一種提高鋁合金斷裂韌性的熱處理方法
本發明涉及鋁合金力學性能強化,特別涉及一種提高鋁合金斷裂韌性的熱處理方法。
背景技術:
1、鋁合金厚板是現代航空工業重要的結構材料,主要用于生產飛機的機身、機翼、尾翼和蒙皮等部件。這些部件通常采用高強度鋁合金厚板直接銑削加工而成,以達到降低制造成本、減輕機身質量和便于管理的目的。如果鋁板不夠厚,則無法切削出大零件。例如,c919需要的厚板最厚要達到200mm,同時還要滿足耐腐蝕、強度高、耐疲勞、尺寸穩定、容易進行機械加工(拋光、切削等)等性能要求,技術門檻極高。
2、鋁合金厚板從生產工藝上可以分為鑄錠熱軋厚板和鑄造厚板。其中,鑄造厚板雖然厚度可以不受限制,最大厚度達到1.2米,但性能上與經過軋制工藝的鑄錠熱軋厚板相比有較大差距,因此航空產品一般都使用鑄錠熱軋厚板。鑄錠熱軋厚板典型的生產工藝流程為:原料→鑄造→鑄錠銑面→熱軋→固溶處理→淬火→拉伸→鋸切。該套工藝雖然較為成熟,但仍存在直接影響鋁合金厚板制造零部件服役壽命的致命問題:淬火時,由于板材內外部溫度相差太大,所以當鋁厚板超過6mm后,會形成較大的淬火殘余應力。殘余應力的存在嚴重影響著材料的后續加工及其應用,尤其是用作承受交變載荷的結構件或在腐蝕環境下工作時,殘余應力是造成材料過早失效甚至造成嚴重事故的一個主要原因。目前,為了降低鋁合金厚板內部的殘余應力,鋁合金板材在淬火后,需要通過拉伸機施加1%~3%的拉伸變形以抵消殘余應力。
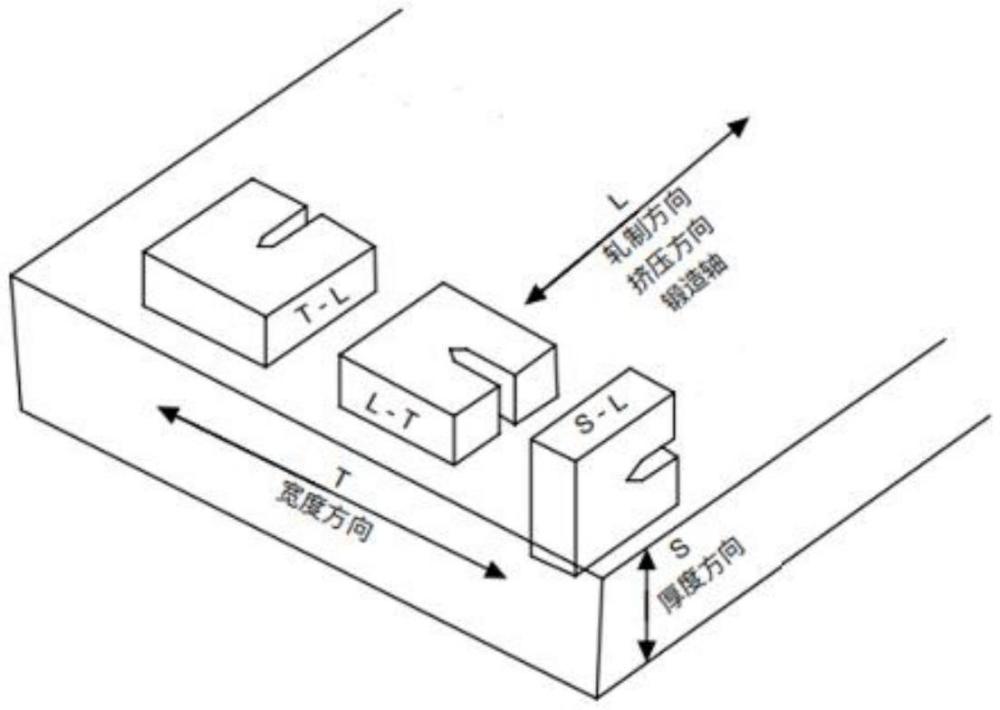
3、近年來,隨著航空領域進一步向著輕量、高速、大型化的方向發展,對鋁合金厚板的性能及其制備零部件的穩定性安全性要求越來越高,鋁合金零部件在服役過程中出現了一個新問題:由于軋制和拉伸變形工藝具有明顯的方向性,導致鋁合金厚板的組織和性能也存在方向性,即鋁合金厚板不同方位的力學性能存在明顯差異,尤其是斷裂韌性很難滿足諸如機翼、尾翼這類不同方向均會承受工況載荷的零部件的使用要求,一旦出現事故危害性極大。
技術實現思路
1、基于上述內容,本發明目的在于提供一種提高鋁合金斷裂韌性的熱處理方法。
2、為了實現上述目的,本發明提供以下技術方案:一種提高鋁合金斷裂韌性的熱處理方法,將鋁合金板材依次進行均勻化處理、預熱處理、固溶處理、拉伸處理和二級時效處理。
3、在一些實施方式中,所述鋁合金板材為連續鑄造鋁合金板材。
4、在一些實施方式中,按質量百分比計,所述鋁合金板材的化學成分為:zn:6.3-6.45%,cu:2.2-2.45%,mg:2.05-2.2%,復合稀土:0.02-0.06%,si:0-0.05%,fe:0-0.06%,mn:0-0.015%,cr:0-0.025%,zr:0.085-0.15%,ti:0.01-0.05%,b:0-0.002%,na:0-0.005%,余量為al。
