一種晶圓拋光方法、裝置、設備及存儲介質與流程
本技術實施例涉及自動化領域,尤其涉及一種晶圓拋光方法、裝置、設備及存儲介質。
背景技術:
1、晶圓拋光是半導體制造過程中的一個關鍵步驟。在晶圓拋光的過程中,需要磨輪去除晶圓表面的不規則形狀和缺陷,但由于磨輪在拋光過程中會不斷磨損,其表面質量和磨削能力會逐漸下降,進而影響拋光效果。因此,準確測量磨輪的磨損程度是保證晶圓拋光質量的基礎。
2、然而,傳統測量磨輪的磨損程度的方法難以準確捕捉磨輪表面的微小變化,導致磨損程度的測量結果不精確,同時還存在著操作復雜導致磨損程度的測量效率低下的問題。
技術實現思路
1、本發明實施例提供了一種晶圓拋光方法、裝置、設備及存儲介質,解決了現有技術中對磨輪的磨損情況進行檢測的過程中存在著準確率低以及耗時長的技術問題。
2、第一方面,本發明實施例提供了一種晶圓拋光方法,所述方法適用于晶圓拋光設備,所述晶圓拋光設備包括磨輪傳動軸、磨輪以及晶圓拋光平臺;所述磨輪傳動軸用于帶動所述磨輪上下移動和水平移動;所述晶圓拋光平臺用于放置晶圓;所述磨輪與其研磨面相背的一面上設置有至少一個壓力傳感器,所述晶圓拋光方法包括:
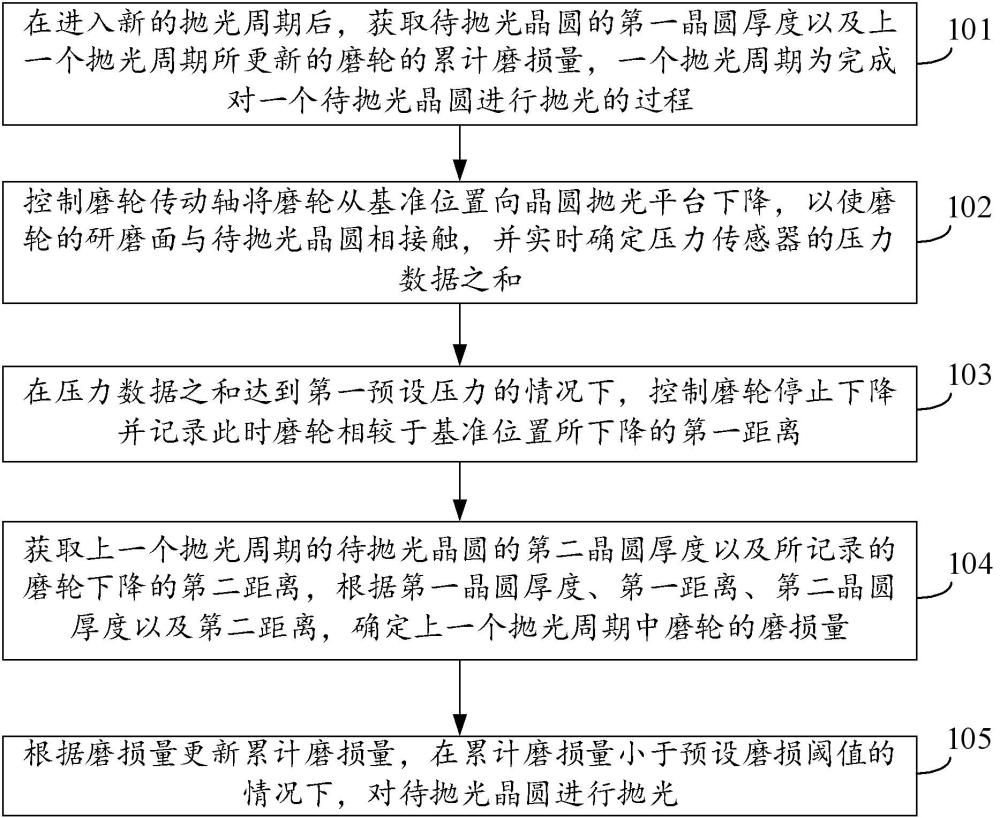
3、在進入新的拋光周期后,獲取待拋光晶圓的第一晶圓厚度以及上一個拋光周期所更新的所述磨輪的累計磨損量,一個所述拋光周期為完成對一個待拋光晶圓進行拋光的過程;
4、控制所述磨輪傳動軸將所述磨輪從基準位置向所述晶圓拋光平臺下降,以使所述磨輪的研磨面與所述待拋光晶圓相接觸,并實時確定所述壓力傳感器的壓力數據之和;
5、在所述壓力數據之和達到第一預設壓力的情況下,控制所述磨輪停止下降并記錄此時所述磨輪相較于所述基準位置所下降的第一距離;
6、獲取上一個拋光周期的待拋光晶圓的第二晶圓厚度以及所記錄的所述磨輪下降的第二距離,根據所述第一晶圓厚度、所述第一距離、所述第二晶圓厚度以及所述第二距離,確定所述上一個拋光周期中所述磨輪的磨損量;
7、根據所述磨損量更新所述累計磨損量,在所述累計磨損量小于預設磨損閾值的情況下,對所述待拋光晶圓進行拋光。
8、其中,所述根據所述第一晶圓厚度、所述第一距離、所述第二晶圓厚度以及所述第二距離,確定所述上一個拋光周期中所述磨輪的磨損量,包括:
9、獲取預設的修正系數,所述修正系數用于補償所述磨輪傳動軸的實際移動距離與所記錄的距離的偏差;
10、確定所述第一晶圓厚度和所述第一距離之和的第一數值,以及所述第二晶圓厚度和所述第二距離之和的第二數值;
11、根據所述修正系數、所述第一數值和所述第二數值,確定所述上一個拋光周期中所述磨輪的磨損量。
12、其中,所述晶圓拋光設備還包括有磨刀平臺,所述磨刀平臺上設置有磨刀石;所述在進入新的拋光周期后,在控制所述磨輪傳動軸將所述磨輪向所述晶圓拋光平臺下降,以使所述磨輪的研磨面與所述待拋光晶圓相接觸之前,還包括:
