電池對齊方法、對齊裝置、電子設備及存儲介質與流程
本技術涉及電池對齊領域,具體涉及一種電池對齊方法、對齊裝置、電子設備及存儲介質。
背景技術:
1、當下電池行業發展迅速,電池被廣泛地應用于各種電子產品中,根據不同的場合及需求,常常需要將電池進行對齊組裝操作。
2、目前針對電池對齊的控制方法采用的是將電池依次放入到對應的安裝座上進行碼放,并從下至上依次碼排起來,當被碼排在安裝座上的電池數量逐漸增多時,在電池的重量壓力下安裝座會下移,當電池完全碼排滿后安裝座也被壓動下降至最低處,安裝座在下移的過程中夾緊機構會被觸動運動,即夾緊機構和安裝座之間是固連的形態,其中,夾緊機構包括安裝盒、支桿、弧形氣囊、打氣筒組件、壓板和折形撥動桿的組合,且該夾緊機構中的各個部件之間也是固連的形態,首先傾斜狀的支桿會擠壓安裝盒向安裝座中部移動,對組裝在一起后的電池進行夾緊,接著折形撥動桿再和打氣筒組件的組合帶動弧形氣囊膨脹鼓起進一步地對電池組進行夾緊,使得碼排在一起的電池組相互靠近貼合,實現電池堆疊對齊。
3、但是,上述方式需要一定數量的電池進行堆疊碼放、配合才可以實現對電池的對齊,不能適用于單個電池的對齊。
技術實現思路
1、本技術提供了一種電池對齊方法、對齊裝置、電子設備及存儲介質,不需要一定數量的電池進行堆疊碼放、配合,便可以實現對單個電池的對齊,不僅降低了成本,還增加了電池對齊的靈活性。
2、第一方面,本技術提供一種電池對齊方法,應用于對齊裝置,該方法包括:
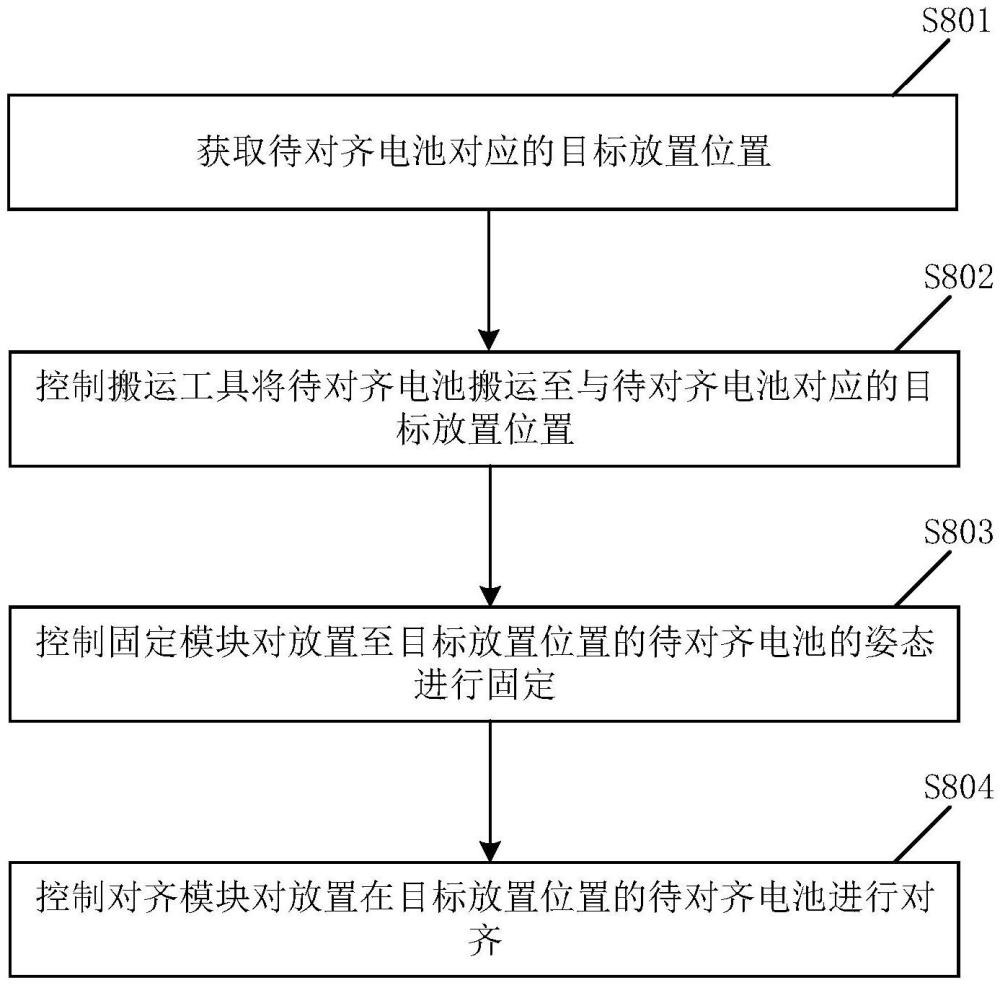
3、獲取與待對齊電池對應的目標放置位置;
4、控制對齊模塊,對放置在目標放置位置的待對齊電池進行對齊。
5、第二方面,本技術提供一種計算機可讀存儲介質,計算機可讀存儲介質存儲有計算機程序,計算機程序使得計算機執行如第一方面的方法。
6、第三方面,本技術提供一種電子設備,包括:處理器和存儲器,處理器與存儲器相連,存儲器用于存儲計算機程序,處理器用于執行存儲器中存儲的計算機程序,以使得電子設備執行如第一方面的方法。
7、第四方面,本技術提供一種對齊裝置,該對齊裝置包括:控制模塊和對齊模塊;
8、控制模塊,用于獲取與待對齊電池對應的目標放置位置;
9、對齊模塊,用于對放置在目標放置位置的待對齊電池進行對齊。
10、基于第四方面,在本技術的一種實施方式中,對齊模塊包括電動對齊模塊和氣動對齊模塊。
11、基于第四方面,在本技術的一種實施方式中,在對放置在目標放置位置上的待對齊電池進行對齊方面,
12、電動對齊模塊,用于從第一預設位置運動至待對齊電池的第一端部;
13、氣動對齊模塊,用于從第二預設位置運動至待對齊電池的第二端部;
14、控制模塊,還用于控制電動對齊模塊和氣動對齊模塊,對待對齊電池進行擠壓,以對待對齊電池進行對齊。
15、基于第四方面,在本技術的一種實施方式中,第一端部和第二端部中的一個為待對齊電池的第一極柱,另一個為待對齊電池的第二極柱,且第一極柱和第二極柱的極性不同。
16、基于第四方面,在本技術的一種實施方式中,第一端部為第二端部相對的一端。
17、基于第四方面,在本技術的一種實施方式中,從第一預設位置運動至待對齊電池的第一端部的運動模式,和/或,從第二預設位置運動至待對齊電池的第二端部的運動模式為位置模式。
18、基于第四方面,在本技術的一種實施方式中,在控制電動對齊模塊和氣動對齊模塊,對待對齊電池進行擠壓方面,
19、控制模塊,還用于獲取與待對齊電池對應的預設扭力值;
