大規格內齒輪銑齒加工切削力測量方法
本發明屬于齒輪加工,具體的為一種大規格內齒輪銑齒加工切削力測量方法。
背景技術:
1、在工程和制造領域,大規格內齒輪是眾多高端裝備的關鍵組件,在風電、航空、隧道挖掘、起重運輸等行業得到廣泛應用,其制造精度和性能直接影響整個裝備的工作效率和壽命。高速銑齒機是大規格內齒輪加工制造的主要設備之一,在銑齒過程中,切削力的測量對于優化切削參數、延長刀具壽命、確保齒輪質量和降低制造成本至關重要。當前對于加工過程切削力的測量方法如下:
2、1)使用模塊化的力傳感器安裝在工件下方,通過測量力傳感器受到的載荷直接測量得到加工切削力,這種方法通常需要傳感器安裝在裝夾裝置的下方;然而,在大規格內齒輪加工中,由于工件體積大、多裝夾位置、機床結構復雜等問題,使用力傳感器直接測量力時,因為大規格內齒輪對支撐強度要求高,市場上力傳感器在承載和規格上都不能滿足要求,定制特定的傳感器難度大且成本高,無法實現應用;
3、2)使用應變片測量刀具切削時關鍵載荷傳遞位置的應變值,通過材料力學分析建立模型,以某一截面彎矩計算切削力;然而,使用應變片測量刀具受到的載荷多使用于結構簡單的機床,例如車床,在內齒輪銑齒機上明顯雖然有明顯的載荷傳遞位置,但是軸向拉伸測量精度有限,且只能測得準確的截面彎矩無法解耦獲得三向切削力;
4、3)利用功率測量值通過建立相應的映射模型的方法間接測量切削力;然而,通過能耗模型,基于測量得到的切削功率計算切削力時,由于機床本省的傳遞效率以及能量損失未知,能耗與切削力之間的映射關系往往存在一定偏差。
技術實現思路
1、有鑒于此,本發明的目的在于提供一種大規格內齒輪銑齒加工切削力測量方法,結合應變片測量得到的力的數據值和切削功率得到的三向力的關系,能夠提高切削力測量精度。
2、為達到上述目的,本發明提供如下技術方案:
3、一種大規格內齒輪銑齒加工切削力測量方法,包括如下步驟:
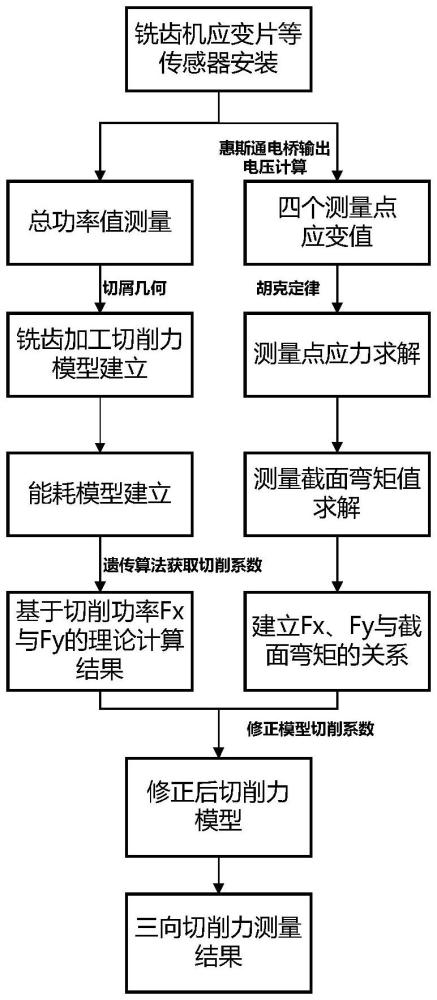
4、步驟一:在大規格銑齒機上搭建信號采集平臺
5、進行銑齒加工切削原理分析,確定機床主軸箱的受載情況,選定需要的應變片數量及安裝位置,并對應變片進行測試與校正;在機床電氣控制柜搭建功率分析儀;測量得到切削時的主軸箱應變及機床功率數據;
6、步驟二:基于應力建立切削力與測量截面彎矩的耦合關系
7、基于測試結果求解信號誤差修正系數,通過不同位置應力數據關系分析及處理,獲得準確的截面彎矩值,得到fx和fy兩個方向切削力與截面彎矩之間的耦合關系;
8、步驟三:基于功率初步確定力與功率之間的關系系數
9、建立基于切屑幾何的切削力模型,并通過功率與切削力之間的理論關系,初步求解理論切削力系數;
10、步驟四:準確切削力的辨識
11、將步驟三中初步求解得到的理論切削力系數帶入到截面彎矩與力之間的耦合關系中進行解耦,得到fx和fy;將fx和fy反饋到切削力模型中,通過引入新的系數修正誤差,得到三向切削力。
12、進一步,所述步驟一中,在大規格銑齒機上搭建信號采集平臺的方法步驟為:
13、11)確定應變片數量及安裝位置:采用四個應變片分別測量主軸箱中間梁四個面的軸向應變;其中,切削力在x軸方向的分力采用中間梁受到的拉力表達,切削力在y軸方向的分力采用中間梁某一截面位置在z軸方向上的彎矩表達;
