一種液化氣鋼瓶加工用電弧焊接機及其操作方法與流程
本發明涉及焊接機的,特別是涉及一種液化氣鋼瓶加工用電弧焊接機及其操作方法。
背景技術:
1、液化氣鋼瓶通常由上半部筒體和下半部筒體對接后環焊制成,公開號為cn214721619u的中國實用新型專利提出了一種免焊接定位的液化氣鋼瓶自動環縫焊接機,該環縫焊接機可以免除現有生產鋼瓶企業需要給鋼瓶環縫預點焊兩點定位免脫離的步驟,由于預焊接會影響鋼瓶環縫焊接的整體強度,免點焊可以避免整體焊接強度在預焊接點強度不一致的問題,同時節省需要人工預先點焊定位的人力資源,也提高生產效率;將壓瓶裝置組合到傳送帶上,提升工作效率,成本相對機械手低,可以組成流水線,大大的縮短了上瓶流程的時間;由于此設備的新結構免除預先點焊,提高了鋼瓶環縫焊接的質量,也減少人工成本彌補市場上的空缺。
2、但是上述焊接機是將液化氣鋼瓶的上部和下部直接對齊壓緊后直接進行環形焊接的,并沒有將液化氣鋼瓶的上部和下部根據同心度和圓度進行調整,導致焊接后液化氣鋼瓶的上部和下部環焊后的同心度和圓度不能保證,因此需要改進。
技術實現思路
1、為解決上述技術問題,本發明提供一種能夠在焊接前對液化氣鋼瓶的上部和下部根據同心度和圓度進行調整,提高焊接質量的液化氣鋼瓶加工用電弧焊接機及其操作方法。
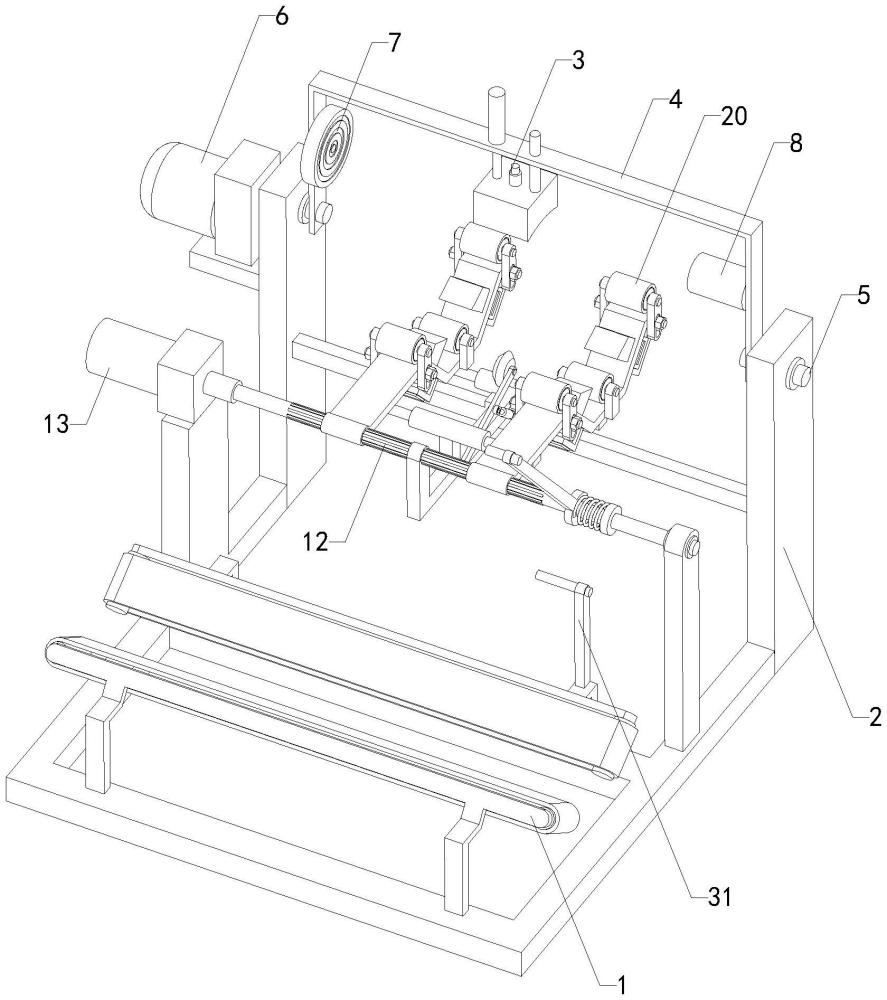
2、本發明的一種液化氣鋼瓶加工用電弧焊接機,包括輸送帶機構、機架和焊槍,輸送帶機構安裝在機架上,輸送帶機構用于輸送液化氣鋼瓶的上部和下部;還包括門架、兩個轉軸、電機一、光源、視覺檢測攝像頭和多功能機械臂,門架位于輸送帶機構的外側,門架的中部為橫梁,所述橫梁的兩端設置臂桿,焊槍安裝在門架的橫梁上,門架的兩個臂桿的下端均設置轉軸,兩個轉軸轉動安裝在機架上,電機一安裝在機架上,電機一的輸出軸與轉軸傳動連接,光源和視覺檢測攝像頭分別相對安裝在門架的兩個臂桿上,光源和視覺檢測攝像頭配合對液化氣鋼瓶的上部和下部進行視覺檢測,多工能機械臂安裝在輸送帶機構和門架之間,多能機械臂分別抓取和轉移液化氣鋼瓶的上部和下部,并調整液化氣鋼瓶的上部和下部的對齊狀態;工作時,輸送帶機構將液化氣鋼瓶的上部和下部向后輸送,當液化氣鋼瓶的上部和下部達到指定位置時,輸送帶機構停止,多功能機械臂轉動抓取液化氣鋼瓶的上部和下部,多功能機械臂反轉將液化氣鋼瓶的上部和下部轉移至門架的下方,此時兩個轉軸與液化氣鋼瓶的上部和下部同心對齊,光源開啟照射液化氣鋼瓶的上部和下部的端部,視覺檢測攝像頭通過對比液化氣鋼瓶的上部和下部邊緣的明暗