿、下料驅動組件、抽吸腔殼、吸附腔板和吸附海綿;
17、所述下料固定板和所述下料豎桿通過滑軌和滑塊連接,所述下料固定架設置在所述下料豎桿的底部,所述吸附腔板設置在所述下料固定架的底部,所述抽吸腔殼設置在所述吸附腔板上,所述抽吸腔殼和所述吸附腔板內部連通,所述抽吸腔殼外接抽吸系統,所述吸附海綿設置在所述吸附腔板的底部,所述吸附海綿上開設有與所述吸附腔板內部連通的吸附槽口;
18、所述下料固定板通過所述下料驅動組件設置在所述移動支架上,所述下料固定板和所述下料豎桿之間通過所述下料驅動組件驅動連接,所述下料驅動組件和所述上料驅動組件的結構和功能相同。
19、優選的,所述氣浮定位機構包括支撐架、氣浮腔板、定位輪、第一伸縮氣缸、推板、第二伸縮氣缸和定位板;
20、所述氣浮腔板設置在所述支撐架上,所述氣浮腔板的底部設置有外接吹氣系統的氣管端頭,所述氣浮腔板上開設有等間距分布的吹氣口,所述吹氣口和所述氣浮腔板的內部連通;
21、所述定位輪設置有若干個,若干個所述定位輪通過側板轉動安裝在所述支撐架的相鄰兩側;
22、所述第一伸縮氣缸通過安裝架安裝在所述支撐架靠近所述定位輪的一側中部,所述推板設置在所述第一伸縮氣缸的輸出端上;
23、所述第二伸縮氣缸設置有至少兩個,至少兩個所述第二伸縮氣缸對稱設置在所述氣浮腔板上,且所述第二伸縮氣缸的上端面低于所述氣浮腔板的上端面,所述第二伸縮氣缸的輸出方向和所述第一伸縮氣缸的輸出方向呈垂直分布,所述定位板設置在所述第二伸縮氣缸的輸出端上,所述定位板上轉動設置有對稱分布的所述定位輪。
24、優選的,所述板材開料機構包括機架、加工承載板、旋轉電機、螺紋桿、移動開料機和吸塵腔殼;
25、所述加工承載板設置在所述機架上,所述旋轉電機設置在所述機架的一側,所述螺紋桿設置在所述旋轉電機的輸出端,所述加工承載板通過螺紋座與所述螺紋桿轉動連接,所述加工承載板沿著所述螺紋桿方向在所述機架上移動;
26、所述移動開料機通過龍門架設置在所述機架上,所述移動開料機在所述龍門架上移動;
27、所述吸塵腔殼設置在所述龍門架上,所述吸塵腔殼外接吸塵系統。
28、優選的,所述板料皮帶輸送機構包括輸送架、輸送皮帶、輸送電機、下吸塵盒和上吸塵盒;
29、所述輸送皮帶通過轉輥轉動設置在所述輸送架上,所述輸送電機設置在所述輸送架上,且所述輸送電機的輸出端與所述轉輥連接;
30、所述下吸塵盒設置在所述輸送架上位于板材進入端一側,所述上吸塵盒通過支板設置在所述輸送架的上方,所述下吸塵盒和所述上吸塵盒上均設置有毛刷,所述下吸塵盒和所述上吸塵盒均外接有吸塵系統;
31、所述下吸塵盒和所述上吸塵盒上對應輸出口的位置處通過伸縮桿設置有移動蓋板。
32、優選的,所述廢料皮帶輸送機構包括廢料輸送帶和傾斜輸送機;
33、所述廢料輸送帶設置有若干個,若干個所述廢料輸送帶由高向低依次搭接在若干個所述板材開料機構的中部下方,所述傾斜輸送機設置在最低端所述廢料輸送帶的末端。
34、一種防劃傷的板材自動化生產線的生產方法,包括如下步驟:
35、a、板材下料:
36、通過下料機構將板材開料機構上加工完成的板材吸附走,通過下料驅動組件在移動支架上,使吸附腔板和吸附海綿移動到加工完成的板材位置,接著下料驅動組件驅動下料固定架在下料豎桿上上下移動,此時抽吸系統通過抽吸腔殼抽氣,使吸附腔板通過吸附海綿吸附住加工完成的板材,并通過下料驅動組件驅動帶動下料固定架移動,使加工完成的板材轉移至遠離上料機構的一端,接著板材開料機構完成臺面清潔等待板材上料;
