砂芯、砂模和用于制造砂芯的方法與流程
本發明涉及一種砂芯、一種砂模、一種用于制造砂芯的方法以及一種用于鑄造螺桿轉子(例如用于壓縮機、真空泵或膨脹機元件的螺桿轉子)的方法,所述螺桿轉子包括主體,所述主體具有輪廓表面和兩個頭部表面,所述輪廓表面具有在這兩個頭部表面之間延伸的螺旋葉片。更具體地,本發明涉及一種砂芯,所述砂芯包括整體件,整體件具有內部型腔,內部型腔用于在鑄造螺桿轉子的過程中形成所述螺旋葉片。
背景技術:
1、從現有技術中已知鑄造工藝,在所述鑄造工藝中,將熔融的鑄造材料(通常是灰鑄鐵或球墨鑄鐵)經由流道澆注到砂模中砂芯的內部模腔中。
2、當用這種熔融的鑄造材料填充砂芯中的模腔時,鑄件至少部分地由模腔的表面形成。
3、為了精確鑄造鑄件并避免鑄件的大量精加工,砂芯通常具有封閉結構,使得在鑄造過程中模腔盡可能完全地包圍砂芯中的鑄造材料。
4、為此目的,砂芯的外表面通常僅包括有限數量的開口,以提供進入內部模腔的通道,例如:
5、-一個或多個入口,其用于將熔融的鑄造材料澆注到模腔中;以及
6、-一個或多個出口,其用于脫氣并用于將模腔連接到砂模中的一個或多個冒口。
7、由于外表面上的開口數量有限,可能難以抓住外表面上的砂芯來將該砂芯放入砂模或將砂芯從砂模中取出。
8、由于模腔有限的可接近性以及用于作為鑄件的具有螺旋葉片的螺桿轉子的模腔的復雜幾何形狀,也很難從砂芯中去除松散的砂或清除內部模腔中的其他污染物。
9、出于同樣的原因,也難以在鑄造過程之前為內部模腔提供涂層。
10、所述涂層保護砂芯在鑄造過程中在模腔中免受由于熔融的鑄造材料的高溫而導致的侵蝕和燒結(burn-in),其中侵蝕和燒結會導致由于鑄造過程而產生的螺桿轉子的外表面上的粗糙區域。
11、在涂層已經被施加在內部模腔中并被干燥后,必須從模腔中排出過量的涂層材料,以防止所述過量的涂層材料在鑄造過程中積聚在模腔中的實際上應該填充熔融的鑄造材料的位置處,這種積聚會對最終鑄件的質量和尺寸精度不利。不言而喻,砂芯外表面上通向內部模腔的通常有限數量的開口不利于從砂芯中排出過量的涂層材料。
12、在設計砂芯時,還需要考慮一個或多個入口的位置、數量和尺寸,這將對鑄造過程中用鑄造材料均勻且完全地填充模腔產生決定性影響,并因此影響鑄造過程中產生的鑄件的質量。
13、在鑄造過程中連接到一個冒口或多個冒口或者連接到砂模中的一個或多個脫氣通道的一個出口或多個出口的位置、數量和尺寸也會影響得到的鑄件的質量。
14、在鑄造過程中,所述一個冒口或所述多個冒口中的每個冒口首先用作排氣通道,從而可以避免在得到的鑄件中出現空氣夾雜。
15、然后,一旦模腔被鑄造材料完全填充或幾乎完全填充,所述一個冒口或所述多個冒口中的每個冒口用作用于過量的熔融的鑄造材料的儲器,當鑄件在所述鑄件固化過程中收縮時,可以從該儲器將熔融的鑄造材料抽回并抽入到模腔中。以這種方式,避免了由于鑄件在固化過程中收縮而在鑄件中形成未被鑄造材料填充的孔。
16、因此,所述一個出口或多個出口的位置、數量和尺寸對于減少鑄件中這些未被鑄造材料填充的孔的數量和/或體積或避免這些孔至關重要。
17、由于模腔的復雜的幾何形狀,當水平鑄造螺桿轉子時,在砂芯中具有的出口數量有限的情況下,在鑄造中難以或不可能減少和/或消除未被鑄造材料填充的孔的形成。
