一種金屬夾子自動化冷作成型工藝的制作方法
本發明涉及夾子生產工藝,特別是涉及一種金屬夾子自動化冷作成型工藝。
背景技術:
1、現有一種金屬夾子形狀如圖15所示,由兩個長條狀的成品手柄部組成,采用大于或等于維氏硬度值在220hv-240hv之間的sus430材料,產品基于薄板加強抗彎受力點的需要,要使用成型工藝沖壓出與產品長度方向的剖面方向上淺“c”的圓弧面,因此需要使用到沖壓模具。
2、現有公告號為cn117324486a的中國發明專利,公開了一種五金件連續沖壓模具及其沖壓方法,包括對五金件進行級進沖壓加工的上模組件和下模組件,所述上模組件和下模組件沿料帶傳輸方向依次設置有一第一打孔機構、一第二打孔機構、一裁邊機構、一沖壓機構、一邊緣折彎機構、一邊緣裁切機構和一下料機構,采用連續沖壓的方式,可以在一次沖壓過程中完成五金件的多個工序,顯著提高生產效率。
3、再有授權公告號為cn214639591u的中國實用新型專利,公開了一種不銹鋼夾子連續模,模具各工位完成沖導正孔--沖異形孔--成型--切落的工序,小塊收集起來,這些動作均在一次開合模具的過程中完成,本設計的改進點是將復雜的成型在一套模具上做出來,相比以前后工序加單沖模,有很大改進,提高了生產效率。
4、再比如公告號為cn117840706a的中國發明專利,公開了一種鈑金件的沖壓折彎一體成型工藝,通過將合格的板材加熱軟化處理,避免沖壓過程中因沖壓力度過大,導致板材出現開裂,利用沖壓折彎成型設備上的氣缸推動凸模下移與板材接觸,并推動頂板下移,完成對板材的沖壓折彎一體成型。
5、上述沖壓模具和沖壓折彎工藝在生產我們長條狀的成品手柄部時,存在以下問題:對于第一個:一種五金件連續沖壓模具及其沖壓方法和第二個:一種不銹鋼夾子連續模,均僅采用一次沖壓工藝進行產品沖壓測試時,測試產品成型過程中發現:我們對兩種sus430材料(硬度分別是第一種材料是維氏硬度值220hv-240hv區間與第二種材料是維氏硬度值160hv-180hv區間)進行機械性能分析,當不銹鋼材料硬度變高時,材料的塑性和韌性會明顯降低,當使用維式硬度值在220hv-240hv區間的不銹鋼sus430材料進行產品長度方向的剖面方向上淺“c”的圓弧面一次成型后,產品“c”外弧面表面,拉絲方向(即材料的壓延方向)呈現有明顯的開裂紋路,開裂紋路的橫向剖面特征為貫穿到材料中層性的“v”形裂縫,有撕裂即達不到產品表面通用規范標準;對于第三個:一種鈑金件的沖壓折彎一體成型工藝,通過采用熱軟化工藝來避免沖壓時出現的開裂,能解決開裂紋路的問題,但工序增加,需要更多的工人參與,生產效率低下,在現時主流制造行業推行自動化少人工作業的方向下,突顯技術落后的短板。
技術實現思路
1、為了克服現有技術的不足,本發明提供一種金屬夾子自動化冷作成型工藝,以達到在不增加生產工序,保證生產效率的前提下,在沖壓時避免產品出現開裂紋路的目的。
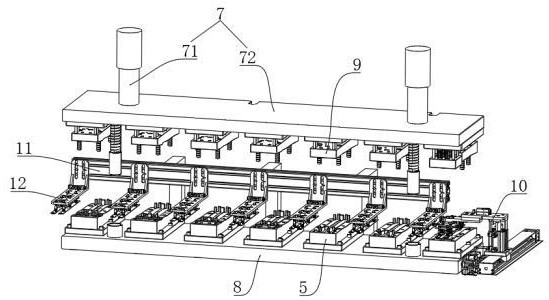