37、b、板材上料:
38、真空吸盤吸附住待加工的板材,通過上料驅動組件帶動待加工的板材轉移至氣浮定位機構上,此過程中,升降電機驅動升降齒輪在豎向齒條上移動,進而帶動上料固定架和真空吸盤進行高度移動,接著真空吸盤通過抽真空系統吸附住待加工的板材,接著橫向電機通過橫向齒輪在橫向齒條上驅動移動,且導向輪在導向桿上導向移動,使待加工板材轉移至氣浮定位機構的上方,接著將待加工板材放置在氣浮定位機構上;
39、c、板材氣浮定位:
40、第二伸縮氣缸此時處于伸長狀態,啟動第二伸縮氣缸,第二伸縮氣缸收縮帶動定位板向待加工板材一側移動,使定位板上的定位輪和支撐架一側的側板上的定位輪將待加工板材定位,接著第一伸縮氣缸伸長帶動推板推動待加工板材移動,使待加工板材的四外側處于定位位置,在待加工板材移動過程中,氣浮腔板通過吹氣系統提供氣體,使氣體通過氣浮腔板上的吹氣口吹出,進而使待加工板材在氣浮腔板上處于氣浮狀態,再通過推板和定位輪氣浮移動定位,將定位好的待加工板材通過上料機構轉移至板材開料機構;
41、d、板材開料加工:
42、待加工板材轉移至加工承載板上,旋轉電機啟動驅動螺紋桿轉動,使加工承載板通過螺紋座和螺紋桿向加工區移動,再通過移動開料機對待加工板材進行開料加工,并通過吸塵腔殼對加工過程中產生的碎屑廢料進行清理;
43、e、板材輸送:
44、在待加工板材上料至板材開料機構時,下料機構會將加工完成的板材轉移至板料皮帶輸送機構上,使上料結構和下料機構在移動支架的驅動互不干涉,加工完成的板材由輸送架上板材進入端一側經過下吸塵盒,下吸塵盒通過吸塵系統和毛刷對加工完成的板材底部進行清理吸塵,接著輸送皮帶帶動加工完成的板材進行輸送,經過上吸塵盒,上吸塵盒通過吸塵系統和毛刷對加工完成的板材上部進行清理吸塵,使加工完成的板材上下面均完成清理,再通過機械手分揀碼垛收集;
45、f、廢料輸送收集:
46、板材在板材開料機構上開料加工時,廢料會掉落在板材開料機構下方的廢料輸送帶上,通過若干個廢料輸送帶將廢料輸送至傾斜輸送機上,由傾斜輸送機對廢料進行收集。
47、與現有技術相比,本發明的有益效果是:
48、1、本發明中上料機構和下料機構在移動支架上互不干涉移動,保證板材上下料的有序進行,且上料機構和下料機構采用吸附方式取放板材,不會在上下料轉運過程中對板材表面產生劃痕損壞,有效保護板材;
49、2、本發明設有氣浮定位機構,能夠對板材進行氣浮定位,使板材處于氣浮狀態狀態,不會在定位移動過程中對板材產生劃痕,進一步保護板材,且實現對板材的有效定位,便于板材的下一工序使用;
50、3、本發明設有板材開料機構,在板材開料加工過程中,加工承載板通過旋轉電機和螺紋桿進行移動,板材不會在加工承載板上進行移動,進而不會在板材表面產生劃痕,有效保護板材;
51、4、本發明設有板料皮帶輸送機構,在板材加工完成后,通過下吸塵盒、上吸塵盒和毛刷對板材上下面進行清理吸塵,再通過輸送皮帶對加工后的板材進行輸送,能夠將加工后的板材進行有效清理,并通過輸送皮帶無損輸送,進一步保護板材。
- 還沒有人留言評論。精彩留言會獲得點贊!