18、在這種情況下,“水平鑄造”是指模腔的旋轉對稱軸線在重力水平面上延伸,該旋轉對稱軸線在通過用鑄造材料填充模腔而已經在砂芯中形成螺桿轉子之后與鑄造的螺桿轉子的旋轉對稱軸線重合。
19、“重力水平面”是指與主重力(通常是地球引力)作用在鑄造材料上的方向垂直的平面。換句話說,“重力水平面”是指水平取向的平面。
20、當水平鑄造螺旋轉子時,不能通過在模腔中仍然熔融的鑄造材料上的浮選通過有限數量的出口從模腔中去除熔融的鑄造材料中存在的雜質和/或鑄造材料在模腔中固化時出現的不均勻性。例如,對于en-gjs-450-10球墨鑄鐵鑄造的轉子,上述不均勻性以氧化物渣和石墨浮選的形式出現。
21、當這些雜質和/或不均勻性模腔中的鑄造材料固化的過程中被截留在鑄造過程中產生的螺桿轉子的材料中時,它們會導致重量分布不均勻,并因此導致所述螺桿轉子的旋轉對稱軸線周圍的不平衡。所得到的螺桿轉子的材料中存在雜質和/或不均勻性也可能對所述螺桿轉子的表面質量和/或機械性能(諸如強度和/或剛度)產生負面影響。
22、由于上述原因,以有限數量的出口水平鑄造的螺桿轉子的質量通常不能滿足某些預定要求,和/或所述螺桿轉子的外表面在鑄造過程后仍需要進行相當深度的機械加工。這導致了廢料的形成,并增加了螺桿轉子的精加工時間和精加工成本。
23、此外,具有用于形成螺桿轉子的螺旋葉片的整體件的砂芯的缺點在于,用于形成螺旋葉片的整體件的內部型腔的表面通常包括具有恒定間距的略微錐形的螺旋凹槽。其原因在于,此種整體件中的內部型腔通常由具有對應于螺桿轉子的形狀的模具或母模形成。螺旋凹槽必須略微呈錐形并具有恒定的間距,以允許在整體件形成后模具不受阻礙地向回旋出整體件。
24、因此,鑄造過程產生的螺桿轉子當然也具有略微圓錐形的螺旋葉片,所述螺旋葉片具有恒定的間距。為了使螺旋葉片成為平行螺旋,即具有恒定半徑的螺旋,需要對所產生的螺桿轉子進行另外的大量精加工步驟。這種精加工步驟需要一定的精加工時間和精加工成本,并導致不必要的廢料形成。
25、為了從整體件中移除模具,所述整體件的外表面還必須包括大開口,所述大開口具有等于或大于模具的最大直徑的直徑。
26、此外,由于涉及大量工藝步驟,諸如購買材料;對材料進行熱處理;對材料進行車削、銑削和研磨;鍍鎳;后測量;以及運輸模具,因此制造模具是一個昂貴、耗時且耗能的過程。
27、因此,制造模具通常是一次性的、非迭代性的活動,其中提供緩沖余量,以補償鑄造過程中鑄造材料的偏差和收縮行為。由于這種緩沖余量,在鑄造過程之后需要對鑄造過程產生的螺桿轉子進行進一步的精加工。
28、最后,水平鑄造螺桿轉子的缺點在于,砂模的豎向高度是鑄造螺桿轉子的外徑的限制因素。
29、砂芯的豎向尺寸必須小于砂模的豎向高度。由鑄造過程產生的螺桿轉子的外徑受到砂芯的這個豎向尺寸和圍繞內部型腔的砂芯的整體件的壁的最小厚度的限制。
30、另一方面,當水平鑄造具有有限外徑的螺桿轉子時,可用的砂模的豎向高度可能遠大于砂芯的豎向尺寸,由此在所述可用的砂模中損失了大量有用的空間。
31、換句話說,當水平鑄造螺桿轉子時,砂模的豎向高度通常不適應或不能靈活地適應要鑄造的螺桿轉子的外徑,導致在鑄造過程中在生產時間和生產成本方面的效率損失。
