用于平衡卷繞錠子的載荷撓曲線的裝置的制作方法
本發明涉及用于平衡合成絲線卷繞用卷繞裝置的卷繞錠子的載荷撓曲線的裝置和方法以及相關的合成絲線卷繞用卷繞裝置。
背景技術:
1、用于卷繞合成絲線的卷繞裝置已由現有技術公開。
2、ep1527217b1公開一種用于卷繞合成絲線的卷繞裝置,該卷繞裝置具有用于熔紡絲線的熔紡裝置,絲線借助卷繞裝置被卷繞,該熔紡裝置具有牽伸單元和卷繞錠子。
3、當具有被夾緊的旋轉端部和自由伸出端部的卷繞錠子隨著滿卷筒子而承受應力時,出現了卷繞錠子在自由伸出端部下降。這種下降可能不利地影響卷繞筒子卷繞形成滿卷筒子。
4、為了避免卷繞筒子的這種不利卷繞,從現有技術中知道了當卷繞錠子相應裝載有滿卷筒子時根據卷繞錠子的自由伸出端部的偏移來降低卷繞裝置的接觸壓力輥。
5、為了補償卷繞錠子端部的下降,這是因卷繞錠子上的卷繞筒子的筒子重量增大而發生的,與卷繞錠子端部下降相關地,接觸壓力輥以及橫動裝置應該在卷繞裝置的支承框架內傾斜。
6、例如ep2392532b1公開這種卷繞裝置。
7、根據ep2392532b1,接觸壓力輥和橫動裝置設置在活動的保持支架上。保持支架被連接到用于執行平衡傾斜的調節機構。在卷繞裝置中的接觸壓力輥的傾斜與卷繞錠子轉臺位置相關地通過保持支架的在兩側設于保持支架上的互鎖接頭在縱向兩端上被積極引導。
8、然而,這種機械接合具有根本缺點,即,未考慮卷繞的卷繞筒子的真實狀態和由卷繞錠子保持的筒子重量。
9、根據卷繞方法、工藝管理和絲線類型,在卷繞的卷繞筒子的相同筒子直徑下可能出現不同的筒子重量。由于卷繞錠子轉臺的旋轉運動能夠只通過絡筒筒子或卷繞筒子的筒子直徑來控制,故不能考慮這種重量波動。但是,筒子重量而不是筒子直徑最終與卷繞錠子撓曲而言相關。
技術實現思路
1、因此,本發明的目的是提供一種用于平衡卷繞裝置的卷繞錠子的載荷撓曲線的裝置,借此可以避免上述缺點。
2、此外,本發明的目的是提供一種用于平衡用于卷繞合成絲線的卷繞裝置的卷繞錠子的載荷撓曲線的方法,借此可以避免上述缺點。
3、此外,本發明的目的是提供一種卷繞裝置,其包括根據本發明的用于平衡卷繞錠子的載荷撓曲線的裝置且還被指定用于執行相關方法。
4、就該裝置而言,根據本發明,該目的通過一種用于平衡卷繞錠子的載荷撓曲線的裝置來實現,該裝置具有根據本發明第一方面所述的特征。
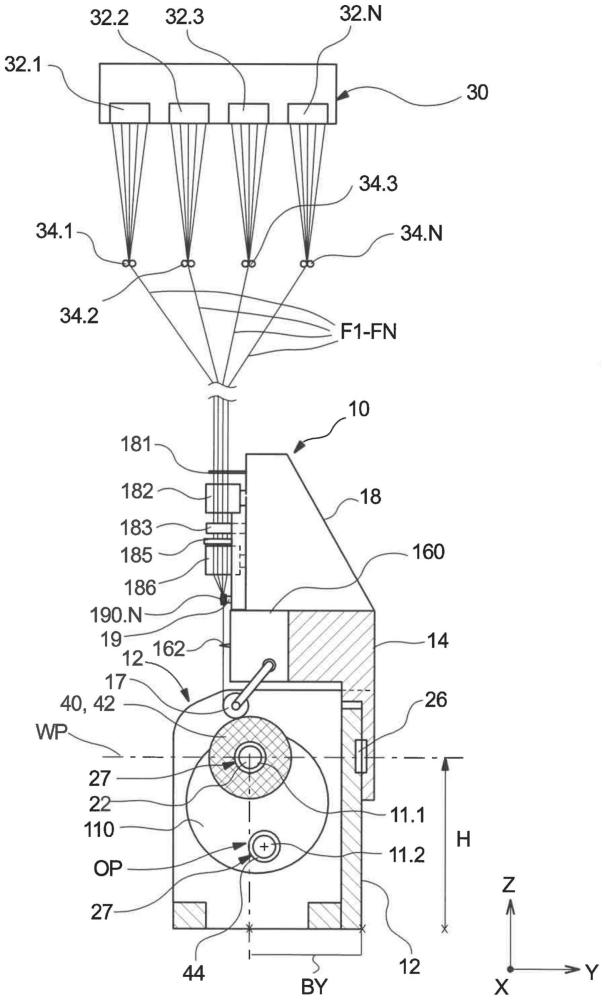
5、根據本發明的一個方面,提供一種用于平衡用于卷繞合成絲線的卷繞裝置的卷繞錠子的載荷撓曲線的裝置,它具有支承框架,該支承框架具有卷繞錠子自此延伸且可轉動安裝有卷繞錠子的橫向件和在卷繞錠子延伸方向上延伸的縱向件,其中用于輸送合成絲線至卷繞裝置的牽伸單元、用于在相關的卷繞工位處在卷繞錠子上橫向移動合成絲線的橫動裝置和用于在卷繞工位處定位絲線的接觸壓力輥被組裝在縱向件上,其中該縱向件可轉動安裝在橫向件上的轉動支承件上