部對液化氣鋼瓶的上部和下部進行視覺檢測,電機一通過轉軸驅動門架緩慢轉動,對液化氣鋼瓶的上部和下部進行整體檢測,檢測完成后根據檢測結果多功能機械臂驅動液化氣鋼瓶的上部或下部轉動,從而調整所述上部和下部的同心度和圓度,當所述上部和下部調整到最佳后多功能機械臂將液化氣鋼瓶的上部和下部鎖定,焊槍開啟對所述上部和下部之間的焊縫進行焊接,門架在電機一的驅動下轉動對焊縫進行環焊直到被多功能機械臂擋住,門架轉動使焊槍達到豎直狀態,多功能機械臂解除對液化氣鋼瓶的上部和下部的鎖定,多功能機械臂驅動半焊滿的液化氣鋼瓶的上部和下部緩慢轉動,使得焊槍對焊縫進行環形全焊滿,焊接完成后,多功能機械臂動作將液化氣鋼瓶放回到輸送帶機構上,輸送帶機構將液化氣鋼瓶向下一工位輸送,相比現有技術,能夠在焊接前對液化氣鋼瓶的上部和下部根據同心度和圓度進行調整,調整至最佳后再進行焊接,使得液化氣鋼瓶的上部和下部環焊后的同心度和圓度得到保證,提高焊接質量。
3、優選的,還包括集煙罩、推缸和滑桿,焊槍安裝在集煙罩中,推缸的固定端安裝在門架的橫梁上,推缸的活塞桿與集煙罩連接,集煙罩位于門架的內側,滑桿安裝在集煙罩上,滑桿與門架的橫梁滑動連接;當液化氣鋼瓶的上部和下部調整完成后,推缸的活塞桿伸長將集煙罩向下推動,使得集煙罩虛罩扣在液化氣鋼瓶的上部和下部的外壁上,使得焊槍對準焊縫,滑桿對集煙罩進行滑動導向,集煙罩上可以安裝抽氣管將集煙罩內集中的煙氣抽走,提高環保性。
4、優選的,多功能機械臂包括軸桿、電機二、臂板一、臂板、中架、雙頭推缸、多個電動輪和多個吸附組件,軸桿轉動安裝在機架上,軸桿位于輸送帶機構和門架之間,軸桿的外壁上設置花鍵,電機二安裝在機架上,電機二的輸出軸與軸桿傳動連接,臂板一的內端通過花鍵孔與軸桿滑動套裝,臂板的內端通過花鍵孔與軸桿滑動套裝,臂板一和臂板上均安裝多個電動輪和多個吸附組件,中架的一端安裝在軸桿上,中架位于臂板一和臂板之間,雙頭推缸的固定端安裝在中架上,雙頭推缸的兩個活塞桿分別連接臂板一和臂板;電機二驅動軸桿轉動,軸桿通過花鍵和花鍵孔的配合帶動臂板一和臂板轉動至輸送帶機構上的液化氣鋼瓶的上部和下部的上方,并使多個電動輪分別與液化氣鋼瓶的上部和下部滾動接觸,同時多個吸附組件吸附液化氣鋼瓶的上部和下部,電機二驅動軸桿反轉,將液化氣鋼瓶的上部和下部轉移至門架的下方,此時多個電動輪滾動支撐液化氣鋼瓶的上部和下部,此時多個吸附組件將液化氣鋼瓶的上部和下部松開,多個電動輪轉動驅動液化氣鋼瓶的上部和下部相對轉動,實現液化氣鋼瓶的上部和下部對齊狀態的調整,調整完整后,多個吸附組件再次將液化氣鋼瓶的上部和下部吸附住,雙頭推缸的兩個活塞桿同步收縮將液化氣鋼瓶的上部和下部對齊壓緊,從而免除預先點焊的步驟,有利于保持液化氣鋼瓶的焊接強度,功能多,實用性好。