5、在一些實施方式中,按質量百分比計,所述鋁合金板材的化學成分為:zn:6.4%,cu:2.3%,mg:2.1%,復合稀土:0.04%,zr:0.11%,ti:0.02%,b:0.001%,余量為al。
6、在一些實施方式中,按質量百分比計,所述復合稀土的化學成分為:er:15~20%、ce:15~20%、la:15~20%、y:5~10%、pr:5~10%,余量為nd。
7、在一些實施方式中,按質量百分比計,所述復合稀土的化學成分為:er:17%、ce:18%、la:17%、y:7%、pr:7%,余量為nd。
8、在本發明中,fe、si、mn和cr的含量必須嚴格控制,防止生成脆性相影響鋁合金的斷裂韌性。ti、b和zr主要作為晶粒細化元素,在鋁合金中起到異質形核的作用。na為不可避免的雜質元素。復合稀土起到固溶強化、凈化熔體、細化晶粒和改善晶界相形貌的綜合作用,若加入過量則會形成粗大的晶界相并聚集變為夾雜物,而顯著影響合金的性能。其中,ce、la的熔點較低,極易與h、o、p、s等雜質反應生成化合物,主要起凈化熔體的作用;y、er的可塑性較好,形成均勻分布的晶界相可以改善合金的塑性和耐蝕性;nd、pr則容易形成耐熱性較好的晶界相,改善合金的高溫性能。
9、在一些實施方式中,所述均勻化處理為:在460~470℃保溫一定時間后空冷,優選為465℃保溫一定時間后空冷,保溫時間(y1,min)與鋁合金板材厚度(x,mm)符合如下規律:
10、①當x∈[80,100]時,y1=15×x;
11、②當x∈(100,120]時,y1=13.5×x;
12、③當x∈(120,150]時,y1=12×x;
13、④當x∈(150,180]時,y1=11×x;
14、⑤當x∈(180,200]時,y1=10×x。
15、本發明通過均勻化處理,利用熱擴散作用,可以有效改善偏析現象,促使組織分布和化學成分更加均勻,保證鋁合金板材的成分均勻性,為后續熱處理提供良好的組織基礎。
16、在一些實施方式中,所述預熱處理為:在430℃保溫一定時間,預熱保溫時間(y2,min)與鋁合金板材厚度(x,mm)符合如下規律:
17、①當x∈[80,100]時,y2=270;
18、②當x∈(100,150]時,y2=300;
19、③當x∈(150,180]時,y2=360;
20、④當x∈(180,200]時,y2=420。
21、在本發明中,當預熱溫度低于430℃時,合金仍具有較高的強硬度,軋制變形量較小且合金容易開裂,不利于軋制工藝的進行;當預熱溫度高于430℃時,合金力學性能偏軟,若組織均勻性不好就會導致局部過熱而產生過燒問題,另一方面軋制后合金的表面平整性較差。本發明通過預熱處理降低鋁合金的硬度,保證熱軋工藝的順利開展。
