一種刀片電池殼體側邊拼焊夾具的制作方法
本技術涉及電池制造設備領域,尤其涉及一種刀片電池殼體側邊拼焊夾具。
背景技術:
1、隨著新能源汽車行業的蓬勃發展,動力電池作為新能源汽車的核心部件,其性能直接影響著整車的使用體驗。相較于傳統的方形鋁殼電池,采用疊片結構的刀片電池憑借其高能量密度、高空間利用率和低成本的優勢受到廣泛關注。刀片電池通過疊片工藝將多個電芯疊置在一起,再將疊好的電芯裝入電池殼體中密封,其側邊存在需要焊接密封的縫隙。
2、現有的電池生產線普遍采用高頻焊接工藝對電池殼體進行焊接密封,高頻焊接頭與電池殼體直接接觸施壓,焊接能量通過電阻熱效應產生,易在焊縫附近產生變形凹痕,同時高頻電流熱效應集中,焊縫容易產生焊接不均、咬邊、焊透不足等問題,導致漏氣報廢率偏高。
3、以上問題亟待解決。
技術實現思路
1、針對上述問題,本技術提供一種刀片電池殼體側邊拼焊夾具,將高頻焊接工藝替換為激光焊接,在專用夾具的配合下,確保焊縫成型均勻美觀,焊透性好,并提高生產效率,可實現多種規格電池殼體的快速切換適配。
2、本技術提供一種刀片電池殼體側邊拼焊夾具,采用如下的技術方案:
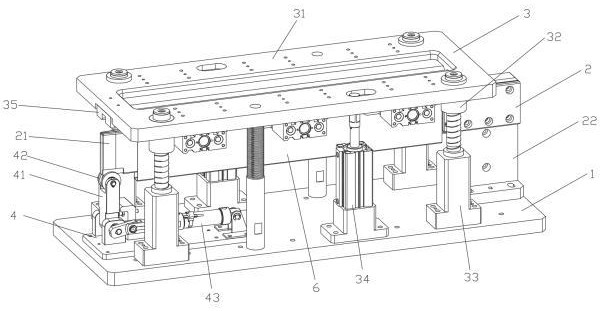
3、一種刀片電池殼體側邊拼焊夾具,包括基板,還包括:
4、插芯組件,包含插芯和安裝于基板上的卡接結構,所述卡接結構與插芯一端卡接,所述插芯用于插入刀片電池殼體;
5、下壓組件,包含安裝在基板上的升降結構和與升降結構連接的下壓板,所述下壓板開設有焊接避位槽,當插芯插入刀片電池殼體時,所述電池殼體一側面暴露于焊接避位槽中;
6、支撐組件,安裝于基板上,用于對插芯另一端進行支撐;
7、側推組件;安裝于下壓板朝向基板的一面,用于對刀片電池殼體兩側面抵接。
8、通過采用上述技術方案,帶來了以下技術效果:該夾具以基板為核心,集成了插芯組件、下壓組件、支撐組件和側推組件,形成了一套高效、靈活的電池殼體側邊拼焊解決方案。插芯組件確保刀片電池殼體精準定位,下壓組件提供焊接時必要的壓緊力,同時避免焊接干擾,支撐組件為電池殼體提供穩定的支撐,側推組件確保焊接過程中電池殼體的側邊緊貼插芯,提高了焊接精度和質量。此夾具結構設計巧妙,各組件協同工作,大大提高了刀片電池殼體側邊拼焊的良品率和生產效率。
9、進一步地,所述卡接結構包括:
10、固定座,固定在基板一側,所述插芯可拆卸地安裝在固定座上,所述插芯與基板、下壓板均平行設置;和,
11、軸向限位塊,設置于插芯與固定座連接的一端。
12、所述卡接結構包括固定座和軸向限位塊,這種設計帶來了快速、便捷的插芯安裝與拆卸過程。固定座牢固固定在基板上,插芯通過卡接方式與固定座連接,使得更換不同規格的插芯變得非常簡單快捷。軸向限位塊的設置進一步增強了插芯的定位精度和穩定性,為電池殼體的準確放置和焊接提供了堅實基礎。
13、進一步地,所述插芯的厚度與刀片電池殼體內腔的寬度尺寸相匹配,所述軸向限位塊通過連接件固定在插芯兩側。
14、插芯的厚度與刀片電池殼體內腔寬度相匹配,確保電池殼體能夠精確放置于插芯上,且受力均勻。
15、進一步地,所述軸向限位塊成對設置在插芯一端或者兩端,每對所述軸向限位塊相互靠近的一側均傾斜設置形成喇叭口,以使所述喇叭口抵接于刀片電池殼體。
16、軸向限位塊成對設置,并以喇叭口形式傾斜抵接于電池殼體,這樣的設計有助于在放入電池殼體時進行預收口,減小插入阻力,保護電池殼體不被損壞。
17、進一步地,所述升降結構包括:
18、導向桿,與下壓板朝向基板的一面相垂直固定;
19、導套支撐塊,固定在基板上,所述導套支撐塊遠離基板的一端開設有導向盲孔,所述導向桿插入導向盲孔且與導套支撐塊可相對滑動設置;
20、下壓驅動氣缸,用于驅動下壓板沿導向桿長度方向做升降運動。
21、升降結構由導向桿、導套支撐塊和下壓驅動氣缸組成,通過導向桿與導向盲孔的配合,確保下壓板的升降運動平穩、精確。下壓驅動氣缸作為動力源,驅動下壓板沿導向桿長度方向進行升降,從而實現對電池殼體側邊的壓緊與釋放,為焊接操作提供了穩定的操作平臺。
