一種制備電器裝配柜的鈑金機械加工裝置的制作方法
本發明涉及機械鈑金加工領域,具體公開一種制備電器裝配柜的鈑金機械加工裝置。
背景技術:
1、電器裝配柜是指將開關設備、測量儀表、保護電器和輔助設備等組裝在封閉或半封閉的金屬柜中或屏幅上,構成低壓配電箱。這種裝配方式具有體積小、安裝簡便、技術性能特殊、位置固定、配置功能獨特、不受場地限制、操作穩定可靠、空間利用率高、占地少且具有環保效應的特點。電器裝配柜在正常運行時用來接受和分配電能,發生故障時通過自動或手動操作迅速切除故障部分,恢復正常運行,是具體實現電氣主接線功能的重要裝置;
2、經過檢索發現:申請號為:cn202222325371.x的一種便捷高效鈑金加工焊接設備,其內容為“本實用新型公開了一種便捷高效鈑金加工焊接設備,包括底座,所述底座前側固定連接有第一固定塊和第三固定塊,所述第一固定塊底部固定連接有存箱,所述底座頂部左右兩側分別固定連接有固定板,所述固定板上分別設置有第一絲桿、固定桿和安裝塊,所述第三固定塊前側固定連接有第二電動推桿和推板,所述安裝塊之間固定連接有防護殼和第二絲桿,所述第二絲桿左右兩端分別滑動連接有滑塊和第二固定塊,所述第二固定塊前側固定連接有氣缸和焊接頭,所述底座上設置有固定盤和旋轉臺,所述底座底部前端內壁上設置有舵機和旋轉桿。本實用新型中,便捷高效,過程全自動化,提高了焊接裝置的工作效率,同時對工作人員的人身安全進行防護。”
3、進一步檢索發現申請號為:cn202122247918.4的一種冷卻循環鈑金加工設備,其內容為:本實用新型涉及鈑金加工技術領域,具體為一種冷卻循環鈑金加工設備,包括鈑金加工裝置,所述鈑金加工裝置的一側設置有控制面板,所述鈑金加工裝置的一側活動連接有閉合門;循環冷卻結構,所述循環冷卻結構包括水泵和冷卻池,所述鈑金加工裝置的內部固定連接有水泵,所述水泵的輸出端固定連接有冷卻池,所述水泵的輸入端固定連接有散熱管,所述鈑金加工裝置的內部固定連接有導熱板。本實用新型通過設置有冷卻池、散熱管、風扇和水泵,將裝置在進行使用的過程中,通過散熱管在冷卻池的內部進行循環,將裝置之間內部進行有效散熱,使裝置在進行使用的過程中更加高效,使裝置整體進行使用的過程中增加了裝置的使用壽命,除此之外還存在以下問題:
4、1)在制備電氣裝配柜時,普遍需要進行以下環節:其一是鈑金的尺寸測繪最后對應著合適尺寸再加以裁切,這種裁切過程通常需要人工進行裁切,導致裁切的效率和壓力大,而且鈑金的大批量定位劃線的切割難度大,定位階段最后的轉運夾緊后對著四邊角的鉆孔也是加工層面上的難點,這樣做的目的是把已經裁切完畢的鈑金再鉆出所需上緊的鉚釘孔,為后期的鈑金組裝做準備,但是此環節如果完全教給人工制備勢必重量大,而且鈑金組合需要立起來并加以靠近在一塊,這一系列的處理難度大,協調度差;
5、2)除此之外,鈑金切割鉆孔后各個鈑金需要把四個面進行組裝起來,但是由于四個單一的面組合過程中還要上緊螺釘,這種螺釘上緊不僅難度大,而且把鈑金的組合拼接配合在一塊,上緊孔高度原因電動螺絲刀不好接觸到,因此各個環節處理起來不夠連貫和便捷。
技術實現思路
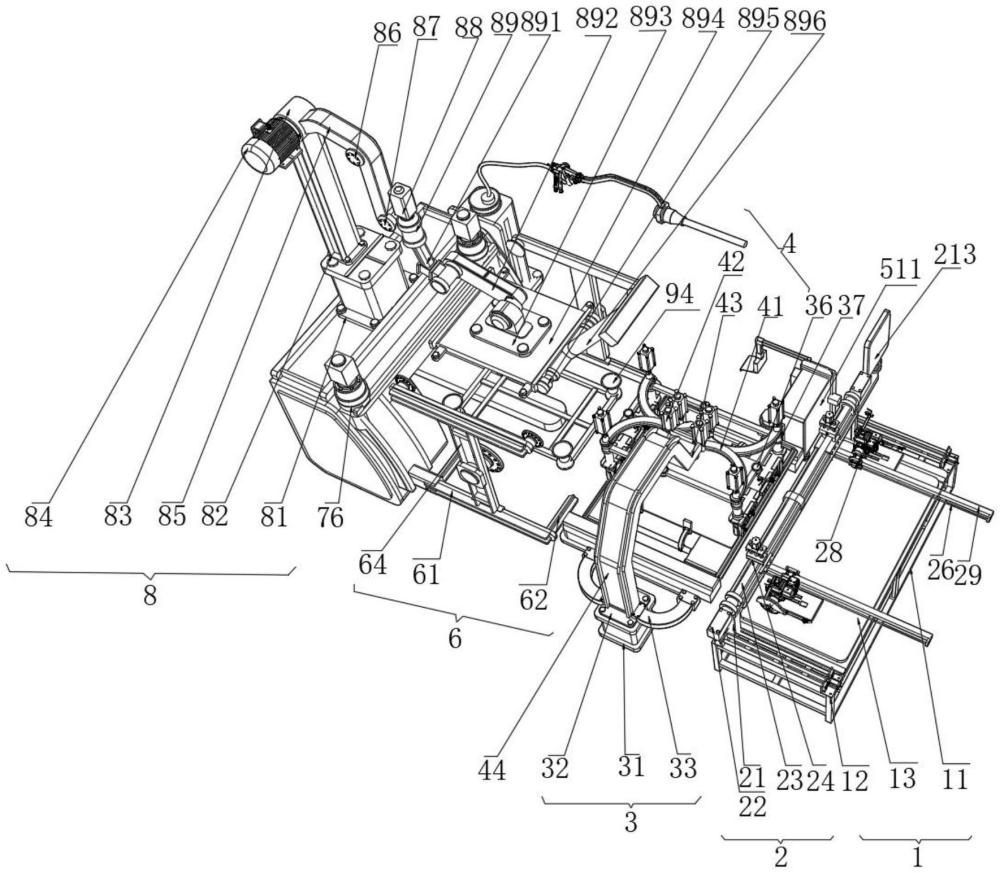
1、鑒于現有技術中的上述缺陷或不足,本技術旨在提供一種制備電器裝配柜的鈑金機械加工裝置,包括鈑金切割機構、滑動機構和鉆孔機構;
2、所述鈑金切割機構用于放置需切割的鈑金;
3、滑動機構為切割刀具所處位置實時調整;
4、鉆孔機構作為鈑金邊緣四邊角位置進行定位并對稱鉆孔;
5、鈑金切割機構包括底部支架,所述部支架的頂部四邊角位置均安裝有連接立桿,四根連接立桿頂部托舉放置有待切割的鈑金,所述鈑金的頂部安裝有測繪機構;
6、所述滑動機構:
7、包括設置在連接立桿頂部兩邊側的電動壓缸,所述電動壓缸的頂部兩邊側分別對稱安裝有步進電機,所述步進電機的輸出端安裝有絲桿,所述絲桿的表面設有凹型支架,所述凹型支架的底部安裝有絲桿電機,所述絲桿電機的輸出端設有縱向絲桿,所述縱向絲桿的側壁安裝有滑動基座,所述滑動基座的側壁安裝有夾緊輪,若干根所述夾緊輪沿方鋼外壁支撐設置。
8、作為本發明一種優選方案:所述夾緊輪的一端安裝有傳動輥軸,所述傳動輥軸的頂端安裝有壓實板,所述壓實板底部兩邊角位置均安裝有緊固滾輪,所述緊固滾輪的底部與鈑金表面貼合設置,所述壓實板的側壁設有切割鋸片,所述切割鋸片的底部與鈑金的表面位置相對應;
9、所述切割鋸片的頂端中部安裝有電鋸驅動電機,所述電鋸驅動電機的輸出端與切割鋸片傳動連接。
10、其中一根電動壓缸的邊側安裝有液晶屏裝配支架,所述液晶屏裝配支架的頂端安裝有轉換座,所述轉換座的頂端安裝有觸控液晶屏;
11、所述鉆孔機構包括安裝在立桿邊側的切割基座,所述切割基座頂端安裝有裝配座,所述裝配座的頂部兩邊側均安裝有弧形撥動支架,所述弧形撥動支架的端頭安裝有銜接塊,所述銜接塊的端頭安裝有方形支架,所述方形支架的頂端四邊角均鉸接有活動輥軸,所述方形支架的兩端均設有接入套管,所述接入套管的頂端安裝有錐形基座;