5、優選的,還包括托架和定位卡槽,托架安裝在機架上,托架位于軸桿和門架之間,定位卡槽安裝在托架上,托架支撐托舉中架,定位卡槽卡持中架的兩側;當液化氣鋼瓶的上部和下部轉移至門架的下方時,托架將中架支撐托舉,同時定位卡槽卡持中架的兩側,從而對中架進行定位,提高液化氣鋼瓶的上部和下部的定位精度。
6、優選的,吸附組件包括永磁體和電磁體,永磁體通過支架安裝在臂板一或臂板的下端面上,電磁體滑動安裝在臂板一或臂板上,電磁體與永磁體對齊,電磁體的內部安裝電磁線芯,電磁體和永磁體相對的端部極性相反;需要吸附液化氣鋼瓶時,電磁體的電磁線芯通電產生磁性,由于電磁體與永磁體相對的面極性相反,從而將電磁體向臂板一或臂板的上部推出,使得電磁體遠離永磁體的端部吸附液化氣鋼瓶;需要釋放液化氣鋼瓶時,電磁體的電磁線芯斷電消除磁性,永磁體的磁性吸附電磁體,使得電磁體向臂板一或臂板的下部收縮,使得電磁體遠離永磁體的端部釋放并遠離液化氣鋼瓶,不會干涉液化氣鋼瓶轉動,也無需設置伸縮機構,結構簡單,實用性好。
7、優選的,還包括多個輪架和多個螺栓組件,多個電動輪分別轉動安裝在多個輪架上,多個螺栓組件分別穿過多個輪架的安裝孔將多個輪架分別安裝在臂板一和臂板上;通過調整多個螺栓組件與多個輪架的安裝孔的相對位置從而調整多個電動輪與臂板一和臂板之間的相對距離,提高多個電動輪對液化氣鋼瓶的上部和下部滾動支撐的精度。
8、優選的,還包括臂桿、推缸三和功能部件,臂桿的一端轉動安裝在中架上,推缸三的一端與臂桿的中部轉動連接,推缸三的另一端與中架轉動連接,臂桿的另一端安裝功能部件,功能部件與液化氣鋼瓶的上部和下部的焊縫對齊;在對液化氣鋼瓶進行環焊時,推缸三的活塞桿伸長將臂桿推舉揚起,使得功能部件壓緊在液化氣鋼瓶的焊縫上,功能部件對焊縫進行處理,提高功能性。
9、優選的,功能部件為噴槍、打磨輪、鋼絲輪中的一種或多種組合;功能部件為噴槍時能夠對焊縫進行預熱、加熱等熱處理消除應力;功能部件為打磨輪或鋼絲輪時能夠對焊縫進行打磨和清除焊渣等處理,提高焊接質量。