技術實現思路
1、本發明旨在解決前述缺點和/或其他缺點中的至少一個。
2、更具體地,本發明的目的是提供一種砂芯和/或砂模,其用于以快速、廉價、精確和/或靈活的方式鑄造螺桿轉子,例如以最小的精加工余量來實現特定期望的最終質量。
3、本發明的目的還在于有效地利用砂模中的可用空間,以最小化鑄造一個或多個螺桿轉子所需的時間和成本。
4、本發明的目的還在于提供一種快速、廉價、精確和/或靈活的用于制造砂芯的方法。
5、最后,本發明可以具有的目的是提供一種快速、廉價、精確和/或靈活的方法,其用于鑄造可選地具有復雜幾何形狀的螺桿轉子,例如具有帶可變間距的螺旋葉片的螺桿轉子。
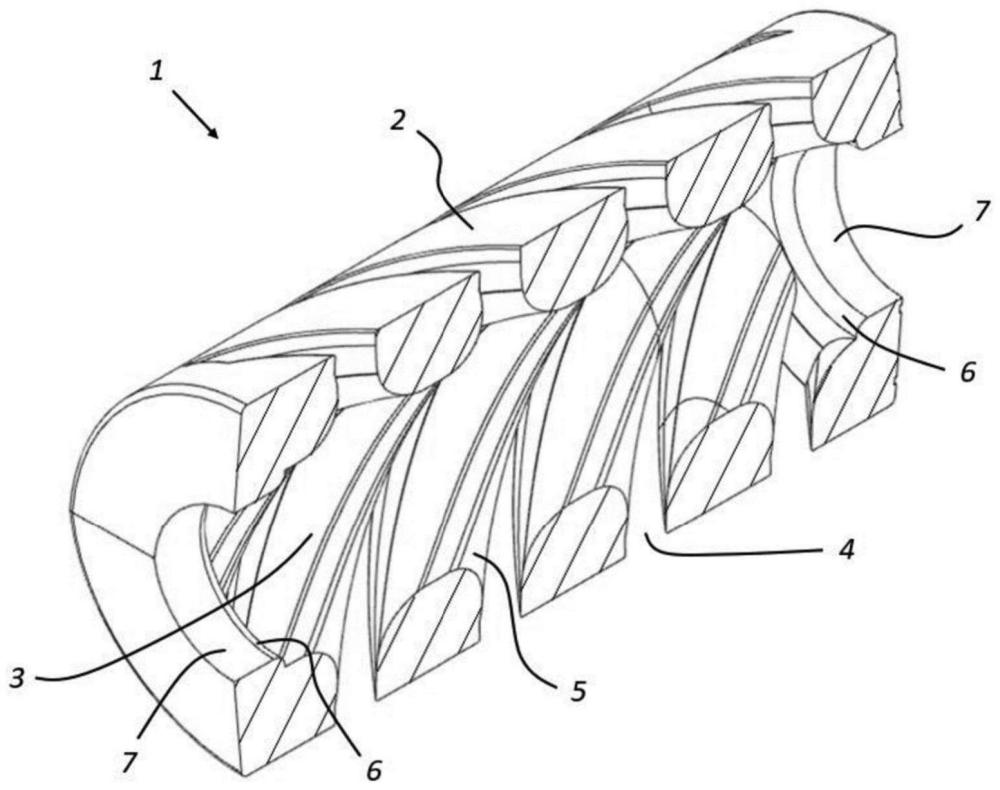
6、為此目的,本發明涉及一種用于鑄造螺桿轉子的砂芯,所述螺桿轉子包括主體,所述主體具有輪廓表面和兩個頭部表面,所述輪廓表面具有在兩個頭部表面之間延伸的螺旋葉片,
7、其中所述砂芯包括整體件,所述整體件具有內部型腔,其中所述內部型腔通過由圍繞旋轉對稱軸線的螺旋凹槽形成的旋轉對稱表面至少部分地由整體件界定,其中螺旋凹槽具有用于在螺桿轉子的鑄造過程中形成螺旋葉片的輪廓,
8、其中所述整體件的外表面設置有延伸到內部型腔中的一個開口或多個開口,
9、其特征在于,
10、所述一個開口或所述多個開口中的每個開口都與螺旋凹槽相鄰。
11、由于所述一個開口或多個開口,根據本發明的砂芯的模腔可容易進入,特別是內部型腔的螺旋凹槽,由此在鑄造過程中形成螺桿轉子的螺旋葉片。
12、由于模腔中的松散沙子和雜質主要積聚在這些螺旋凹槽中,所以很容易通過所述一個開口或多個開口從砂芯中去除所述松散沙子和雜質。
13、相反,涂層可以通過所述一個開口或多個開口容易地施加到整體件的內部型腔的表面上,以減少或甚至消除由鑄造過程產生的螺桿轉子的外表面上的粗糙區域。在內部型腔中施加涂層后,積聚在內部型腔的螺旋凹槽中的過量涂層材料也可以通過所述一個開口或多個開口逸出。
14、因此,根據本發明的砂芯可以用于鑄造螺桿轉子,所述螺桿轉子具有復雜的幾何形狀和比已知砂芯的情況更高的質量和尺寸精度。結果,當根據本發明的砂芯用于鑄造螺桿轉子時,與已知砂芯的情況相比,形成的廢料也更少,能量消耗更少,并且所需的精加工時間和成本更少。
15、通過使所述一個開口或所述多個開口中的每個開口鄰近內部型腔的螺旋凹槽,還可以消除砂芯的整體件的外表面和整體件的內部型腔之間的距離。
16、換句話說,當水平鑄造螺桿轉子時,砂芯的整體件對于要鑄造的螺桿轉子的給定外徑具有最小的豎向尺寸。
17、因此,根據本發明的砂芯比已知的砂芯更輕。再加上整體件的外表面中的所述一個開口或多個開口的有利位置,這使得根據本發明的砂芯易于處理。
18、此外,當水平鑄造螺桿轉子時,對于要鑄造的螺桿轉子的給定外徑,砂芯將以較小的豎向高度裝配在砂模中。如果砂模的豎向高度是固定的,當水平鑄造螺旋轉子時,根據本發明的砂芯在砂模中留有更多的自由地用于在砂模中鑄造其他鑄件的豎向空間。
19、在根據本發明的砂芯的優選實施例中,內部型腔附加地通過兩個端表面由整體件界定,這兩個端表面配置成在螺桿轉子的鑄造過程中形成兩個頭部表面。
