一種用于轉向機端蓋的自動組裝機的制作方法
本發明涉及自動化組裝設備,具體為一種用于轉向機端蓋的自動組裝機。
背景技術:
1、在現有技術中,各種機械設備的端部密封都可以通過端蓋來實現,而端蓋的形狀以及安裝方式決定了端蓋自動組裝機的不同設計。在電機端蓋的安裝步驟中,需要通過多個步驟才能完成端蓋的安裝,自動化程度較低。
2、中國專利cn114123677b公開了一種端蓋組裝機,其包括機架、用于端蓋進料并傳輸的端蓋進料傳輸機構、用于杯士進料并壓裝到端蓋中的杯士進料壓裝機構、用于將膠套組裝到碳刷臂中的膠套組裝機構、用于傳送已組裝上膠套的碳刷臂的碳刷臂傳送機構、用于將碳晶組裝到裝有膠套的碳刷臂中的碳晶組裝機構、用于將已裝有膠套和碳晶的碳刷臂組裝到已壓裝上杯士的端蓋中的碳刷臂組裝機構、用于鉚釘固定住碳刷臂和端蓋的鉚釘組裝機構、用于對壓裝上鉚釘的端蓋組裝保護器的保護器組裝機構以及用于將碳刷臂之端子進行折彎壓平并焊接的折彎壓平及點焊機構;該機架上設置有用于安裝上述各機構的工作臺;該端蓋進料傳輸機構橫向的設置于工作臺上,進料壓裝機構、碳刷臂組裝機構、鉚釘組裝機構、保護器組裝機構、折彎壓平及點焊機構依次設置于端蓋進料傳輸機構側旁;該膠套組裝機構、碳刷臂傳送機構和碳晶組裝機構和碳刷臂組裝機構依次相連。
3、上述方案能夠實現電機端蓋的一次性安裝,但是在端蓋安裝之前,端蓋上還需要安裝例如膠圈等諸多小部件。若采用傳統的人工安裝方式則費時費力。在現有的生產線中,轉盤式生產線為常用的生產線類型,采用自動化機械將相關的小部件逐一安裝在電機端蓋上。其中一個工序為將膜片安裝到電機端蓋的對應孔位中,傳統的安裝方式為通過機械手將膜片夾持后放置在推出裝置的端部,通過推出裝置將膜片推出。但是上述安裝方式需要使用較多的裝置,成本較高,空間占用較大,且推出裝置僅通過氣體吸力將膜片吸附,存在膜片在推送過程中掉落的情況。
技術實現思路
1、針對上述問題,提供一種用于轉向機端蓋的自動組裝機,在使用時,振動盤將膜片輸送至夾持單元的下部,隨后夾持單元轉動至振動盤的上方,延伸桿沿豎直方向下降,延伸桿沿豎直方向自上而下穿過膜片上的中心孔,當套設在延伸桿下側的環形套完全穿過膜片的中心孔后,延伸桿停止移動,隨后限位組件展開,展開后的限位組件能對膜片的上部進行限位,同時環形套與延伸桿之間構成的充氣腔中開始注入氣體,充氣腔內的氣壓逐漸上升,充氣腔的體積逐漸增加,環形套逐漸膨脹并與膜片的內壁接觸,在夾持單元將膜片從振動盤上運送至端蓋上的凹槽內的過程中,由于膜片下部始終有膨脹后的環形套進行限位,保證了膜片在運輸過程中不會出現掉落的情況,隨后夾持單元夾持著膜片轉動到端蓋的上方,并將膜片安裝預先設置的位置放入到端蓋的凹槽中,位于膜片上方的限位組件能為膜片提供按壓力,在限位組件的推動下,膜片能被順利的壓入凹槽中,當膜片被壓入完成后,充氣腔內的氣體開始排出,套設在延伸桿外圍的環形套逐漸縮小,同時限位組件也開始收縮的,當充氣腔內的氣體完全排出后,延伸桿便沿豎直方向上升,延伸桿從凹槽內的膜片中心孔滑出,如此便完成了對于膜片的安裝,在整個安裝過程中,夾持單元在夾持了膜片后便能直接將膜片進行安裝,相較于傳統的取件后、再推件的過程效率更高,且在夾取膜片后,通過限位組件和膨脹后的環形套對膜片的上下進行同步限位,保證了膜片在被夾持后運輸途中的穩定性,不會出現意外掉落的情況,同時在安裝時,位于膜片上部的限位組件還能對膜片提供推力。
2、為解決現有技術問題,本發明提供一種用于轉向機端蓋的自動組裝機,包括工作臺,工作臺上設置有端蓋;在工作臺的上方設置有夾持單元,夾持單元用于將膜片安裝到端蓋上,夾持單元包括豎直設置的延伸桿,延伸桿能沿豎直方向升降,在延伸桿的下側套設有環形套,環形套與延伸桿之間構成充氣腔,在環形套的上方設置有限位組件,在取膜片時,延伸桿沿豎直方向從膜片的中心孔穿過,在環形套完全經過膜片的中心孔后,限位組件與膜片的上部接觸并進行限位,對充氣腔進行充氣,環形套逐漸膨脹并與膜片的內壁接觸,膨脹后的環形套對膜片的下部進行限位。
