焊接站的制作方法
本技術涉及焊接,尤其涉及一種焊接站和電池蓋板的焊接方法。
背景技術:
1、在電池的生產過程中,電池的蓋板一般通過激光焊頭焊接到電池上。在現有技術中,激光焊頭在多個焊接工位之間移動切換,以及在單個工位內在不同焊縫之間移動時,存在空閑等待時間,這降低了激光焊頭的使用效率,進而增大了生產成本。
技術實現思路
1、本技術實施例提供了一種焊接站和電池蓋板的焊接方法,能夠使激光焊頭在多個電池和不同載具之間移動切換時連續出光,進而提高了激光焊頭的使用效率。
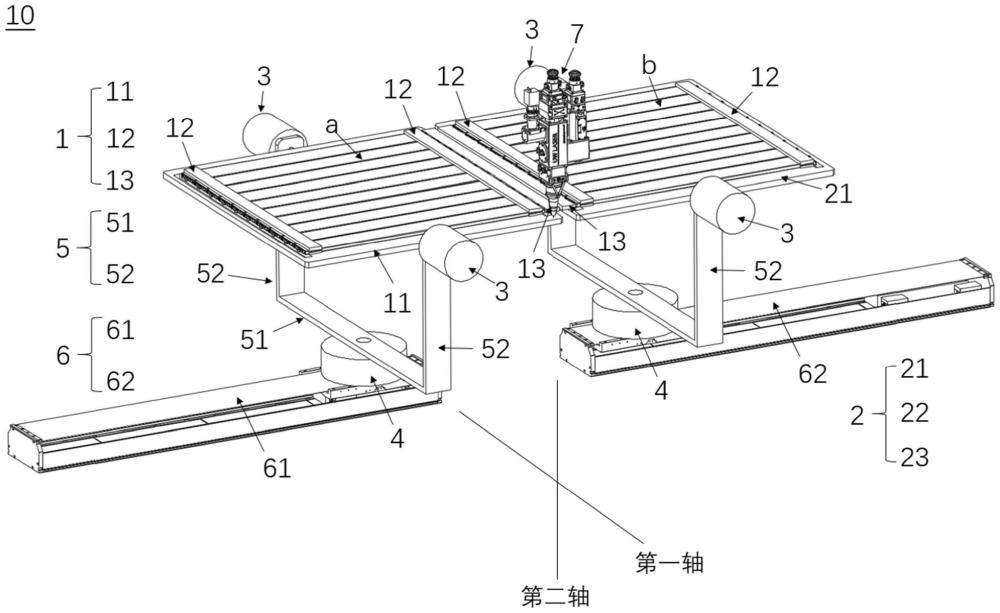
2、第一方面,本技術實施例提供了一種焊接站,焊接站包括載具、第一旋轉裝置、第二旋轉裝置和激光焊頭;載具用于裝載多個待焊接電池,其中,每個待焊接電池包括電池本體與兩個蓋板,兩個蓋板分別位于電池本體的相對兩端。第一旋轉裝置用于驅動載具繞第一軸轉動,第二旋轉裝置用于驅動載具繞第二軸轉動,第一軸與第二軸正交;激光焊頭用于將每個蓋板焊接至所述電池本體。
3、本方案中,通過使焊接站的第一旋轉裝置和第二旋轉裝置與載具形成轉動連接,其中,第一旋轉裝置用于驅動載具繞第一軸轉動,第二旋轉裝置用于驅動載具繞第二軸轉動,使得不同載具在焊接過程中可以進行協同轉換,進而減少了激光焊頭的空閑時間與非工作狀態下移動的距離,最終提高激光焊頭的使用效率。
4、在第一方面的一種實現方式中,焊接站包括旋轉支架,第二旋轉裝置與旋轉支架連接,旋轉支架與第一旋轉裝置連接,第一旋轉裝置與載具連接。第二旋轉裝置用于驅動旋轉支架繞第二軸轉動,旋轉支架用于帶動第一旋轉裝置以及載具繞第二軸轉動。通過設立旋轉支架并將第二旋轉裝置與旋轉支架連接,旋轉支架與第一旋轉裝置連接,第一旋轉裝置與載具連接,使得不同載具在焊接過程中可以進行協同轉換,進而減少了激光焊頭的空閑時間與非工作狀態下移動的距離,最終提高激光焊頭的使用效率。
5、在第一方面的一種實現方式中,旋轉支架包括第一臂和兩個第二臂,兩個第二臂分別位于并連接于第一臂的相對兩端,每個第二臂均與第一臂形成夾角。載具位于兩個第二臂之間,第一旋轉裝置與兩個第二臂均連接;第二旋轉裝置與第一臂連接。通過在旋轉支架中設立第一臂和兩個第二臂,有利于不同載具在焊接過程中進行協同轉換,進而減少了激光焊頭的空閑時間與非工作狀態下移動的距離,最終提高激光焊頭的使用效率。
6、在第一方面的一種實現方式中,焊接站包括橫移裝置,橫移裝置用于驅動載具、第一旋轉裝置和第二旋轉裝置沿直線同步移動。通過設立橫移裝置,有利于不同載具在焊接過程中進行協同轉換,進而減少了激光焊頭的空閑時間與非工作狀態下移動的距離,最終提高激光焊頭的使用效率。
7、在第一方面的一種實現方式中,所述焊接站包括兩個載具、兩個第一旋轉裝置和兩個第二旋轉裝置,一個第一旋轉裝置和一個第二旋轉裝置對應驅動一個載具;橫移裝置用于驅動兩個載具、兩個第一旋轉裝置和兩個第二旋轉裝置沿直線移動。通過設立多個載具、多個第一旋轉裝置以及多個第二旋轉裝置,能夠驅動多個載具,有利于帶動不同載具在焊接過程中進行協同轉換,進而減少了激光焊頭的空閑時間與非工作狀態下移動的距離,最終提高激光焊頭的使用效率。