20、例如,這可以通過完全借助于增材生產技術制造砂芯來實現,而不是借助于具有與待鑄造的螺桿轉子的螺旋葉片相對應的錐形螺旋葉片的模具在砂芯中形成內部型腔。
21、因此,當制造砂芯時,不需要從整體件移除模具。因此,整體件也不需要包括直徑等于或大于模具的最大直徑的大開口。在整體件中存在這種大開口會妨礙由整體件的內部型腔形成頭部表面中的至少一個頭部表面。
22、因此,根據本發明的砂芯的此優選實施例的優點在于,除了輪廓表面的螺旋葉片之外,螺桿轉子的兩個頭部表面也可以由整體件中的內部型腔形成。
23、在這種情況下,整體件優選地設置有兩個圓柱形孔,其中兩個圓柱形孔中的每一個都鄰近外表面和兩個端表面中的一個端表面。
24、可以通過這些圓柱形孔鑄造螺桿轉子的兩個軸頸,其中軸頸中的每一個軸頸從螺桿轉子的主體的頭部表面中的一個頭部表面突出。在這些軸頸的高度處,可以由壓縮機元件、真空泵元件或膨脹機元件的殼體中的軸承支撐螺桿轉子。
25、在使用模具或母模制造整體件的現有的砂芯中,由整體件只可以形成一個第一軸頸,因為模具必須在整體件的、第二軸頸所在的一側從整體件移除。為了移除整體件的該側上的模具,整體件必須在該側具有直徑至少等于模具的外徑的開口,所述外徑通常大于第二軸頸的外徑,由此不能由整體件形成第二軸頸。
26、通過用整體件在螺桿轉子的主體上形成兩個軸頸,可以更容易地測量、檢查并在必要時校正對準,從而確保鑄件在夾緊裝置中的夾緊穩定性,以用于進一步的加工步驟。
27、在根據本發明的砂芯的另一個優選實施例中,螺旋狹槽是平行螺旋的。
28、在本文中,“平行螺旋”是指螺旋凹槽具有恒定的外半徑,或者換句話說,螺旋凹槽不是錐形螺旋的,在所述錐形螺旋中,螺旋凹槽的外半徑將是收斂的或發散的。
29、例如,這可以通過完全借助于增材生產技術制造砂芯來實現,而不是借助于具有與待鑄造的螺桿轉子的螺旋葉片相對應的錐形螺旋葉片的模具在砂芯中形成內部型腔。
30、根據本發明的砂芯的此優選實施例的優點在于,由鑄造過程產生的螺桿轉子不再需要精加工以使輪廓表面的螺旋葉片為平行螺旋。
31、結果,可以減少廢料的形成,可以縮短螺桿轉子的生產時間,并且可以降低螺桿轉子的生產成本。
32、在根據本發明的砂芯的又一個優選實施例中,螺旋凹槽具有可變的間距。
33、例如,這可以通過完全借助于增材生產技術制造砂芯來實現,而不是借助于具有與待鑄造的螺桿轉子的螺旋葉片相對應的錐形螺旋葉片的模具在砂芯中形成內部型腔。
34、這具有的優點在于,根據本發明的砂芯可以用于鑄造具有帶可變間距的螺旋葉片輪廓表面的螺桿轉子,并且螺桿轉子不需要在鑄造后進行精加工來實現螺旋葉片的可變間距。
35、在真空泵元件中使用此種具有帶可變間距的螺旋葉片的螺桿轉子的優點在于減少通過真空泵元件的氣流中的脈動。這通過更低的能耗、更安靜的操作、更均勻的溫度分布以及因此更低的冷卻水消耗來提高真空泵元件的整體效率。
36、在壓縮機元件中使用此種具有帶可變間距的螺旋葉片的螺桿轉子的優點在于節流損失減少,并且壓縮機元件的高壓端處的密封線更小。
37、在根據本發明的砂芯的另一個優選實施例中,內部型腔的表面至少部分地設置有涂層,并且砂芯設置有排放孔,以用于在內部型腔的表面上提供涂層之后從內部型腔排出過量的涂層材料。