22、在一些實施方式中,所述固溶處理為:在465~475℃保溫一定時間后立即淬入50~60℃的水中冷卻,優選為470℃保溫一定時間后立即淬入50~60℃的水中冷卻,固溶時間(y3,min)與鋁合金板材厚度(x,mm)符合如下規律:
23、①當x∈[80,100]時,y3=16×x;
24、②當x∈(100,120]時,y3=14.5×x;
25、③當x∈(120,150]時,y3=13×x;
26、④當x∈(150,180]時,y3=12×x;
27、⑤當x∈(180,200]時,y3=11×x。
28、在本發明中,當固溶溫度低于465℃時,合金中各元素擴散速度較慢,需要提供更長的保溫時間,降低了實際生產效率。另外,配合淬火工藝可以生成的固溶體的總量不足,導致晶界化合物殘留較多且形貌和分布變化不大,不利于后續合金各個位相性能的改善;當固溶溫度高于475℃時,雖然元素擴散速度提升且更利于生成更多的固溶體,但導致過量的元素固溶進入鋁合金晶格中,晶格畸變較大不利于后續軋制工藝,容易造成合金軋制表面變形甚至開裂。另外,溫度過高,也存在合金晶界相發生過燒風險,影響合金的力學性能。
29、在一些實施方式中,所述拉伸處理的拉伸率為1.5~1.8%,優選為1.6%。所述拉伸處理的目的是去除殘余應力。拉伸率的計算方法為:
30、
31、在本發明中,當拉伸率低于1.5%時,殘余應力去除不徹底,影響后續時效處理效果;當拉伸率高于1.8%時,殘余應力雖可以有效去除,但晶粒組織會被拉長,具有方向性,影響板材不同位相的性能。
32、在一些實施方式中,所述二級時效處理為:無論板材厚度為多少,均先在120~130℃保溫5h進行一級時效處理,之后隨爐升溫至160~170℃保溫一定時間進行二級時效處理,使得鋁合金晶粒大小趨于穩定,以進一步改善不同厚度板材微觀組織的均勻性。上述時效處理工藝優選為:先在125℃保溫5h進行一級時效處理,之后隨爐升溫至165℃保溫一定時間進行二級時效處理,保溫時間(y4,h)與板材厚度(x,mm)符合如下規律:
33、①當x∈[80,100]時,y4=18;
34、②當x∈(100,150]時,y4=20;
35、③當x∈(150,200]時,y4=22。
36、本發明公開了以下技術效果:
37、本發明提供了一種提高鋁合金斷裂韌性的熱處理方法,將鋁合金板材依次進行均勻化處理、預熱處理、固溶處理、拉伸處理和二級時效處理。本發明通過控制鋁合金中元素的種類和含量,以及特殊的熱處理方法,有效提升鋁合金板材各個位相的斷裂韌性,且無論板材厚度變化,均能獲得較好的性能。
- 還沒有人留言評論。精彩留言會獲得點贊!