22、進一步地,所述下壓組件還包括開設有定位槽的下壓定位塊,所述定位槽的開設寬度與插芯的厚度相匹配;所述下壓定位塊安裝于下壓板朝向插芯組件的一面;當所述下壓板下壓時,所述刀片電池殼體側邊插入定位槽內。
23、下壓定位塊的設置進一步提高了電池殼體側邊的定位精度。定位槽的寬度與插芯厚度相匹配,當下壓板下壓時,電池殼體側邊會精確插入定位槽內,確保焊接過程中電池殼體的位置不會發生偏移,從而提高焊接質量和一致性。
24、進一步地,所述支撐組件包括:
25、驅動氣缸,安裝在基板另一側;
26、旋轉連桿,一端通過鉸接件與驅動氣缸的輸出連接;和,
27、支撐滾輪,安裝于旋轉連桿另一端;
28、其中,所述驅動氣缸用于驅動旋轉連桿繞軸線旋轉;所述驅動氣缸帶動旋轉連桿旋轉至豎直狀態時,所述支撐滾輪支撐在插芯的遠離卡接結構的一端。
29、支撐組件通過驅動氣缸、旋轉連桿和支撐滾輪的巧妙配合,實現了對插芯的穩定支撐。驅動氣缸驅動旋轉連桿旋轉至豎直狀態時,支撐滾輪支撐在插芯的遠離卡接結構的一端,這樣的設計不僅減小了支撐結構對焊接操作的影響,還提高了支撐的穩定性和可靠性。
30、進一步地,所述側推組件包括:
31、側推氣缸,安裝在下壓板朝向基板的一面,所述側推氣缸的輸出端朝向插芯設置;和,
32、推塊,固定在側推氣缸的輸出端;
33、其中,所述側推氣缸驅動推塊朝插芯長度方向相垂直的方向運動,以使刀片電池殼體緊貼插芯側面。
34、側推組件由側推氣缸和推塊組成,側推氣缸驅動推塊朝插芯長度方向相垂直的方向運動,使得刀片電池殼體緊貼插芯側面。這種設計有效解決了焊接過程中電池殼體可能發生的晃動或偏移問題,確保了焊接過程中的精準定位和高焊接質量。
35、進一步地,所述插芯組件包括至少兩組固定座和與之配合的插芯,多組插芯沿固定座長度方向陣列布置,以對多個刀片電池殼體同時限位。
36、插芯組件設計為至少兩組固定座和與之配合的插芯,多組插芯沿固定座長度方向陣列布置。這種設計大大提高了夾具的靈活性和通用性,可以同時對多個刀片電池殼體進行限位和焊接操作,從而提高了生產效率和經濟效益。
37、進一步地,一種激光拼焊刀片電池殼體側邊的方法,采用上述所述的刀片電池殼體側邊拼焊夾具,包括以下步驟:
38、s1、將待拼焊的刀片電池殼體放置在插芯上,軸向限位塊對刀片電池殼體進行平移方向定位;
39、s2、驅動氣缸帶動旋轉連桿旋轉至豎直狀態,支撐滾輪支撐在插芯端部下表面;
40、s3、下壓驅動氣缸驅動下壓板下壓,壓緊刀片電池殼體緊貼插芯上表面,下壓定位塊壓緊刀片電池殼體側壁與插芯側面貼合;
41、s4、側推氣缸推動推塊將刀片電池殼體側壁進一步壓緊貼合插芯側面;
42、s5、激光焊接頭從下壓板的焊接避位槽向下照射,對下壓板下方壓緊的刀片電池殼體側邊縫隙處進行激光填絲焊接;
43、s6、側推氣缸、下壓驅動氣缸和驅動氣缸松開,人工取出焊接完成的刀片電池殼體,裝入下一個待焊接工件,重復上述s1-s6的步驟。
44、通過采用上述技術方案,通過夾緊裝置依次實現電池殼體的定位、支撐、壓緊、側推和激光焊接,動作連貫緊湊,節拍快,自動化程度高,大幅提升生產效率。獨特的夾緊方式和焊接避位槽設計,可獲得穩定可靠的焊接質量,保證焊縫的一致性。
45、進一步地,步驟s5中采用的激光焊接頭安裝有攝像頭,采用機器視覺引導焊接頭沿刀片電池殼體側邊縫隙的位置進行軌跡跟蹤焊接。
46、通過采用上述技術方案,與單純依靠夾具定位的方式相比,機器視覺引導可補償電池殼體裝夾時的位置偏差,提高焊接軌跡的精確性;同時可應對電池殼體尺寸的波動,始終保證激光頭與縫隙的相對位置,從而獲得穩定一致的焊接質量。機器視覺引導使焊接過程智能化,實現人機協作,減少人工操作依賴,進一步提升焊接效率和焊接質量,為實現全自動化生產提供基礎。
47、本夾具結構緊湊、布局合理,自動化程度高,工藝先進可靠,生產效率高,產品一致性好,能夠顯著提升電池組裝的生產效率和產品質量,對電池制造產業的發展具有積極的推動作用。
- 還沒有人留言評論。精彩留言會獲得點贊!