38、在用熔融的鑄造材料填充砂芯過程中所述涂層保護砂芯在模腔中免受由于熔融的鑄造材料的高溫而導致的侵蝕和燒結,從而減少或消除由鑄造過程產生的螺桿轉子的外表面上的粗糙區域。
39、通過在砂芯中設置排放孔,可以防止在內部型腔表面上提供涂層后過量的涂層材料積聚在砂芯中。事實上,這將導致鑄造過程產生的螺桿轉子質量下降和重量失衡。
40、本發明還涉及一種用于鑄造螺桿轉子的砂模,其中砂模包含根據上述實施例中的任何實施例的砂芯。
41、不言而喻,根據本發明的此種砂模具有與根據本發明的砂芯的上述實施例相同的優點。
42、在根據本發明的砂模的優選實施例中,砂模設置有一個脫氣通道或多個脫氣通道,以用于在鑄造螺桿轉子期間對砂芯中的內部型腔進行脫氣,其中所述一個脫氣通道或所述多個脫氣通道中的每個脫氣通道連接到砂芯的整體件的外表面中的所述一個開口或所述多個開口中的至少一個開口。
43、其優點在于,所述一個脫氣通道或多個脫氣通道與內部型腔中的一個位置或多個位置(即旋轉對稱表面的一個或多個螺旋凹槽)流體連通,當水平鑄造螺旋轉子時,空氣或其他氣體積聚所述位置,并且必須被從砂芯排出。
44、這消除了鑄造過程中產生的螺桿轉子中出現氣體夾雜的可能性,這有利于提高所述得到的螺桿轉子的機械性能和重量平衡。
45、在根據本發明的砂模的又一個優選實施例中,砂模設置有一個流道或多個流道,以用于在鑄造螺桿轉子期間將液體鑄造材料澆注到內部型腔中,其中所述一個流道或所述多個流道中的每個流道連接到砂芯的整體件的外表面中的所述一個開口或所述多個開口中的至少一個開口。
46、通過將所述一個流道或多個流道連接到所述一個開口或所述多個開口中的至少一個開口,內部型腔中的液體鑄造材料首先結束在螺旋凹槽中,從而使鑄造材料以均勻且完全的方式填充內部型腔。這有利于提高所得到的螺桿轉子的機械性能和重量平衡。
47、在根據本發明的砂模的另一個優選實施例中,砂模包含多個砂芯。
48、這具有的優點在于,砂模可以用于同時鑄造多個螺桿轉子,這意味著用砂模生產每個螺桿轉子的生產時間減少。
49、在這種情況下,砂芯優選地根據三角形排列模式布置在砂模中。
50、這具有的優點在于,可以最大限度地利用砂模中的可用空間,并且砂模可以容納盡可能多的砂芯。
51、以這種方式,用砂模生產每個螺桿轉子的生產時間縮短到最小。
52、本發明還涉及一種制造用于鑄造螺桿轉子的砂芯的方法,所述螺桿轉子包括主體,所述主體具有輪廓表面和兩個頭部表面,所述輪廓表面具有在兩個頭部表面之間延伸的螺旋葉片,
53、其特征在于,砂芯通過增材生產技術制造。
54、通過增材生產技術制造砂芯具有的優點在于,砂芯的模腔以及因此還有砂芯整體件的內部型腔可以以高尺寸精度形成。
55、此外,增材生產技術允許模腔以及因此還有內部型腔形成為具有復雜的幾何形狀,諸如具有螺旋凹槽的旋轉對稱表面,其帶有或不帶有可變間距。因此,在鑄造后無需大量的精加工步驟就可以制造具有復雜幾何形狀的螺桿轉子。這導致形成的廢料更少并且螺桿轉子的生產時間更短。
56、與標準的減材生產技術相比,使用增材生產技術允許砂芯更輕、更緊密,因為增材生產技術僅在建造砂芯必須處施加材料。
57、由于其靈活性,增材生產技術還允許砂芯設計的快速和迭代式的尺寸優化,從而在鑄造過程產生的砂芯和螺桿轉子的重量、生產時間、生產成本和質量方面獲得更大的收益。