2、為實現上述目的,本發明提供如下技術方案:一種金屬夾子自動化冷作成型工藝,需要使用沖壓折彎設備,所述沖壓折彎設備包括第二下模組和第二上模組,所述第二下模組包括若干呈線性等距分布的第二下模具,每個所述第二下模具頂面沿著其長度方向均設有一個長條形的凸起部,所述凸起部的頂面從中間位置到四周邊緣向下弧形折彎,呈線性等距分布的各個所述第二下模具上的凸起部的最高點到第二下模具頂面距離逐漸增加,至少有兩個所述第二下模具頂面沿著其寬度方向開設有弧形的折彎槽,所述折彎槽與凸起部垂直且不接觸,所述第二上模組包括若干呈線性等距分布的第二上模具,每個所述第二上模具均對應位于第二下模具的正上方,每個第二下模具正上方的第二上模具均設有與凸起部適配的凹陷部,開設有折彎槽的第二下模具正上方對應的第二上模具底面設有凸出部;
3、所述夾子包括兩個半成品手柄部,每個所述半成品手柄部包括連接單元和夾持單元,兩個所述夾持單元正對一側從四周向中心處凹陷,兩個所述連接單元背對一側從中間到兩端逐漸折彎遠離,所述連接單元遠離夾持單元一端為直邊折彎,所述冷作成型工藝包括以下步驟:
4、一:將一平整的金屬長條薄板分為連接部和夾持部,將平整的金屬長條薄板放置在凸起部的最高點到第二下模具頂面距離最小的第二下模具上進行第一次沖壓折彎,其中,夾持部與第二下模具上的凸起部正對,使平整的金屬長條薄板的夾持部呈凹陷狀;
5、二:再依次將金屬長條薄板轉運至呈線性等距分布的剩余的第二下模具上進行逐步沖壓折彎,使金屬長條薄板的夾持部的凹陷程度逐漸加深,直至金屬長條薄板的夾持部的凹陷程度與半成品手柄部的夾持單元的凹陷程度適配,且此時金屬長條薄板的連接部經過折彎槽和凸出部作用使其與夾持部連接的一端呈折彎狀,直至金屬長條薄板的連接部一端折彎程度與半成品手柄部的連接單元的折彎程度適配,從而得到一半成品手柄部;
6、三:將得到的兩個半成品手柄部的連接單元的直邊折彎貼合鉚接,此時兩個半成品手柄部的夾持單元之間具有間隙,得到完整的夾子。
7、優選的,所述第二下模具和第二上模具均設置-個,經過各個第二下模具及其上的第二上模具沖壓后,每次金屬長條薄板的夾持部的凹陷程度加深0.4mm-0.7mm。
8、優選的,還需使用沖裁設備和三合一送料設備,三合一送料設備包括不銹鋼卷料架、壓平機和送料機,沖裁設備包括第一上模組和第一下模組,所述第一下模組頂面沿著其長度方向開設有至少一組沖孔組,每組所述沖孔組均包括若干沖切孔,所述第一上模組位于第一下模組正上方,所述第一上模組上設有與沖切孔適配且對應的沖切件,所述沖切孔包括裁斷孔和鉚釘孔,平整的金屬長條薄板的生產工藝包括:在送料機的牽引下,將不銹鋼卷料架上繞卷的金屬料帶牽引經過壓平機整平,再等距輸送至第一上模組上,經過沖裁設備的裁斷工作,從而得到平整的金屬長條薄板;
9、所述冷作成型工藝還包括:通過第一下模組上的裁斷孔和鉚釘孔與第一上模組上適配且對應的沖切件配合,將金屬長條薄板的連接部遠離夾持部一端為弧形裁斷面,且將平整的金屬長條薄板的連接部上沖出鉚接孔,用于后續鉚釘將兩個半成品手柄部的連接單元貼合鉚接。
10、優選的,所述沖切孔還包括圓形掛孔和至少一個沖壓折彎定位孔,所述第二下模具上設有與沖壓折彎定位孔適配的沖壓定位柱,通過第一下模組上的圓形掛孔和沖壓折彎定位孔與第一上模組上相對應的沖切件配合,在平整的金屬長條薄板的連接部上沖出圓形沖孔,在平整的金屬長條薄板的夾持部沖出沖壓定位沖孔。
11、優選的,還需使用第一轉運設備和第二轉運設備,所述第一轉運設備用于將沖裁得到的金屬長條薄板自動轉運至第二下模具上,所述第二轉運設備用于將金屬長條薄板逐個轉運至各個第二下模具,所述沖裁設備和沖壓折彎設備平行設置,所述第一上模組和第二上模具固定于同一固定板上,該固定板由驅動件驅動上下運動,所述沖裁設備、第一轉運設備和沖壓折彎設備呈u形設置。