14、12)對應變片進行測試與校正:應變片電橋采用惠斯通電橋并包括電阻r1、電阻r2、應變計r3和應變計r4;其中,應變計r3和應變計r4的測量方向相互垂直;應變計r3用于補償泊松效應;應變計r4用于測量拉伸應變;電阻r1和電阻r2的電阻值以及應變計r3和應變計r4的額定電阻相等;分別在x、y方向上施加已知載荷作為校準依據,對應變片的靈敏度誤差、線性誤差、溫度影響、零點漂移和電路噪聲進行測試和校正;
15、13)將惠斯通電橋的輸出轉換為應變值:
16、
17、其中:σ表示應變;e表示楊氏模量或彈性模量;ks表示應變片系數;vex表示激勵電壓;vo表示輸出電壓。
18、進一步,所述步驟二中,建立切削力與測量截面彎矩耦合關系的方法步驟為:
19、21)根據上下應力對中性軸產生的彎矩數值相等方向相反的特點,對中性軸上下測量數據進行線性回歸,修正測量設備本身及安裝帶來的誤差:
20、2|ktσt0+bt|it/yt=-fy·ly
21、2|kdσd0+bd|id/yd=fy·ly
22、其中:kt和bt分別為上測量數據的斜率和截距;kd和bd分別為下測量數據的斜率和截距;σt0和σd0分別為上下測量數據中的應力值;it和id分別為截面位置處的上下部分對中性軸的慣性矩;yt和yd分別為上下測量點到中性軸的距離;fy為已知的y方向上施加的載荷;ly為施力點到截面的最短距離;
23、得到測量點修正誤差后的準確應力值:
24、
25、其中:σt和σd分別為上下測量數據得到的準確應力值;
26、22)通過上下測量數據計算截面彎矩:
27、
28、得到:
29、
30、v0=σd―m·yd/2id
31、其中:m為測量截面彎矩;σ0為由軸向力fx在截面產生的應力;
32、23)計算主軸箱受到的x方向的拉力:
33、fx=σ0a
34、其中:fx為x軸方向的切削力;σ0為由軸向力fx在截面產生的應力;a為截面面積;
35、構建截面彎矩大小與切削刀具載荷大小的關系:
36、m=mx+my=fx·lx+fy·ly
37、其中:m為測量截面的彎矩;mx和my分別代表x和y方向切削力給截面施加的彎矩;fx和fy分別表示x和y方向的切削力;lx和ly分別表示刀具中心沿著x到截面的位置和刀具中心沿著y方向到截面中性軸的位置。
38、進一步,所述步驟三中,基于功率初步確定力與功率之間關系系數的方法步驟為:
39、31)建立銑刀的參數化模型:基于軸向齒形截面的對稱性,按照加工齒廓特征求解齒廓,形成刀刃齒廓方程;根據選用銑刀刀刃的幾何分布規律,將齒廓根據每個刀片位置進行提取并繞刀盤主軸旋轉至安裝位置,最終形成整個銑刀的參數化模型;
40、32)建立切削力模型:根據銑刀參數化模型結合機床加工的運動學模型,求解切削過程中任意瞬間的切屑幾何參數,建立切削力模型:
41、
42、其中:分別為銑削旋轉切削時第i號切削刀刃上x位置上的切削微元的切向、徑向與軸向微元切削力分量;hi(x,φ)表示刀具旋轉φ角度時第i號切削刃上x位置切削微元的未變形屑厚度;kte、kre和kae分別代表切向、徑向和軸向犁入力系數;ktc、krc和kac分別代表切向、徑向與軸向剪切力系數;ds為切削微元長度;
