車輛地板面板加強構件的制作方法
本發明涉及用于機動車輛的結構部件,并且特別地涉及車輛的地板面板的加強結構。
背景技術:
1、汽車制造商面臨下述越來越多的苛刻的要求:提高車輛的被動安全性、降低車輛的重量以在內燃發動機的情況下使溫室氣體排放最小化或在電動車輛的情況下增加車輛的行駛里程,同時保持低的生產成本以及高的生產率。
2、地板面板加強構件形成機動車輛的關鍵結構部件,并且在正面撞擊或側面撞擊的情況下有助于乘員的安全。地板面板加強構件也在電動車輛或混合動力車輛的情況下保護電池組或高壓電池及其殼體(hv電池殼體)或在燃料電池的情況下保護氫罐方面發揮重要作用。實際上,這些元件通常位于地板面板下方。當車輛遭受正面撞擊時,地板面板加強構件的縱向元件吸取由正面撞擊管理系統傳遞的碰撞能量,并用于進一步吸收撞擊能量的一部分以及防止侵入到乘客艙中。以類似的方式,地板面板加強構件的橫向元件吸取由側梁傳遞的碰撞能量,并且用于吸收能量和防止侵入。此外,地板面板加強構件在確保車輛車身的整體剛性方面起著重要作用。
3、地板面板加強構件在各種監管測試中涉及改進車輛的安全性能,各種監管測試比如說例如為:
4、-公路安全保險協會(iihs)的小型重疊剛性障礙(sorb)撞擊,其中車輛以在寬度上僅25%的交疊受到以64.4km/h移動的剛性障礙的碰撞。
5、-iihs的前交疊可變形障礙(odb),其中車輛以在寬度上僅25%的交疊受到以64.4km/h移動的剛性障礙的碰撞。
6、-美國新車評估計劃(usncap)桿測試,其中具有32.2km/h的初始側向速度的車輛在其側面上碰撞固定桿。
7、-iihs的側面可移動可變形屏障(mdb)測試,其中車輛在其側面上受到重量為1500kg并以50km/h的速度行駛的可變形障礙的碰撞。
技術實現思路
1、本發明的目的是提供一種具有非常高的撞擊管理效率的地板面板加強構件。本發明的目的也在于提供一種具有根據本發明的地板面板加強構件的車輛。
2、本發明的目的也在于提供一種地板面板加強構件,該地板面板加強構件相比于現有設計具有更低的重量,由此在內燃發動機的情況下節省燃料,并且在電動發動機驅動的車輛的情況下增加行駛范圍。
3、此外,本發明的目的是解決車輛生產中提高生產率、降低復雜性和降低成本的挑戰。實際上,本發明提供了一種地板面板加強構件,該地板面板加強構件相比于參考設計具有更少的部件。與參考相比,本發明的設計可以以非常少的制造步驟生產和組裝。除了簡化生產之外,減少生產步驟的數目還減少生產過程的環境足跡并減少了制造車輛時的總體co2排放。
4、本發明的目的通過提供一種根據權利要求1的前構件組件來實現,前構件組件可選地包括單獨地或根據任何可能組合采用的權利要求2至6的特征。本發明的另一目的通過提供根據權利要求7的機動車輛來實現。
5、在以下描述和所附權利要求中,方向術語根據所安裝的車輛的通常方向來限定。
6、特別地,術語“頂部”、“上”、“上部”、“上方”、“底部”、“下”、“下部”、“下方”等根據車輛的高度方向來限定。術語“前部”、“后”、“后部”、“前部”、“前向”、“后向”等根據車輛的縱向方向,即車輛在遵循直線時移動的方向來限定。術語“左”、“右”、“橫向”等根據平行于車輛的寬度的取向來限定。術語“內部”、“外部”應當根據車輛的寬度方向來理解:“內部”最靠近車輛的中央軸線,即最靠近車輛的內部,而“外部”定位成進一步遠離車輛的所述中央軸線,實際上更靠近車輛的外部。這同樣適用于術語“遠端”和“中央”:“遠端”部分定位成最靠近車輛的外部,并且“中央”部分定位成最靠近車輛的中心。術語“水平”是指包括縱向方向和橫向方向的平面的取向。術語“豎向”是指包括高度方向的任何取向。
