一種槽車活動梯的等距焊接設備與方法與流程
本發明涉及焊接設備,特別涉及一種槽車活動梯的等距焊接設備與方法。
背景技術:
1、槽車活動梯,又稱活動踏梯、起落踏梯、棧橋踏梯等,主要用于汽車或火車棧橋在裝車油品固定平臺和不同高度槽車頂部之間的安全行走,為工作人員在裝卸車時提供從棧橋/臺到罐/槽車上安全往返的重要工具,槽車活動梯一般由縱向分布的兩根金屬圓管及焊接在金屬圓管之間的方形踏板或方形管焊接而成。
2、目前槽車活動梯在焊接的時候,通過定位工裝將兩根金屬圓管及多根均勻分布的方形金屬管進行定位,隨后通過焊接機械手進行自動化焊接,但這種焊接方式需要對每根原材料進行定位放置,整體的焊接效率較低,若通過自動送料機構將方形管自動輸送至兩根圓管之間進行焊接的話,由于方形管的兩端需要開設與圓管外壁相對應的弧形,在第一根方形管與兩根圓管焊接完成后,兩根圓管之間的間距是固定的,后續的方形管無法定位安裝到圓管之間,因此必須先將所有的方管與圓管進行定位后進行焊接,焊接的前期步驟繁瑣,效率低下。
技術實現思路
1、本發明的目的在于提供一種槽車活動梯的等距焊接設備與方法,解決了背景技術中現有的活動梯焊接工作效率低下的問題。
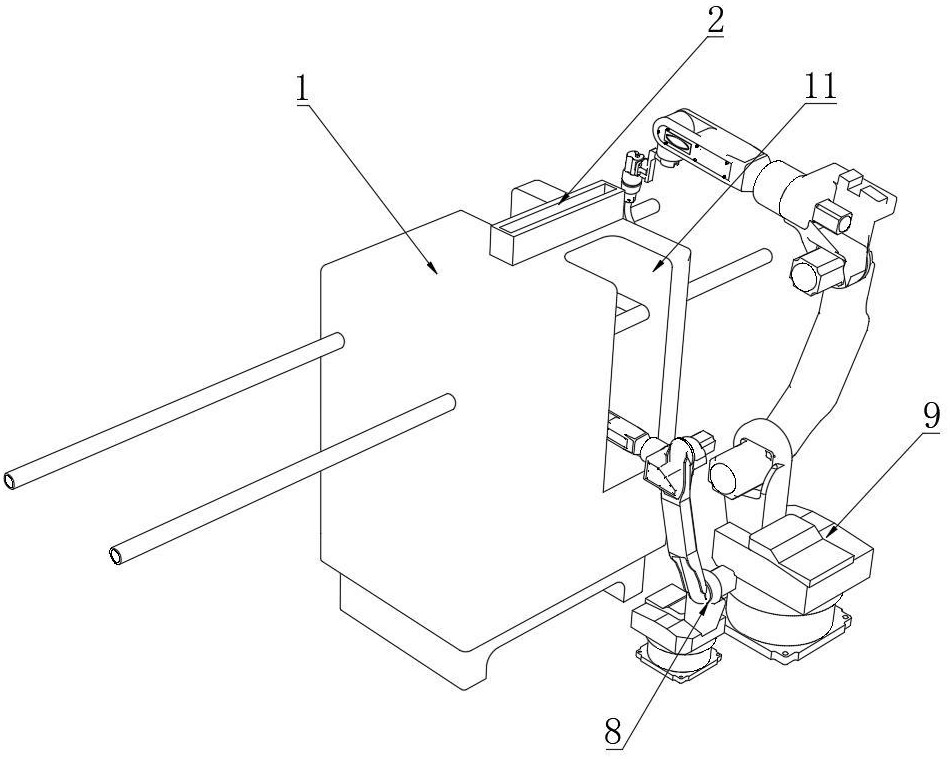
2、為實現上述目的,本發明提供如下技術方案:一種槽車活動梯的等距焊接設備,包括設備外殼和設置在設備外殼內部的方管上料箱、輸送組件和張緊組件,還包括設置在設備外殼外部的第一焊接機械臂和第二焊接機械臂,所述輸送組件和張緊組件用于輸送圓管,且一次輸送兩根,方管上料箱嵌合安裝在設備外殼的內部上方,方管上料箱用于存放方管,所述設備外殼的內部位于方管上料箱的下方轉動設置有旋轉定位組件,旋轉定位組件用于將方管上料箱內部的方管移動并定位至兩組圓管之間,所述第一焊接機械臂設置有兩組,第一焊接機械臂用于對方管和圓管的下方進行焊接,第二焊接機械臂用于對方管和圓管進行整體性焊接;
3、所述方管上料箱的內部上下貫通,旋轉定位組件包括轉動設置在設備外殼內部的圓臺,圓臺的頂部一側設置有凸塊,圓臺的頂部中間設置有滑動槽,滑動槽的內部滑動設置有l形定位板,凸塊和l形定位板用于對方管定位,滑動槽的內部下方設置有升降機構,升降機構用于帶動l形定位板上下移動;
4、所述設備外殼的內部下方還設置有伺服電機和傳動組件,伺服電機和傳動組件用于帶動旋轉定位組件90°往復轉動,伺服電機和傳動組件還用于通過輸送組件和張緊組件帶動圓管間歇式輸送;首先通過伺服電機和傳動組件帶動輸送組件進而帶動圓管移動,隨后伺服電機和傳動組件帶動旋轉定位組件順時針轉動90°,凸塊內側與l形定位板內側之間區域與方管上料箱的底部相對應,方管上料箱內部的方管落在凸塊和l形定位板之間,隨后伺服電機和傳動組件帶動旋轉定位組件逆時