8、在第一方面的一種實現方式中,焊接站還包括緩存部,緩存部與兩個載具相鄰。通過設立與兩個載具相鄰的緩存部,能夠有利于載具上電池的上料與下料,進而減少了激光焊頭的空閑時間,最終提高激光焊頭的使用效率。
9、在第一方面的一種實現方式中,載具包括載板、第一限位件與第二限位件。載板用于承載多個待焊接電池。第一限位件用于將多個待焊接電池的電池本體壓向載板。第二限位件用于將多個待焊接電池的蓋板壓向電池本體。通過在載具中設立載板、第一限位件與第二限位件,有利于待焊接電池在載具上的緊密擺放,進而減少了激光焊頭的非工作狀態下移動的距離,最終提高激光焊頭的使用效率。
10、第二方面,本技術實施例提供了一種電池蓋板的焊接方法。使用第一方面描述的焊接站,對電池的焊縫處焊接,該焊接方法按工序依次為:提供焊接站,所述焊接站包括載具、第一旋轉裝置、第二旋轉裝置和激光焊頭,第一旋轉裝置用于驅動載具繞第一軸轉動,第二旋轉裝置用于驅動載具繞第二軸轉動,第一軸與第二軸正交;將多個待焊接電池依次平鋪在載具上,其中,每個待焊接電池包括電池本體與兩個蓋板,兩個蓋板分別位于電池本體的相對的第一端與第二端,每個蓋板與電池本體之間具有依次首尾相連的第一焊縫、第二焊縫、第三焊縫和第四焊縫,多個待焊接電池的第一焊縫均朝向激光焊頭;激光焊頭沿第一方向行進,并依次對多個待焊接電池的第一端的第一焊縫進行焊接;第二旋轉裝置驅動載具繞第二軸轉動180度,使多個待焊接電池的第二端的第一焊縫靠近激光焊頭;激光焊頭沿第二方向行進,并依次對多個待焊接電池的第二端的第一焊縫進行焊接,其中,第二方向與第一方向相反;第一旋轉裝置驅動載具繞第一軸轉動180度,使多個待焊接電池的第三焊縫均朝向激光焊頭,并使多個待焊接電池的第一端的第三焊縫靠近激光焊頭;激光焊頭沿第一方向行進,并依次對多個待焊接電池的第一端的第三焊縫進行焊接;第二旋轉裝置驅動載具繞第二軸轉動180度,使多個待焊接電池的第二端的第三焊縫靠近激光焊頭;激光焊頭沿第二方向行進,并依次對多個待焊接電池的第二端的第三焊縫進行焊接。
11、本方案中,通過上述焊接方法,使得不同載具在焊接過程中進行協同轉換,進而減少了激光焊頭的空閑時間與非工作狀態下移動的距離,最終提高激光焊頭的使用效率。
12、在第二方面的一種實現方式中,該焊接方法還依次包括:將多個待焊接電池依次平鋪在載具上,使多個待焊接電池的第二焊縫均朝向激光焊頭;激光焊頭沿第一方向行進,并依次對多個待焊接電池的第一端的第二焊縫進行焊接;第二旋轉裝置驅動載具繞第二軸轉動180度,使多個待焊接電池的第二端的第二焊縫靠近激光焊頭;激光焊頭沿第二方向行進,并依次對多個待焊接電池的第二端的第二焊縫進行焊接;第一旋轉裝置驅動載具繞第一軸轉動180度,使多個待焊接電池的第四焊縫均朝向激光焊頭,并使多個待焊接電池的第一端的第四焊縫靠近激光焊頭;激光焊頭沿第一方向行進,并依次對多個待焊接電池的第一端的第四焊縫進行焊接;第二旋轉裝置驅動載具繞第二軸轉動180度,使多個待焊接電池的第二端的第四焊縫靠近激光焊頭;激光焊頭沿第二方向行進,并依次對多個待焊接電池的第二端的第四焊縫進行焊接。