13、控制所述磨輪傳動軸將所述磨輪移動至所述磨刀石上方,控制所述磨輪傳動軸將所述磨輪下降至與所述磨刀石相接觸后,控制所述磨輪進行自拋光;
14、在所述自拋光完成的情況下,控制所述磨輪傳動軸將所述磨輪移動至所述基準位置。
15、其中,在進入第一個所述拋光周期后,且在所述磨輪自拋光之前,還包括:
16、控制所述磨輪傳動軸將所述磨輪從所述基準位置下降至所述晶圓拋光平臺,以使所述磨輪的研磨面與所述晶圓拋光平臺相接觸,并實時確定所述壓力傳感器的壓力數據之和;
17、在所述壓力數據之和達到第一預設壓力的情況下,控制所述磨輪停止下降并記錄此時所述磨輪相較于所述基準位置所下降的第三距離;
18、在第一個所述拋光周期中,所述累計磨損量通過以下方式進行更新;
19、根據所述第三距離、與第一個拋光周期相對應的第一晶圓厚度以及第一距離,更新所述累計磨損量。
20、其中,所述控制所述磨輪傳動軸將所述磨輪從基準位置向所述晶圓拋光平臺下降,以使所述磨輪的研磨面與所述待拋光晶圓相接觸,包括:
21、控制所述磨輪傳動軸將所述磨輪從基準位置向所述晶圓拋光平臺下降,在下降過程中根據所述壓力數據之和對所述磨輪的下降速度進行動態控制。
22、其中,所述在下降過程中根據所述壓力數據之和對所述磨輪的下降速度進行動態控制,包括:
23、在所述壓力數據之和為零,且所述磨輪的位置尚未達到與當前拋光周期相對應的預設位置的情況下,控制所述磨輪以第一預設速度下降,所述預設位置根據當前拋光周期的空切位置確定;
24、在所述磨輪的位置超過與當前拋光周期相對應的預設位置的情況下,控制所述磨輪以第二預設速度下降;
25、在所述壓力數據之和在預設壓力范圍內的情況下,實時根據所述壓力數據之和、所述第一預設壓力以及所述第二預設速度,確定第一實時速度,并控制所述磨輪以所述第一實時速度下降,直至所述壓力數據之和達到所述第一預設壓力為止。
26、其中,所述實時根據所述壓力數據之和、所述第一預設壓力以及所述第二預設速度,確定所述第一實時速度,包括:
27、確定所述第一預設壓力與所述壓力數據之和的第一差值,確定所述第一差值與所述壓力數據之和的比值;
28、確定所述第二預設速度與所述比值的乘積,得到實時參考速度;
29、根據所述實時參考速度確定第一實時速度。
30、其中,所述根據所述實時參考速度確定第一實時速度,包括:
31、在所述實時參考速度大于所述第二預設速度的情況下,確定所述第二預設速度為所述第一實時速度;
32、在所述實時參考速度小于等于第二預設速度且大于等于第三預設速度的情況下,確定所述實時參考速度為所述第一實時速度,所述第三預設速度小于所述第二預設速度;
33、在所述實時參考速度小于所述第三預設速度的情況下,確定所述第二預設速度為所述第一實時速度。