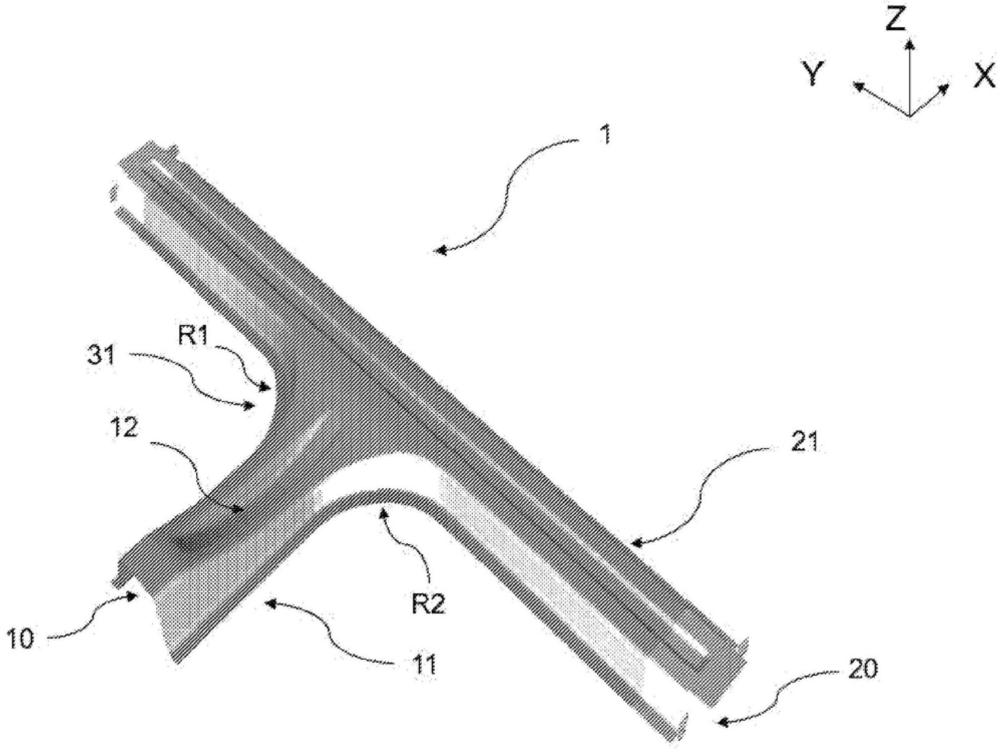
7、在以下附圖中,取向和空間參照全部是使用x、y、z坐標參照做出的,其中,z是車輛的高度方向,x是車輛的縱向方向,并且y是車輛的橫向方向。參照在每個附圖中被表示。當附圖是2d平面示意圖時,遵循已建立的慣例,在附圖之外的軸線在其指向讀者時由圓中的點表示,并且在其背向讀者時由圓中的叉表示。
8、所謂的“大致平行”或“大致垂直”是指可以偏離平行方向或垂直方向不超過15°的方向。
9、鋼板是指平坦鋼板。鋼板具有頂面和底面,頂面和底面也稱為頂側部和底側部或者稱為頂表面和底表面。所述面之間的距離被指定為板的厚度。該厚度可以例如使用千分尺來測量,千分尺的主軸和砧座安置在頂面和底面上。以類似的方式,還可以在成形部件上測量厚度。
10、所謂的部件的平均厚度或部件的一部分的平均厚度是指在組成部件的材料在其由最初平坦板形成為三維部件之后該材料的總體平均厚度。
11、定制焊接坯件是通過下述方式制成的:將被稱為子坯件的若干鋼板或切割好的鋼坯件組裝在一起、例如通過激光焊接組裝在一起,以便優化部件在其不同區域的性能,從而減輕整體部件重量并降低整體部件成本。形成定制焊接坯件的子坯件可以在有交疊或沒有交疊的情況下進行組裝,例如這些子坯件可以進行激光對焊(沒有交疊),或者這些子坯件可以彼此進行點焊(有交疊)。
12、與定制焊接坯件相反,整體坯件是指包括一個單個子坯件的坯件,而不是若干子坯件組合在一起。
13、定制軋制坯件是在鋼板生產過程期間通過差速軋制獲得的具有多個板厚度的坯件。
14、根據2009年10月出版的iso標準iso?6892-1測量極限拉伸強度、屈服強度和伸長率。拉伸測試試樣是從平坦區域切下的。如有必要,采取小尺寸拉伸測試樣品,以適應部件上的全部可用平坦區域。
15、根據vda-238彎曲標準來測量彎曲角度。對于同一種材料,彎曲角度取決于厚度。為了簡單起見,本發明的彎曲角度值是指厚度為1.5mm。如果厚度不同于1.5mm,則需要通過以下計算將彎曲角度值歸一化為1.5mm,其中α1.5為歸一化為1.5mm的彎曲角度,t為厚度,以及αt為針對厚度t的彎曲角度:
16、α1.5=(αt×√t)/√1.5
17、熱沖壓為用于鋼的成形技術,其涉及將鋼的坯件或者由鋼的坯件制成的預成形部件加熱直至鋼的顯微組織至少部分地轉變為奧氏體的溫度,通過對所述坯件或預成形部件進行沖壓使其在高溫下成形,并且同時對成形部件進行淬火以獲得具有非常高的強度的顯微組織,在熱處理中可能進行另外的分配或回火步驟。
18、多步驟熱沖壓工藝是包括至少一個沖壓步驟并且包括在高于300℃的高溫下執行的至少兩個工藝步驟的特定類型的熱沖壓工藝。例如,多步驟工藝可以涉及第一沖壓操作和隨后的熱修整操作,使得熱沖壓工藝的出口處的成品部件不需要進一步修整。例如,多步驟工藝可以涉及若干連續的沖壓步驟,以便制造具有比可以使用單個沖壓操作實現的形狀更復雜的形狀的部件。例如,在多步驟工藝中,例如使用轉移式壓機將部件從一個操作自動轉移至另一操作。例如,部件停留在同一工具中,所述工具為可以進行不同的操作、比如第一沖壓操作和隨后的工具內修整操作的多功能工具。
19、術語“癟縮”是指經受壓縮載荷的部件、通常是高長細度部件的變形模式,其中,該部件通過因該部件的連續局部屈曲變形而形成一系列連續波來逐漸吸收壓縮載荷的機械能。因此,該部件的如在變形之后沿壓縮載荷方向測量的長度小于該部件的沿所述方向的初始長度。換句話說,當部件通過受控屈曲對壓縮載荷作出反應時,該部件以與在瓶的頂部與底部之間施加了壓縮載荷的塑料瓶相同的方式折疊到自身上。
- 還沒有人留言評論。精彩留言會獲得點贊!