通過上述焊接方法,使得不同載具在焊接過程中進行協同轉換,進而減少了激光焊頭的空閑時間與非工作狀態下移動的距離,最終提高激光焊頭的使用效率。
13、在第二方面的一種實現方式中,所述焊接站包括橫移裝置、兩個載具、兩個第一旋轉裝置和兩個第二旋轉裝置,兩個載具并排相鄰布置,一個第一旋轉裝置和一個第二旋轉裝置對應驅動一個載具,橫移裝置用于驅動兩個載具、兩個第一旋轉裝置和兩個第二旋轉裝置沿直線移動。所述“將多個待焊接電池依次平鋪在載具上”包括:在兩個所述載具中的第一載具與第二載具上均依次平鋪多個待焊接電池,使第一載具上的多個待焊接電池的第二端、第一載具上的多個待焊接電池的第一端、第二載具上的多個待焊接電池的第一端,第二載具上的多個待焊接電池的第二端沿著從第一載具至第二載具的方向依次排列。該焊接方法還依次包括:激光焊頭沿第一方向行進,并依次對第一載具上的多個待焊接電池的第一端的第一焊縫進行焊接;激光焊頭沿第二方向行進,并依次對第二載具上的多個待焊接電池的第一端的第一焊縫進行焊接;橫移裝置驅動第一載具以及與第一載具對應的第一旋轉裝置和第二旋轉裝置朝遠離第二載具的方向移動第一距離;在第一載具移動第一距離之后,與第一載具對應的第二旋轉裝置驅動第一載具繞第二軸轉動180度,橫移裝置再驅動第一載具以及與第一載具對應的第一旋轉裝置和第二旋轉裝置朝靠近第二載具的方向移動第一距離;激光焊頭沿第一方向行進,并依次對第一載具上的多個待焊接電池的第二端的第一焊縫進行焊接;橫移裝置驅動第二載具以及與第二載具對應的第一旋轉裝置和第二旋轉裝置朝遠離第一載具的方向移動第二距離;在第二載具移動第二距離之后,與第二載具對應的第二旋轉裝置驅動第二載具繞所述第二軸轉動180度,橫移裝置再驅動第二載具以及與第二載具對應的第一旋轉裝置和第二旋轉裝置朝靠近第一載具的方向移動第二距離;激光焊頭沿第二方向行進,并依次對第二載具上的多個待焊接電池的第二端的第一焊縫進行焊接;橫移裝置驅動第一載具以及與第一載具對應的第一旋轉裝置和第二旋轉裝置朝遠離第二載具的方向移動第三距離;在第一載具移動所述第三距離之后,與第一載具對應的第一旋轉裝置驅動第一載具繞第一軸轉動180度,橫移裝置再驅動第一載具以及與第一載具對應的第一旋轉裝置和第二旋轉裝置朝靠近第二載具的方向移動第三距離;激光焊頭沿第一方向行進,并依次對第一載具上的多個待焊接電池的第一端的第三焊縫進行焊接;橫移裝置驅動第二載具以及與第二載具對應的第一旋轉裝置和第二旋轉裝置朝遠離第一載具的方向移動第四距離