10、優選的,還包括撥桿、彈簧、接觸開關件、立柱和擋桿,撥桿的內端轉動套裝在軸桿上,撥桿的內端通過彈簧彈性安裝在軸桿上,撥桿的外端伸入輸送帶機構上方,撥桿的外端安裝接觸開關件,立柱安裝在機架上,擋桿安裝在立柱上,擋桿限位擋住撥桿;撥桿通過彈簧彈性轉動安裝在軸桿上,當軸桿帶動臂板一和臂板轉動至豎直時,軸桿通過彈簧帶動撥桿和接觸開關件轉動至輸送帶機構的上方,此時撥桿被擋桿擋住,當輸送帶機構上輸送液化氣鋼瓶被接觸開關件擋住時,接觸開關件向輸送帶機構的控制器發送電信號,使得輸送帶機構停止,此時電機二運行驅動軸桿轉動,開始抓取轉移液化氣鋼瓶,并且彈簧被扭曲蓄力,當電機二驅動軸桿反轉將液化氣瓶向門架轉移時,彈簧釋放并帶動撥桿從輸送帶機構向門架翻轉移動,避免撥桿干涉輸送帶機構上液化氣鋼瓶向后輸送,提高自動化程度。
11、本發明的一種液化氣鋼瓶加工用電弧焊接機的操作方法為:
12、s1、通過輸送帶機構輸送液化氣鋼瓶的上部和下部,接觸開關件將液化氣鋼瓶的上部和下部擋住,接觸開關件向輸送帶機構的控制器發送電信號使輸送帶機構停止;
13、s2、操作電機二驅動軸桿轉動,軸桿帶動臂板一、臂板和中架翻扣在液化氣鋼瓶的上部和下部上方,使得臂板一和臂板分別對齊液化氣鋼瓶的上部和下部,多個電磁體的電磁線芯通電吸附液化氣鋼瓶的上部和下部;
14、s3、操作電機二驅動軸桿反轉,軸桿帶動臂板一、臂板和中架轉動至門架的下方,托架和定位卡槽將中架托舉定位,多個電磁體的電磁線芯斷電釋放液化氣鋼瓶的上部和下部;
15、s4、光源和視覺檢測攝像頭開啟,電機一通過轉軸驅動門架轉動,使得光源和視覺檢測攝像頭配合對液化氣鋼瓶的上部和下部進行視覺檢測,檢測液化氣鋼瓶的上部和下部的圓度和同心度,多個電動輪轉動驅動液化氣鋼瓶的上部和下部相對轉動,將液化氣鋼瓶的上部和下部的整體圓度和同心度調整到最佳狀態,多個電磁體的電磁線芯再次通電吸附液化氣鋼瓶的上部和下部,操作雙頭推缸的兩個活塞桿收縮,使液化氣鋼瓶的上部和下部的對接口壓緊;
16、s5、推缸的活塞桿伸長將集煙罩虛罩扣在液化氣鋼瓶的上部和下部的外壁上,使得焊槍對準焊縫,操作電機一通過轉軸驅動門架轉動,使焊槍對液化氣鋼瓶的上部和下部的對接口進行部分環焊;
17、s6、多個電磁體將液化氣鋼瓶的上部和下部釋放,多個電動輪轉動帶動部分環焊的液化氣鋼瓶緩慢轉動,使焊槍對液化氣鋼瓶的焊縫進行全部環焊,同時操作推缸三伸長使功能部件對焊縫進行打磨;
18、s7、操作電機二驅動軸桿反轉將環焊完成的液化氣鋼瓶放回到輸送帶機構上,操作電機二驅動軸桿帶動臂板一和臂板復位,輸送帶機構將環焊完成的液化氣鋼瓶向下一工位輸送。
19、與現有技術相比本發明的有益效果為:能夠在焊接前對液化氣鋼瓶的上部和下部根據同心度和圓度進行調整,調整至最佳后再進行焊接,使得液化氣鋼瓶的上部和下部環焊后的同心度和圓度得到保證,提高焊接質量。
- 還沒有人留言評論。精彩留言會獲得點贊!