一種精細流道彎管拋光補償結構的制造方法
本發明涉及磨粒流拋光,尤其涉及一種精細流道彎管拋光補償結構的制造方法。
背景技術:
1、現有的精密流道彎管結構,因現有的多種加工制造技術的逐漸成熟,原本傳統加工直角轉彎流道逐漸轉變為圓弧過渡的直角轉流道。然而,受限于精密流道內部可達性差,一些高精度的內部加工拋光方式不適用,使得精密流道內部內壁面表面質量無法達到使用要求。磨粒流加工方式具有高可達性的特點,并且流體拋光的特點可以有效避免流道內部錯綜復雜取向帶來的干涉,然而這就使得現有的截面形狀不變的圓弧過度的直角轉彎流道,會產生內壁面和外避免的拋光不均勻現象。
2、目前,市場使用的流體磨粒流技術在拋光精密流道彎管部分時,彎管截面處周向各部分去除不一致,而且面向高精度的產品或者高要求的使用環境時,無法保證滿足產品一致性較高的前提下完成均勻有效的拋光。
技術實現思路
1、本發明的未解決上述拋光流道結構時存在的不足,提出了一種精密流道拋光的補償結構。本發明基于磨粒流拋光精密流道彎管部分時磨粒隨流體運動特性的特點,提出一種補償結構,能夠改善流體與速度場以及壓力場分布,使得拋光流道彎管大徑處以及小徑處更加均勻,拋光后的質量更好。
2、本發明的技術方案如下:一種精細流道彎管拋光補償結構的制造方法,包括以下步驟:
3、(1)對于給定需要拋光的金屬液壓管路系統,從管路系統中提取初始特征彎管流道的流道直徑、轉彎半徑以及轉彎角度;
4、(2)給定拓撲優化需要的設計空間及邊界條件,通過solidworks對流道的流域進行幾何建模得到拓撲域模型,并對添加拓撲域未進行優化流道模型進行網格劃分;
5、(3)將直管流域部分在磨粒流拋光中設定為非拓撲優化流域,只需對速度方向發生變化且會產生回流區域的局部轉彎處流域進行流體仿真并拓撲優化,得到設計空間內流域拓撲優化的初步結果;
6、(4)根據優化結構對彎管部分的流體域重新建模,對流體域增加壁厚生成能夠進行增材制造的流道實體,對其結構補償并建立得到所需的流道結構。
7、進一步地,所述步驟(2)中通過solidworks對原始流道的流域進行幾何建模得到拓撲域模型,并對添加拓撲域未進行優化流道模型進行網格劃分,具體為:首先確定流體拓撲區域范圍,以流道彎管與直管交接截面兩邊各直線延伸與流道轉彎半徑相同長度,以此作為流體拓撲區域,由此通過solidworks對流域部分進行建模得到拓撲域模型;由于直管流域部分不存在局部壓力損失,即非拓撲優化流域,因此只對速度方向發生變化的局部轉彎處流域進行拓撲優化,建立設計空間;即將三維模型以.xt格式導入ansys?workbench,并進行網格劃分,所述網格采用的是非結構性網格,其網格為六面體,大小設置0.1mm,由此得到拓撲前結構的網格模型。
8、進一步地,所述步驟(3)中將直管流域部分在磨粒流拋光中設定為非拓撲優化流域,具體為:非拓撲優化流域在磨粒流拋光過程中,不存在速度場的急劇變化的直管流域部分,并且磨粒在整體運動過程中處于均勻去除的狀態且直管部分不存在局部壓力損失。
9、進一步地,所述步驟(2)中的拓撲優化,其拓撲優化的方法是采用計算流體力學數值方法進行拓撲優化的,具體為:以固體各向同性懲罰插值模型simp拓撲優化理論建立數學模型,以單元密度為設計變量;固體各向同性懲罰插值模型simp是連續體拓撲優化中一種變密度法插值模型;由于設計變量或者為0,即單元去除;或者為1,即單元保留;所述拓撲優化是離散變量0或1的組合優化,若設計域中存在n個設計變量,則從個方案中尋找最優解;當n大于64或者128時,則導致“組合爆炸”,所需的分析次數超出計算機的計算能力,則會導致無法計算;因此需要將離散變量松弛為0-1的連續變量,并應用基于連續變量的導數優化算法求解,對中間密度進行懲罰或者限制,以確保中間密度不會出現或者受到限制,使之向0或1兩極轉變。
10、具體地,所述simp為懲罰模型,利用oc優化準則拓撲優化求解算法對數學模型進行求解,所述oc準則法根據局部區域的初始設計點,約束每次迭代應滿足的優化條件來求解的。