43、33)建立能耗模型求解切削系數:銑床的總功率包括輔助部件所需的空閑功率和由于切削材料而產生的附加功率,表示為:
44、
45、其中:ptotal為總功率;pidle為未切削時功率;切削時刀尖消耗的功率;η表示切削功率的轉化效率;
46、在切削時:
47、
48、其中:dpcutting(x,φ)表示第i號切削刀刃上x位置上的切削微元的切削功率;f表示進給速度;n表示主軸轉速;
49、34)將切削系數的求解轉化為一個優化問題,使用遺傳算法求解最優的切削系數,使得切削功率與實際測量得到的結果誤差最小,并將求解得到的最優切削系數導入切削力模型中,計算切削時的切削力。
50、進一步,所述步驟31)中,將銑刀一側切削刃按照輪廓特征分為ab段頂刃直線廓形、bc段圓弧廓形和cd段測刃齒廓,按照加工齒廓特征分別求解各段齒廓,方法步驟為:
51、311)確定四個分段點坐標
52、齒根圓弧即為銑刀圓弧刃,同時與漸開線和齒根圓相切,且:
53、漸開線顯示方程為:
54、
55、齒根圓方程為:
56、x2+y2=(r0+hf)2
57、齒根圓弧方程為:
58、
59、由于齒根圓弧與漸開線和齒根圓同時相切,且齒根圓弧與漸開線和齒根圓之間分別有且僅有一個交點,且齒根圓弧的圓心(h,k)與漸開線和齒根圓的交點(x0,y0)和(x1,y1)分別是它們之間的切點,故得到方程組:
60、
61、其中:rb為基圓半徑;θ0為切點(x0,y0)在漸開線函數中的θ值,即x(θ0)=x0,y(θ0)=y0;mn為漸開線切點法線斜率;hf為加工齒輪齒根高;r0為銑刀分度圓半徑;r1為加工齒輪齒根過渡圓弧半徑;
62、求解方程組即可得到交點(x0,y0)和(h,k),進而求解可得到(x1,y1),將(x0,y0)和(x1,y1)進行旋轉鏡像就能得到b和c點坐標,轉動角度是
63、
64、d點位于漸開線上且到原點的距離為齒頂圓半徑:
65、
66、已知xa=0,則得到四個分段點坐標;
67、322)確定各段齒廓
68、ab段頂刃直線廓形:
69、
70、bc段圓弧廓形:
71、
72、cd段測刃齒廓:
73、
74、其中:m為銑刀法向模數;ha為加工齒輪齒頂高;hf為加工齒輪齒根高;r0為銑刀分度圓半徑;r1為加工齒輪齒根過渡圓弧半徑;αn為齒輪壓力角;h1和k1為點b和c所在圓弧刃的圓心。
75、進一步,基于功率求解得到的初步切削力系數kte和ktc,獲得fx和fy之間的關系,帶入到截面彎矩與力之間的耦合關系中進行解耦,求解得到fx和fy:
76、
77、將fx和fy的求解結果反饋到切削力模型中,通過引入新的系數修正誤差,得到三向切削力。
78、本發明的有益效果在于:
79、本發明的大規格內齒輪銑齒加工切削力測量方法,使用了切削加工過程中最容易獲取的應變和功率信號進行切削力的求解,不會對加工造成任何影響;將應變信號與功率信號結合使用,能夠有效解決應變片能得到具體力的數據值但無法解耦的問題以及切削功率能得到三向力的關系但無法獲取準確值的問題,并能夠提高測量精度和效率,解決了大規格內齒輪銑齒加工時切削力獲取困難的問題,為實現大規格內齒輪加工切削力的測量提供了解決方法。
- 還沒有人留言評論。精彩留言會獲得點贊!