20、電動對齊模塊,還用于以扭矩控制模式從第一端部向目標方向運動,以對待對齊電池進行擠壓,直至電動對齊模塊運動的扭力值達到預設扭力值時控制電動對齊模塊停止運動,完成對待對齊電池的擠壓,其中,目標方向為朝向待對齊電池的方向。
21、基于第四方面,在本技術的一種實施方式中,在電動對齊模塊運動的扭力值達到預設扭力值時停止運動之后,電動對齊模塊,還用于從停止運動時的位置后退至與待對齊電池對應的第三預設位置,其中,第三預設位置用于確定對待對齊電池的平整度。
22、基于第四方面,在本技術的一種實施方式中,在獲取與待對齊電池對應的目標放置位置方面,控制模塊,還具體用于:
23、獲取待對齊電池的型號;
24、基于待對齊電池的型號,確定待對齊電池對應的目標放置位置。
25、基于第四方面,在本技術的一種實施方式中,在基于待對齊電池的型號,確定待對齊電池對應的目標放置位置方面,控制模塊,還具體用于:
26、獲取與待對齊電池對應的待組裝電池包所需的電池的數量;
27、基于電池的數量、待對齊電池的型號,確定待組裝電池包中每個電池在對齊控制平臺上的放置位置;
28、基于每個電池在對齊控制平臺上的放置位置,確定待對齊電池對應的目標放置位置。
29、基于第四方面,在本技術的一種實施方式中,在對放置在目標放置位置的待對齊電池進行對齊之前,控制模塊,還具體用于:
30、基于待對齊電池的型號,確定第一預設位置和第二預設位置。
31、基于第四方面,在本技術的一種實施方式中,對齊裝置還包括固定模塊,在對放置在目標放置位置的待對齊電池進行對齊之前,固定模塊,具體用于:
32、對放置在目標放置位置的待對齊電池的姿態進行固定。
33、基于第四方面,在本技術的一種實施方式中,在對放置在目標放置位置的待對齊電池的姿態進行固定方面,固定模塊,還具體用于:
34、基于預設的電池的標準放置姿態,對待對齊電池的姿態進行矯正;
35、在對待對齊電池的姿態矯正之后,固定待對齊電池的當前姿態。
36、基于第四方面,在本技術的一種實施方式中,固定模塊與待對齊電池的接觸面和固定模塊之間的夾角為預設夾角。
37、基于第四方面,在本技術的一種實施方式中,在固定待對齊電池的當前姿態方面,固定模塊,還具體用于:
38、從豎直方向壓住待對齊電池,以固定待對齊電池的當前姿態。
39、基于第四方面,在本技術的一種實施方式中,在固定待對齊電池的當前姿態方面,固定模塊,還具體用于:
40、從水平方向壓住待對齊電池,以固定待對齊電池的當前姿態。
41、基于第四方面,在本技術的一種實施方式中,固定模塊包括第一固定模塊和第二固定模塊,在從水平方向壓住待對齊電池方面,
42、第一固定模塊,用于從水平方向壓住待對齊電池的第三端部;
43、第二固定模塊,用于從水平方向壓住待對齊電池的第四端部,其中,第三端部和第四端部為相對方向。
44、基于第四方面,在本技術的一種實施方式中,固定模塊還包括第三固定模塊,在從水平方向壓住待對齊電池的第四端部之后,第三固定模塊,用于從豎直方向壓住待對齊電池。
45、實施本技術,具有如下有益效果:
46、在本技術中,對齊裝置通過獲取待對齊電池對應的目標放置位置,然后控制對齊模塊,對放置在目標放置位置的待對齊電池進行對齊,相比于上述背景技術中需要將一定數量的電池依次自下而上的堆疊碼放在安裝座,直至電池完全碼排滿后安裝座也被壓動下降至最低處,然后再結合夾緊機構對堆疊碼放在一起的電池進行夾緊,從而實現電池的對齊,也就是說,背景技術中的對齊方法需要一定數量的電池堆疊碼放、配合才能實現對齊,不能適用于單個電池的對齊,而本技術的電池對齊方法不需要一定數量的電池堆疊碼放、配合,依據對齊模塊,就可以實現對放置在目標放置位置的單個電池的對齊。
- 還沒有人留言評論。精彩留言會獲得點贊!