6、當合成絲線被卷繞到卷繞錠子上以形成滿卷筒子時,由于卷繞錠子上的載荷增大,卷繞錠子根據載荷撓曲線被彎曲。結果可能出現需要跟蹤接觸壓力輥,其在滿卷筒子在卷繞錠子上被卷繞時與橫動裝置相互作用。
7、利用用于平衡載荷撓曲線的裝置,可以通過在卷繞裝置的支承框架的縱向件和橫向件之間的轉動支承件來平衡載荷撓曲線。
8、這提供以下優點,由于轉動支承件的旋轉運動,接觸壓力輥的跟蹤可以精確對應于卷繞錠子的根據載荷撓曲線的撓曲來進行。
9、載荷撓曲線應被理解為特別是指在使用合成絲線卷繞筒子卷繞錠子來形成滿卷筒子時的卷繞錠子的載荷撓曲曲率。
10、根據該裝置的一個設計實施例,縱向件以能在橫向件上旋轉的方式被定位在轉動支承件上,使得縱向件至少部分追隨卷繞錠子的載荷撓曲線并且能在開始位置和平衡位置之間移動。
11、開始位置應理解為是指縱向件相對于無應力卷繞錠子的位置。平衡位置應理解為是指縱向件在橫向件上通過轉動支承件的彼此相對平衡運動以平衡卷繞錠子的載荷撓曲線。
12、根據該裝置的另一設計實施例,用于卷繞合成絲線而形成滿卷筒子的卷繞錠子在預定長度范圍從橫向件外的第一端部到自由伸出的第二端部延伸,其中在第一端部處的卷繞錠子在夾持位置處可旋轉安裝在橫向件上,從而與轉動支承件相鄰。
13、這提供如下優點,旋轉和降低位置更接近卷繞錠子的撓曲線,其結果是可以更好地平衡卷繞錠子的根據載荷撓曲線的載荷相關撓曲。
14、根據該裝置的一個設計實施例,轉動支承件以錯開相鄰的方式被定位在橫向件上,特別是以與在卷繞錠子的第一端部上的界面平行間隔開預定橫向間距的方式,在卷繞錠子的中心軸線與卷繞錠子初始彎曲位置的位置、尤其是夾緊位置之間。
15、這允許更好且更精確地跟蹤接觸壓力輥以便對應于承受應力的卷繞錠子的曲率或下降。換言之,由于在中心軸線假想延伸部之間界面處的轉動支承件位置和橫向錯開安置的轉動支承件,接觸壓力輥能夠執行更好的跟蹤以便通過旋轉運動對應于載荷撓曲線。
16、這允許就其位置而言精確地跟蹤接觸壓力輥,以便對應于卷繞錠子自由端部根據載荷撓曲線的撓曲運動,因為卷繞錠子因待卷繞形成期望的滿卷筒子的卷繞筒子的直徑增大而承受越來越大的應力。
17、根據該裝置的另一個設計實施例,縱向件的旋轉運動能借助旋轉裝置被開環控制和/或閉環控制,其中基于卷繞錠子的載荷撓曲線和/或基于第二端部的位置變化的測量來開環和/或閉環控制所述開環或閉環控制。
18、根據該裝置的設計實施例,為了逼近卷繞錠子的載荷撓曲線,可以根據卷繞筒子重量增大來確定并逼近縱向件的旋轉運動,以便借助數據庫根據經驗值形成滿卷筒子。