34、第二方面,本發明實施例提供了一種晶圓拋光裝置,所述裝置適用于晶圓拋光設備,所述晶圓拋光設備包括磨輪傳動軸、磨輪以及晶圓拋光平臺;所述磨輪傳動軸用于帶動所述磨輪上下移動和水平移動;所述晶圓拋光平臺用于放置晶圓;所述磨輪與其研磨面相背的一面上設置有至少一個壓力傳感器,所述晶圓拋光裝置包括:
35、數據獲取模塊,用于在進入新的拋光周期后,獲取待拋光晶圓的第一晶圓厚度以及上一個拋光周期所更新的所述磨輪的累計磨損量,一個所述拋光周期為完成對一個待拋光晶圓進行拋光的過程;
36、磨輪下降模塊,用于控制所述磨輪傳動軸將所述磨輪從基準位置向所述晶圓拋光平臺下降,以使所述磨輪的研磨面與所述待拋光晶圓相接觸,并實時確定所述壓力傳感器的壓力數據之和;
37、距離記錄模塊,用于在所述壓力數據之和達到第一預設壓力的情況下,控制所述磨輪停止下降并記錄此時所述磨輪相較于所述基準位置所下降的第一距離;
38、磨損確定模塊,用于獲取上一個拋光周期的待拋光晶圓的第二晶圓厚度以及所記錄的所述磨輪下降的第二距離,根據所述第一晶圓厚度、所述第一距離、所述第二晶圓厚度以及所述第二距離,確定所述上一個拋光周期中所述磨輪的磨損量;
39、晶圓拋光模塊,用于根據所述磨損量更新所述累計磨損量,在所述累計磨損量小于預設磨損閾值的情況下,對所述待拋光晶圓進行拋光。
40、第三方面,本發明實施例提供了一種晶圓拋光設備,所述晶圓拋光設備包括磨輪傳動軸、磨輪以及晶圓拋光平臺;所述磨輪傳動軸用于帶動所述磨輪上下移動和水平移動;所述晶圓拋光平臺用于放置晶圓;所述磨輪與其研磨面相背的一面上設置有至少一個壓力傳感器,所述晶圓拋光設備還包括處理器以及存儲器;
41、所述存儲器用于存儲計算機程序,并將所述計算機程序傳輸給所述處理器;
42、所述處理器用于根據所述計算機程序中的指令執行如第一方面所述的一種晶圓拋光方法。
43、第四方面,本發明實施例提供了一種存儲計算機可執行指令的存儲介質,所述計算機可執行指令在由計算機處理器執行時用于執行如第一方面所述的一種晶圓拋光方法。
44、上述,本發明實施例提供了一種晶圓拋光方法、裝置、設備及存儲介質,本發明實施例中通過在磨輪與其研磨面相背的一面上設置壓力傳感器,并在每個拋光周期中,控制磨輪傳動軸將磨輪向晶圓拋光平臺下降,以使磨輪的研磨面與待拋光晶圓相接觸且壓力傳感器所接收到的壓力數據之和為第一預設壓力后,記錄磨輪所下降的第一距離。之后即可根據當前拋光周期的第一距離和待加工晶圓的第一晶圓厚度,以及上一個拋光周期磨輪下降的第二距離以及待加工晶圓的第二晶圓厚度,計算上一個拋光周期中磨輪的磨損量。本發明實施例能夠準確地監測磨輪的磨損情況,且操作過程簡單快速,無需其它昂貴的專業測量儀器,減少了對專業設備和操作人員的依賴,降低了操作復雜性和測量成本,減少了由于測量和計算過程繁瑣導致的時間浪費,解決了現有技術中對磨輪的磨損情況進行檢測的過程中存在著準確率低以及耗時長的技術問題。
- 還沒有人留言評論。精彩留言會獲得點贊!