11、進一步地,所述oc準則法包括最佳特性理論和重新設計準則,所述重新設計準則利用的是控制器反饋方法,其評估系統為結構力學中的有限元分析或計算流體力學分析,由評估系統提供設計響應,設計響應為cfd中的速度場或結構力學中的應力分布,應用于流體動力學中的oc方法基于阻止回流產生的優化目標,優化約束為體積約束,對回流區域單元進行“沉降”,并通過監測流域內的回流值約束壓力損失,所述回流值代表與流向相反的總質量流量,優化器通過評估流場狀態監測回流值,由于當前不會自動停止優化過程,需要設置預定迭代次數,當完成預定迭代次數后會結束優化過程,根據受體積約束的優化目標,以及在給定的設計空間中保留或去除實體來迭代地改變流域,實現拓撲優化。
12、進一步地,所述約束每次迭代應滿足的優化條件來求解的,具體為:首先給出迭代的數學表達式為:;其中為第k+1次迭代的變量;為第k次迭代的比例因子;為第k次迭代的解;首先將具有約束的拓撲優化模型轉為無約束的拉格朗日函數,通過求解拉格朗日乘子來求解目標函數最優解,其拉格朗日方程表達式為:;其中,為結構的柔度;v為材料體積分數;?為單元設計變量;為第i次單元設計變量;為使得l函數最小化的v值;和分別為單元設計變量上下限,、和是與約束對應的拉格朗日乘子;其中,其目標函數極限值是根據kuhn-tucker條件來確定,表達式如下:;其中為 l函數最小化的 v值;為等式約束的拉格朗日乘子;為約束條件;通過引入阻尼因子以及移動極限常數兩個參數穩定迭代,其中,;即采用如下迭代更新形式:;其中,k為次數,?為k次的設計變量。
13、進一步地,所述步驟(3)中的局部轉彎處流域進行流體仿真并拓撲優化,是基于步驟(2)給定拓撲優化需要的設計空間及邊界條件而完成,具體為:所述流體仿真是將網格模型導入到fluent求解器中進行計算;所述設計空間及邊界條件包括材料屬性和邊界條件;所述材料屬性包括:使用密度為的46號液壓油作為油液介質,其動力粘度為;所述邊界條件求解為:設總體積流量為0.38l/min,則入口質量流量為0.5.4*10^-3kg/s,將入口設置為速度入口,平均速度為2m/s,出口設置為壓力出口,根據液壓系統實際工況,設定出口壓力大小為0mpa進行仿真;根據cfd仿真結果在給定的設計空間內進行拓撲優化,以入口與出口間壓力損失為優化目標,流域材料的體積為約束,得到設計空間內流域拓撲優化的初步結果。
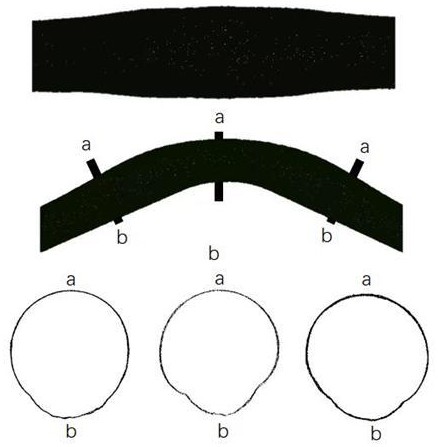
14、進一步地,對所述設計空間內流域拓撲優化的初步結果進行形狀優化處理,得到拓撲流域的光滑曲面,通過提取拓撲后管道優化特征,對彎管拓撲區域進行重新建模,確定流道轉彎部分變截面結構在初始彎管部分的尺寸長度,以及變截面形狀在彎管部分的尺寸變化大小,重新建模得到特定尺寸下精密流道彎管部分的拓撲補償結構,對彎管部分進行結構補償,對于彎管流域在轉彎處短徑處,形成向內凹陷的“月牙型”凹槽,以用來抑制在高速磨粒流拋光過程中磨料介質流體所產生的回流區域,同時在連接直流道部分形成過渡緩沖區域,同時拓撲補償結構對于轉彎中心形成對稱結構,用于對磨粒流雙向拋光;對補償結構的彎管精密流道和為做補償結構彎管精密流道進行流體力學分析,通過對比結構補償前和結構補償后流道的流體力學分析結果,在相同進出口條件設置下,補償后得到均勻的流域速度場,且補償后的流道截面改變了磨粒流拋光過程中在彎管截面部分流動特性;同時進行壓力場分布的比較,補償后的精密流道結構去除了彎管部分所產生的低壓區域、介質流速方向變化產生的渦旋區,以及流動方向改變所引起地彎管部分內測和外側的不同壓力。
15、進一步地,所述步驟(4)中對流體域增加壁厚生成能夠進行增材制造的流道實體,具體為:由于重新建模后的流體域為變截面流域,呈非規則形狀,需要為流域增加壁厚才能生成可進行增材制造的流道實體,在保證流道力學性能,避免應力集中的前提下為變截面流域增加均勻壁厚;所述增加均勻壁厚是通過曲面偏移的方式為補償后的的流域增加均勻的安全壁厚得到流道實體模型;所述曲面偏移為流域部分向外擴展形成流道。
16、本發明的有益效果時:
17、本發明設計了磨粒流拋光精密流道彎管部分的均勻拋光補償結構,實現彎管
18、部分短徑、長徑側的均勻拋光。解決了高速磨粒流拋光在彎管部分過拋問題,實現了精密流道彎管部分拋光后的結構完整。
- 還沒有人留言評論。精彩留言會獲得點贊!