3、優選的,在延伸桿的底部設置有壓力傳感器,壓力傳感器用于監測壓力大小,在取料時,延伸桿與振動盤接觸,壓力傳感器監測到壓力值,充氣腔中開始充入氣體,在將膜片放置到端蓋的凹槽中時,延伸桿端部與端蓋接觸時,壓力傳感器監測到壓力值,充氣腔開始排出氣體。
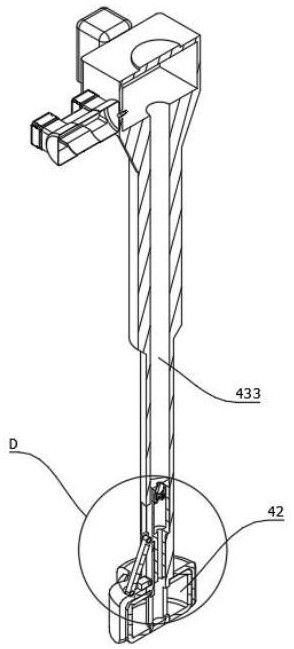
4、優選的,延伸桿的上部沿延伸桿的延伸方向豎直開設有通槽,通槽與充氣腔相互連通,限位組件包括沿通槽的延伸方向滑動設置在通槽內的滑動桿,在延伸桿的側壁上開設有穿出槽,穿出槽與通槽相互連通,在穿出槽的底部鉸接有限位桿,滑動桿在其移動行程上具有最高位置和最低位置,滑動桿處于最低位置時,限位桿的延伸方向與延伸桿的徑向方向平行。
5、優選的,在限位桿和滑動桿之間鉸接有連桿,當限位桿位于最高位置時,連桿與限位桿之間的夾角為鈍角,當限位桿位于最低位置時,連桿與限位桿之間的夾角為銳角。
6、優選的,在延伸桿的上部設置有氣泵,氣泵與通槽相互連通,滑動桿將通槽分隔為上腔體和下腔體,氣泵與上腔體連通,上腔體和下腔體沿豎直方向自上而下排布,滑動桿自上而下滑動時將下腔體中的空氣擠壓進充氣腔中。
7、優選的,氣泵的輸出端上設置有氣壓計,氣壓計用于監測通槽中的氣壓,當氣壓達到額定壓力后,氣泵停止運行。
8、優選的,滑動桿中豎直貫穿開設有貫穿槽,氣阻單元設置在貫穿槽中,氣阻單元預設有最大開啟壓力,氣泵的額定壓力大于氣阻單元的最大開啟壓力,在滑動桿到達最低位置前,氣阻單元所受壓力始終小于最大開啟壓力,當上腔體中的氣壓小于氣阻單元的最大開啟壓力時,氣阻單元始終處于關閉狀態,當上腔體中的氣壓大于最大開啟壓力時,氣阻單元開啟,上腔體和下腔體連通。
9、優選的,氣阻單元包括沿滑動桿的軸線固定設置在貫穿槽上的限位環,限位環的上方設置有球體,限位環與球體之間存有間隙,彈簧沿貫穿槽的延伸方向設置在間隙內,且彈簧的兩端分別與限位環和球體固定連接。
10、優選的,球體上固定設置有吸附板,限位環設置有彈簧的一端固定設置有電磁鐵,電磁鐵通電后,電磁鐵能將吸附板吸附。
11、優選的,環形套由橡膠材料制成。
12、本發明相比較于現有技術的有益效果是:本發明設置有夾持單元,夾持單元包括延伸桿、環形套和限位組件,在使用時,振動盤將膜片輸送至夾持單元的下部,隨后夾持單元轉動至振動盤的上方,延伸桿沿豎直方向下降,延伸桿沿豎直方向自上而下穿過膜片上的中心孔,當套設在延伸桿下側的環形套完全穿過膜片的中心孔后,延伸桿停止移動,隨后限位組件展開,展開后的限位組件能對膜片的上部進行限位,同時環形套與延伸桿之間構成的充氣腔中開始注入氣體,充氣腔內的氣壓逐漸上升,充氣腔的體積逐漸增加,環形套逐漸膨脹并與膜片的內壁接觸,在夾持單元將膜片從振動盤上運送至端蓋上的凹槽內的過程中,由于膜片下部始終有膨脹后的環形套進行限位,保證了膜片在運輸過程中不會出現掉落的情況,隨后夾持單元夾持著膜片轉動到端蓋的上方,并將膜片安裝預先設置的位置放入到端蓋的凹槽中,位于膜片上方的限位組件能為膜片提供按壓力,在限位組件的推動下,膜片能被順利的壓入凹槽中,當膜片被壓入完成后,充氣腔內的氣體開始排出,套設在延伸桿外圍的環形套逐漸縮小,同時限位組件也開始收縮的,當充氣腔內的氣體完全排出后,延伸桿便沿豎直方向上升,延伸桿從凹槽內的膜片中心孔滑出,如此便完成了對于膜片的安裝,在整個安裝過程中,夾持單元在夾持了膜片后便能直接將膜片進行安裝,相較于傳統的取件后、再推件的過程效率更高,且在夾取膜片后,通過限位組件和膨脹后的環形套對膜片的上下進行同步限位,保證了膜片在被夾持后運輸途中的穩定性,不會出現意外掉落的情況,同時在安裝時,位于膜片上部的限位組件還能對膜片提供推力。
- 還沒有人留言評論。精彩留言會獲得點贊!