針轉動90°復位,方管相對的兩條弧邊之間的距離與兩根圓管之間的距離相同,方管轉動時其兩條弧邊與圓管摩擦后恰好順利通過,隨后方管與圓管處于垂直狀態,方管與圓管之間的縫隙恰好為預留好的焊縫,兩組焊縫尺寸相同,隨后通過兩組第一焊接機械臂對圓管與方管進行初步焊接固定,焊接位置為方管兩端的下方與圓管相靠近的位置,隨后在升降機構作用下,l形定位板縮回至滑動槽內,通過伺服電機和傳動組件控制輸送組件對圓管等距離輸送,最后由第二焊接機械臂進行最后的完整焊接。
5、進一步地,所述設備外殼的前后設置有預設槽,兩組第一焊接機械臂輸出端通過在預設槽處對圓管與方管的底部連接處焊接。
6、進一步地,所述設備外殼的一側設置有圓管進料口,圓管從圓管進料口處進入到設備外殼內部,設備外殼的另一側設置有出口,經過第一焊接機械臂初步焊接后的圓管和方管從出口處出料。
7、進一步地,所述升降機構包括固定安裝在滑動槽底部內壁上的電動機,電動機輸出端固定連接有絲桿,所述升降機構還包括固定連接在l形定位板底部的螺紋套,螺紋套套裝在絲桿的外部且與絲桿嚙合連接,通過電動機帶動絲桿進而通過螺紋套可帶動l形定位板上下移動,l形定位板向上移動的時候對方管進行定位,l形定位板向下移動后,輸送組件和張緊組件帶動方管和預焊接的圓管移動不受限制。
8、進一步地,所述傳動組件包括固定連接在伺服電機輸出端的大扇形齒輪,還包括轉動連接在設備外殼內部的小直齒輪、小扇形齒輪和中直齒輪,所述小直齒輪與大扇形齒輪相對應,小直齒輪與小扇形齒輪固定連接,所述設備外殼的內部前后滑動連接有滑動環,滑動環位于小扇形齒輪的外部,滑動環的內部兩側設置有與小扇形齒輪相對應的內齒槽,滑動環的外部設置有與中直齒輪相嚙合的外齒槽,所述中直齒輪的頂部固定連接有第一傳動軸,且第一傳動軸與圓臺固定連接;通過伺服電機帶動大扇形齒輪轉動,當大扇形齒輪外側的齒與小直齒輪嚙合的時候,大扇形齒輪帶動小直齒輪轉動,小直齒輪帶動小扇形齒輪轉動,小扇形齒輪轉動時帶動滑動環前后往復運動一個流程,滑動環前后運動的時候通過中直齒輪和第一傳動軸帶動旋轉定位組件往復轉動。
9、進一步地,所述大扇形齒輪的直徑為小直齒輪和小扇形齒輪的兩倍,中直齒輪的直徑與大扇形齒輪直徑相同,所述大扇形齒輪外部齒的范圍為周長的一半,即大扇形齒輪與小直齒輪嚙合的時候,大扇形齒輪轉動半圈,小直齒輪轉動一周,小直齒輪帶動小扇形齒輪轉動一周,通過滑動環往復移動的距離為小扇形齒輪周長的一半,即中直齒輪通過第一傳動軸帶動旋轉定位組件往復轉動90°。
10、進一步地,所述傳動組件還包括轉動連接在設備外殼內部的大直齒輪,大直齒輪的頂部固定連接有第二傳動軸,且大直齒輪和小直齒輪分別位于大扇形齒輪的兩側,當大扇形齒輪上的齒與大直齒輪嚙合的時候,大扇形齒輪轉動可帶動大直齒輪轉動。