12、優選的,還需使用注塑設備,用于在半成品手柄部的夾持單元與連接單元正對一端和背對一端的外表面分別注塑包裹第一注塑部和第二注塑部,從而得到成品手柄部,所述第二注塑部采用尼龍材質,第一注塑部采用硅膠材質,所述注塑設備包括第三下模具和第三上模具,第三下模具上設有與圓形沖孔適配的注塑定位柱,用于將半成品手柄部定位放置于第三下模具上。
13、優選的,所述沖切孔還包括若干注塑防脫固定孔,通過第一下模組上的注塑防脫固定孔和第一上模組上相對應的沖切件配合,在平整的金屬長條薄板的夾持部上沖出若干注塑定位沖孔,當半成品手柄部的夾持單元注塑包裹第一注塑部和第二注塑部后,注塑定位沖孔和沖壓定位沖孔內填充有尼龍或硅膠。
14、優選的,相鄰兩個所述沖切孔之間壁厚不小于8mm,當圓形沖孔、弧形裁斷面、沖壓定位沖孔和注塑定位沖孔任意兩個沖切處之間的距離小于8mm時,該兩個沖切處分兩次沖出。
15、優選的,后四個所述第二下模具上設有折彎槽,每兩個為一組,兩組所述折彎槽的深度分別為0.8mm-1mm和3.5mm-3.7mm,經過兩組所述折彎槽沖壓折彎后,金屬長條薄板的連接部遠離夾持部一端所在的平面與折彎槽凹陷的最深點的切面之間的夾角為3°-4°和8°-9°。
16、與現有技術相比,本發明能達到的有益效果是:
17、(1)本發明通過多次分步沖壓折彎,可以分散材料在變形過程中的應力,減少應力集中避免過度應變導致的裂紋,多次沖壓允許更精確地控制每次沖壓的應變率,有助于改善材料的塑性和減少損傷積累,相對于現有的生產工藝,不僅能有效解決現有技術中產品成型開裂的問題,提高產品成型質量,本發明的工藝工序少,需要人工少,生產效率高;
18、(2)通過將沖裁設備、第一轉運設備和沖壓折彎設備設為u形,通過第一轉運設備的轉運,可以實現連續不間斷的工作的同時,相對于現有的直線形連續沖壓模,不僅避免了沖裁后集料再轉運后折彎的麻煩,提高了效率,本發明雖然加設了第一轉運設備,但沖裁設備、第一轉運設備和沖壓折彎設備設為u形,結構位置布局更加合理,合理的布置了設備占用空間,避免設備過長廠房無法很好的放下,實現連續不間斷的金屬長條薄板的沖孔、裁斷和沖壓折彎工作;
19、(3)本發明通過三合一送料設備、沖裁設備、沖壓折彎設備和注塑設備結合使用,形成金屬夾子的完整加工工藝,環環相扣,自動化程度高,在沖裁設備對整平后的金屬料帶裁斷得到金屬長條薄板的同時,在金屬長條薄板上預先沖出后續懸掛需要的圓形沖孔、鉚接需要的鉚接孔、方便后續沖壓折彎快速精準定位放置在第二下模具上的沖壓定位沖孔以及使第一注塑部和第二注塑部穩定處于半成品手柄部的夾持單元上的注塑定位沖孔,且通過第一下模組上各個沖切孔的合理位置布置,使各個沖切孔內壁之間的距離不會小于8mm,分多次進行沖裁工作,避免在一次沖孔裁斷過程中因兩個相鄰的沖切孔的壁厚過小而導致受到的張力無法消除的問題,從而避免在沖孔裁斷時對第一下模組造成破裂;
20、(4)通過在設置的注塑定位沖孔和沖壓定位沖孔內填充有尼龍或硅膠,第一注塑部和第二注塑部會將沖壓定位沖孔以及注塑定位沖孔包裹隱藏,從而最終得到的成品手柄部外表面不會有多余的沖孔缺陷,同時沖壓定位沖孔以及注塑定位沖孔內填充尼龍或硅膠時,能保證第一注塑部和第二注塑部更加穩定的處于半成品手柄部的夾持單元上,避免其從成品手柄部外表面脫落。
- 還沒有人留言評論。精彩留言會獲得點贊!