19、附加地或替代地,卷繞錠子的自由端部的下降可以在卷繞裝置的合適位置處被測量,所述下降發生在因待卷繞形成滿卷筒子的卷繞筒子而承受應力之時。以這種方式可發生更精確跟蹤接觸壓力輥以便對應于卷繞錠子。
20、根據該裝置的一個有利設計實施例,旋轉裝置包括轉動支承件和用于縱向件旋轉運動的運動執行器。
21、可以設置形成轉動支承件的一部分的相應執行器如相應電動機以用于通過轉動支承件使縱向件在橫向件上旋轉,其結果是可以通過轉動支承件來轉動調節在橫向件上的縱向件。
22、根據該裝置的另一設計實施例,運動執行器在卷繞錠子延伸方向上以預定間距與轉動支承件間隔開。
23、這有如下優點,較低的扭矩可以作用于轉動支承件,因為間隔開的運動執行器可以配設有更有利的桿臂,分油器在卷繞錠子的自由端部處。
24、根據該裝置的另一設計實施例,運動執行器具有活動的支承導向機構,其可在傾斜導向機構中位移,使得縱向件能夠在高度方向上被升降。
25、在此上下文中的高度方向將被理解為尤其是指向上或向下的橫向,即,橫向于卷繞錠子縱向延伸部,使得縱向件的自由端能借助支承導向機構如滾動滑塊被平衡,從而對應于卷繞錠子的載荷撓曲線,卷繞錠子通過筒子卷繞承受應力。
26、根據該裝置的另一設計實施例,一方面,導向機構在支承框架的第二橫向件中具有傾斜第一導軌,另一方面在縱向件中具有傾斜第二導軌。
27、通過分別在第二橫向件或縱向件中的傾斜導軌,可以通過沿導軌被引導地可在導軌中移動的運動執行器移動該縱向件以便對應于卷繞錠子的載荷撓曲線并平衡與卷繞錠子的中心軸線的相應偏差,使得接觸壓力輥總是分別相對于卷繞錠子或待卷繞的滿卷筒子的表面以最佳間距來設置。
28、根據該裝置的另一設計實施例,運動執行器能夠以液壓、氣壓、機械和/或電的方式被驅動。
29、縱向件能夠利用旋轉接頭的旋轉運動通過橫向件而偏轉,從而對應于分別由待卷繞的卷繞錠子或卷繞筒子的質量載荷增大所引起的卷繞錠子撓曲。
30、該運動執行器可以作為驅動裝置具有液壓、氣壓、類似傳動裝置的機械和/或電的驅動裝置,故可執行所需的相應運動。
31、例如具有活塞泵的液壓驅動裝置可如此排移液壓流體,即,運動執行器的相應配屬的驅動裝置可以被調節。
32、這也可以通過相應的壓縮空氣驅動裝置以氣動方式進行。
33、在機械傳動裝置的情況下,可以規定電動或以其它方式驅動的驅動裝置的相互作用,該驅動裝置可以通過旋轉接頭以最佳方式使縱向件相對于橫向件位移。
34、根據本發明,該方法的目的通過一種具有根據本發明第十一方面的特征的方法來實現。
35、根據本發明的一個方面,提供一種用于平衡用于如前述設計方案中至少一項所述的用于卷繞合成絲線的卷繞裝置的裝置的卷繞錠子的載荷撓曲線的方法,其包括以下方法步驟:
36、-將卷繞錠子定位在卷繞位置;
37、-在卷繞工位處在卷繞錠子上抓住合成絲線;
38、-開始卷繞筒子在卷繞錠子上的卷繞;
39、-將接觸壓力輥定位在卷繞筒子的表面上;
40、-通過定位有接觸壓力輥的縱向件的旋轉運動來跟蹤接觸加壓輥。
41、在此上下文中,卷繞位置應理解為是指在卷繞裝置中的卷繞錠子的位置,其允許相關橫動裝置和相關接觸壓力輥卷繞來自熔紡裝置的長絲束而形成卷繞筒子。
42、為此,尤其當卷繞裝置具有兩個徑向對置的卷繞錠子時可能需要通過卷繞錠子轉臺將卷繞錠子移動到卷繞位置,卷繞錠子可轉動安裝在卷繞錠子轉臺上,從而可發生絲線卷繞。
43、根據該方法的一個設計實施例,基于筒子增大、載荷撓曲線變化和/或卷繞錠子的伸出的第二端部的位置變化的測量來進行接觸壓力輥的跟蹤。
44、可以執行或組合多個方法步驟以獲得卷繞錠子的最佳跟蹤。
45、在該方法的簡單設計實施例中,位置變化通過卷繞錠子端部上的相應傳感器如合適的路徑傳感器被測量,從而驅動輥的相應跟蹤可通過可轉動安裝的縱向件進行。
46、在這里也可以分別想到跟蹤的獨立變型或設計實施例。例如,通常已知的筒子增大以及與之相關的決定卷繞錠子撓曲的質量增大可被預先計算或預先確定,并且接觸壓力輥的相應跟蹤因此可以通過縱向件旋轉運動被開環或閉環控制。
47、根據該方法的另一設計實施例,縱向件旋轉運動通過縱向平移運動進行,和/或絲線切割裝置的位置在牽伸單元處的附加縱向平移運動中被調整。
48、可如此造成旋轉運動,例如在縱向件的旋轉接頭的相對端處的相應的致動件以往復平移方式在縱向和/或橫向上被移動,使得縱向件的背對旋轉接頭的端部可以通過轉動位置被提升和/或降低。
49、此外,在牽伸單元處的絲線切割裝置(也被稱為絲線收集系統)可以被如此共同移動,即,由卷繞錠子上的附加應力引起的縱向件撓曲和跟蹤可以在牽伸單元處被附加相應平衡,從而在牽伸單元處供應和輸送的絲線可被順利供應給相關的橫動裝置和各自卷繞工位。
50、根據該方法的另一設計實施例,在卷繞錠子的彎曲位置進行旋轉運動。
51、卷繞錠子的彎曲位置是卷繞錠子撓曲原點所在的位置,卷繞錠子由于卷繞過程和滿卷筒子形成所引起的附加應力被降低。在實踐中,彎曲位置基本上處于夾緊位置的區域中,卷繞錠子在夾緊位置處可旋轉地安裝。固定有接觸壓力輥的相關的縱向件可相對于所述彎曲位置繞對應的旋轉位置被水平移動,使得接觸壓力輥能夠適應于因卷繞過程而承受應力和載荷的卷繞錠子的彎曲運動。
52、就卷繞裝置而言,該目的通過一種具有本發明第十五方面的特征的卷繞裝置來實現。
53、根據本發明的一個方面,提供一種用于卷繞合成絲線的卷繞裝置,其包括根據前述設計實施例的裝置和/或根據前述設計實施例的方法。
- 還沒有人留言評論。精彩留言會獲得點贊!