11、進一步地,所述輸送組件包括轉動設置在設備外殼內部的第一轉軸,第一轉軸兩端固定連接有轉動盤,轉動盤與圓管外壁接觸,所述輸送組件還包括固定連接在第一轉軸上的斜齒輪,所述第二傳動軸的頂部固定連接有端面齒輪,且端面齒輪與斜齒輪嚙合連接,當大直齒輪轉動的時候,通過第二傳動軸、端面齒輪、斜齒輪和第一轉軸帶動轉動盤轉動。
12、進一步地,所述張緊組件包括活動設置在設備外殼內部的第二轉軸,且第二轉軸位于第一轉軸的上方,第二轉軸的兩端固定連接有傳動盤,所述張緊組件還包括滑動連接在設備外殼內部的轉動座,且轉動座與第二轉軸轉動連接,所述設備外殼的頂部內壁與轉動座之間安裝有彈簧,在彈簧作用下,傳動盤緊貼在圓管的上方,轉動盤轉動的時候可順利對圓管輸送。
13、本發明提出的另一種技術方案:一種槽車活動梯的等距焊接設備的焊接方法,包括以下步驟:
14、s1:首先在方管上料箱的內部均勻堆放待焊機的方管,然后通過圓管輸送機將圓管通過圓管進料口伸入設備外殼的內部,并在伺服電機、傳動組件、輸送組件和張緊組件作用下將圓管輸送;
15、s2:隨后在伺服電機和傳動組件作用下,旋轉定位組件先順時針轉動90°,圓臺上方的凸塊和l形定位板之前的區域與方管上料箱下方對應,最下方的方管落在凸塊和l形定位板之間,隨后旋轉定位組件逆時針轉動90°復位,方管在兩組圓管之間轉動,并與兩組圓管垂直,方管在轉動時,其弧形端部與圓管外壁接觸,使得方管發生位移,當方管恰好能轉動至與圓管垂直狀態時,方管兩端與圓管之間的間隙相等;
16、s3:在第一焊接機械臂的作用下將方管底部兩側與圓管之間進行預焊接,隨后在伺服電機、傳動組件、輸送組件和張緊組件作用下圓管繼續輸送,重復步驟s2,后續的方管進行焊接,最后當預焊接的方管與圓管從設備外殼的另一側出來后,通過第二焊接機械臂對方管與圓管之間的所有縫隙進行焊接,直至方管上料箱內部存放所有的方管都焊接后,一組活動梯生產完成。
17、與現有技術相比,本發明的有益效果是:
18、本發明提供的一種槽車活動梯的等距焊接設備與方法,通過伺服電機、傳動組件和輸送組件先對圓管輸送,隨后帶動旋轉定位組件往復轉動90°,旋轉定位組件順時針轉動90°時,凸塊內側與l形定位板內側之間區域與方管上料箱的底部相對應,方管上料箱內部的方管落在凸塊和l形定位板之間,旋轉定位組件逆時針轉動90°復位時,方管相對的兩條弧邊之間的距離與兩根圓管之間的距離相同,方管轉動時其兩條弧邊與圓管摩擦后恰好順利通過,隨后方管與圓管處于垂直狀態,方管與圓管之間的縫隙恰好為預留好的焊縫,兩組焊縫尺寸相同,隨后通過兩組第一焊接機械臂對圓管與方管進行初步焊接固定,重復以上步驟完成所有方管的預焊接,最后由第二焊接機械臂進行最后的完整焊接,焊接效率高,且焊縫均勻,焊接品質高。
- 還沒有人留言評論。精彩留言會獲得點贊!