58、此外,可以使用增材生產技術來優化砂芯設計,從而不僅使螺桿轉子鑄造前的工藝步驟(諸如清潔和涂覆砂芯)更有效,而且還控制砂芯的放置和鑄造過程以確保位置和尺寸穩定性。
59、此外,關于流道和脫氣系統的位置和尺寸以及砂芯中的熱交換和固化過程,增材生產技術需要一定的設計自由度,所述設計自由度允許在鑄造過程中優化砂芯中鑄造材料的溫度分布和流動,以獲得具有期望質量和預期機械性能的螺桿轉子。
60、在根據本發明的制造用于鑄造螺桿轉子的砂芯的方法的優選實施例中,砂芯遵循上述實施例中的任何實施例。
61、不言而喻,此方法的優選實施例具有與根據本發明的砂芯的上述實施例相同的優點。
62、本發明還涉及一種用于鑄造螺桿轉子的方法,所述螺桿轉子包括主體,所述主體具有輪廓表面和兩個頭部表面,所述輪廓表面具有在兩個頭部表面之間延伸的螺旋葉片,
63、其中方法包括以下步驟:
64、-用熔融的鑄造材料填充根據上述實施例中的任何實施例的砂芯;
65、-固化砂芯中的鑄造材料以形成螺桿轉子,其中內部型腔中的螺旋葉片由螺旋凹槽的輪廓形成。
66、不言而喻,根據本發明的用于鑄造螺桿轉子的此種方法具有與根據本發明的砂芯的上述實施例相同的優點。
67、在根據本發明的用于鑄造螺桿轉子的方法的優選實施例中,前述旋轉對稱軸線在砂芯填充期間水平定向。
68、考慮到螺桿轉子沿其旋轉對稱軸線的尺寸通常大于垂直于此旋轉對稱軸線的螺桿轉子的外徑的事實,這樣做的優點在于,包含砂芯的砂模的豎向高度可以保持盡可能小。
69、在根據本發明的用于鑄造螺桿轉子的方法的又一個優選實施例中,
70、-在填充砂芯之前,內部型腔的表面至少部分地設置有涂層;以及
71、-在內部型腔的表面上設置涂層之后且在填充砂芯之前,從內部型腔中去除過量的涂層材料。
72、通過在填充砂芯之前在內部型腔的表面上設置涂層,在鑄造過程中至少部分地保護內部型腔免受砂芯的侵蝕和燒結,從而減少或消除由鑄造過程產生的螺桿轉子的外表面上的粗糙區域。
73、通過在內部型腔的表面上提供涂層之后從內部型腔中去除過量的涂層材料,可以減少或消除砂芯中涂層材料的積聚,從而改善由鑄造過程產生的螺桿轉子的質量和重量平衡。
74、在根據本發明的用于鑄造螺桿轉子的方法的另一個優選實施例中,在砂芯填充期間,通過所述一個開口或通過所述多個開口中的一個或多個開口對內部型腔進行脫氣。
75、其優點在于,內部型腔在當水平鑄造螺旋轉子時空氣或其他氣體積聚并且必須被從砂芯中排出的位置處(即在旋轉對稱表面的一個或多個螺旋凹槽中)脫氣。
76、這消除了鑄造過程中產生的螺桿轉子中氣體夾雜的可能性,這有利于提高所述產生的螺桿轉子的機械性能和重量平衡。
77、在根據本發明的用于鑄造螺桿轉子的方法的又一個優選實施例中,在砂芯填充期間,通過內部型腔中的所述一個開口或通過所述多個開口中的一個或多個開口澆注熔融的鑄造材料。
78、通過所述一個開口或所述多個開口中的一個或多個開口澆注熔融的鑄造材料,內部型腔中的液體鑄造材料首先結束在螺旋凹槽中,從而用鑄造材料以非湍流、均勻且完全的方式填充內部型腔。這有利于提高所產生的螺桿轉子的機械性能和重量平衡。
- 還沒有人留言評論。精彩留言會獲得點贊!