;在第二載具移動第四距離之后,與第二載具對應的第一旋轉裝置驅動第一載具繞第一軸轉動180度,橫移裝置再驅動第二載具以及與第二載具對應的第一旋轉裝置和第二旋轉裝置朝靠近第一載具的方向移動第四距離;激光焊頭沿第二方向行進,并依次對第二載具上的多個待焊接電池的第一端的第三焊縫進行焊接;橫移裝置驅動第一載具以及與第一載具對應的第一旋轉裝置和第二旋轉裝置朝遠離第二載具的方向移動第一距離;在第一載具移動第一距離之后,與第一載具對應的第二旋轉裝置驅動第一載具繞第二軸轉動180度,橫移裝置再驅動第一載具以及與第一載具對應的第一旋轉裝置和第二旋轉裝置朝靠近第二載具的方向移動第一距離;激光焊頭沿第一方向行進,并依次對第一載具上的多個待焊接電池的第二端的第三焊縫進行焊接;橫移裝置驅動第二載具以及與第二載具對應的第一旋轉裝置和第二旋轉裝置朝遠離第一載具的方向移動所述第二距離;在第二載具移動第二距離之后,與第二載具對應的第二旋轉裝置驅動第二載具繞第二軸轉動180度,橫移裝置再驅動第二載具以及與第二載具對應的第一旋轉裝置和第二旋轉裝置朝靠近第一載具的方向移動第二距離;激光焊頭沿第二方向行進,并依次對第二載具上的多個待焊接電池的第二端的第三焊縫進行焊接。通過上述焊接方法,使得不同載具在焊接過程中進行協同轉換,進而減少了激光焊頭的空閑時間與非工作狀態下移動的距離,最終提高激光焊頭的使用效率。
14、在第二方面的一種實現方式中,“將多個待焊接電池依次平鋪在載具上”包括:使第一載具上的多個待焊接電池的第二焊縫,以及第二載具上的多個待焊接電池的第二焊縫,均朝向激光焊頭。焊接方法還包括:激光焊頭沿第一方向行進,并依次對第一載具上的多個待焊接電池的第一端的第二焊縫進行焊接;激光焊頭沿第二方向行進,并依次對第二載具上的多個待焊接電池的第一端的第二焊縫進行焊接;橫移裝置驅動第一載具以及與第一載具對應的第一旋轉裝置和第二旋轉裝置朝遠離第二載具的方向移動第一距離;在第一載具移動第一距離之后,與第一載具對應的第二旋轉裝置驅動第一載具繞第二軸轉動180度,橫移裝置再驅動第一載具以及與第一載具對應的第一旋轉裝置和第二旋轉裝置朝靠近第二載具的方向移動第一距離;激光焊頭沿第一方向行進,并依次對第一載具上的多個待焊接電池的第二端的第二焊縫進行焊接;橫移裝置驅動第二載具以及與第二載具對應的第一旋轉裝置和第二旋轉裝置朝遠離第一載具的方向移動第二距離;在第二載具移動第二距離之后,與第二載具對應的第二旋轉裝置驅動第二載具繞第二軸轉動180度,橫移裝置再驅動第二載具以及與第二載具對應的第一旋轉裝置和第二旋轉裝置朝靠近第一載具的方向移動第二距離;激光焊頭沿第二方向行進,并依次對第二載具上的多個待焊接電池的第二端的第二焊縫進行焊接;橫移裝置驅動第一載具以及與第一載具對應的第一旋轉裝置和第二旋轉裝置朝遠離第二載具的方向移動第三距離;在第一載具移動第三距離之后,與第一載具對應的第一旋轉裝置驅動第一載具繞第一軸轉動180度,橫移裝置再驅動第一載具以及與第一載具對應的第一旋轉裝置和第二旋轉裝置朝靠近第二載具的方向移動第三距離;激光焊頭沿第一方向行進,并依次對第一載具上的多個待焊接電池的第一端的第四焊縫進行焊接;橫移裝置驅動第二載具以及與第二載具對應的第一旋轉裝置和第二旋轉裝置朝遠離第一載具的方向移動第四距離;在第二載具移動第四距離之后,與第二載具對應的第一旋轉裝置驅動第一載具繞第一軸轉動180度,橫移裝置再驅動第二載具以及與第二載具對應的第一旋轉裝置和第二旋轉裝置朝靠近第一載具的方向移動第四距離;激光焊頭沿第二方向行進,并依次對第二載具上的多個待焊接電池的第一端的第四焊縫進行焊接;橫移裝置驅動第一載具以及與第一載具對應的第一旋轉裝置和第二旋轉裝置朝遠離第二載具的方向移動第一距離;在第一載具移動第一距離之后,與第一載具對應的第二旋轉裝置驅動第一載具繞第二軸轉動180度,橫移裝置再驅動第一載具以及與第一載具對應的第一旋轉裝置和第二旋轉裝置朝靠近第二載具的方向移動第一距離;激光焊頭沿第一方向行進,并依次對第一載具上的多個待焊接電池的第二端的第四焊縫進行焊接;橫移裝置驅動第二載具以及與第二載具對應的第一旋轉裝置和第二旋轉裝置朝遠離第一載具的方向移動第二距離;在第二載具移動第二距離之后,與第二載具對應的第二旋轉裝置驅動第二載具繞第二軸轉動180度,橫移裝置再驅動第二載具以及與第二載具對應的第一旋轉裝置和第二旋轉裝置朝靠近第一載具的方向移動第二距離;激光焊頭沿第二方向行進,并依次對第二載具上的多個待焊接電池的第二端的第四焊縫進行焊接。通過上述焊接方法,使得不同載具在焊接過程中進行協同轉換,進而減少了激光焊頭的空閑時間與非工作狀態下移動的距離,最終提高激光焊頭的使用效率。
15、在第二方面的一種實現方式中,焊接站包括緩存部,緩存部與第一載具與第二載具相鄰。“將多個待焊接電池依次平鋪在載具上”包括:使第一載具上的多個待焊接電池的第一焊縫朝向激光焊頭,并使第二載具上的多個待焊接電池的第二焊縫朝向激光焊頭。焊接方法還包括:將第一載具上的已完成第一焊縫與第三焊縫的焊接的第一待焊接電池,以及第二載具上的完成第二焊縫與第四焊縫的焊接的第二待焊接電池,轉移至緩存部;將緩存部上的第一待焊接電池裝載至第二載具,并使第一待焊接電池的第二焊縫朝向激光焊頭;將緩存部上的第二待焊接電池裝載至第一載具,并使第二待焊接電池的第一焊縫朝向激光焊頭。通過上述焊接方法,使得不同載具在焊接過程中進行協同轉換,進而減少了激光焊頭的空閑時間與非工作狀態下移動的距離,最終提高激光焊頭的使用效率。
16、在第二方面的一種實現方式中,激光焊頭的朝向平行于第一焊縫與第二焊縫所構成的平面,并與電池本體的上表面形成銳角。通過使激光焊頭的朝向平行于第一焊縫與第二焊縫所構成的平面,并與電池本體的上表面形成銳角,有利于激光焊頭更有效地作用于電池焊縫,進而提高激光焊頭的使用效率。
- 還沒有人留言評論。精彩留言會獲得點贊!