12、所述錐形基座的頂端安裝有升降液壓缸,所述升降液壓缸的頂端安裝有鉆孔電機,所述鉆孔電機的頂端安裝有旋轉刀頭。
13、作為本發明一種優選方案:所述旋轉刀頭的底端與放置的壓合板支撐設置,四根接入套管的側壁均設有弧形支撐機構;
14、所述弧形支撐機構依次安裝在接入套管側壁的擴展支架,所述擴展支架的頂端中部安裝有角度調節電機,所述角度調節電機的輸出端與擴展支架鉸接設置,所述角度調節電機的機殼底部表面安裝有接入基座,所述接入基座的頂端安裝有電機支架,所述電機支架的底端中部安裝有適配座,所述適配座與裝配座的表面貼合設置。
15、作為本發明一種優選方案:基于該銜接塊的端頭安裝有夾緊機構;
16、所述夾緊機構包括安裝在銜接塊端頭位置的鈑金承載板,兩所述鈑金承載板的兩邊側均對應安裝有條形板,所述條形板的表面貼合安裝有滑動齒條,所述滑動齒條的兩邊設有引導軌道,所述引導軌道的槽位頂部滑動安裝有u型支架,所述u型支架的頂端中部安裝有用于適配直線位移的移動齒輪,所述移動齒輪的底部與引導軌道的表面嚙合傳動設置。
17、所述移動齒輪的另一端安裝有雙向驅動電機,所述雙向驅動電機的其中一端傳動設置,雙向驅動電機的另一輸出端聯動有驅動滾軸,所述驅動滾軸的表面安裝有夾緊套管,所述夾緊套管表面安裝有弧形調控支架的端頭位置安裝有抵觸頭;
18、所述抵觸頭的一端與鈑金的兩邊側夾緊。
19、作為本發明一種優選方案:所述擴展支架的頂部安裝有紅外測距儀,所述紅外測距儀的探測端與鉆孔電機的一端傳動設置,所述鈑金承載板的邊側安裝有plc控制器,所述plc控制器的頂端邊側安裝有撥動桿;
20、所述條形板的邊側安裝有拼裝機構。
21、作為本發明一種優選方案:所述拼裝機構:
22、包括安裝在條形板邊側的雙裝配支架,所述雙裝配支架的底部兩邊側均對稱安裝有條形撐桿,所述雙裝配支架的頂端中部安裝有協調座,所述協調座的頂端豎直安裝有銜接立桿,所述銜接立桿的頂端設有上牽引支架,所述上牽引支架的頂部兩邊側分別對稱安裝有電磁鐵;
23、所述銜接立桿的端頭安裝有氣動壓缸,所述氣動壓缸的伸縮端安裝有中部定位吸盤。
24、作為本發明一種優選方案:所述雙裝配支架其中一邊側安裝有u型外框支架,所述u型外框支架的背面安裝有適配機構;
25、所述適配機構包括安裝在u型外框支架背面的控制柜,所述控制柜的頂端兩邊角位置均安裝有用于貼合的平行牽引軌道,所述平行牽引軌道的底部設有龍門托架,所述龍門托架的頂端邊側安裝有齒輪嚙合基座,所述齒輪嚙合基座的頂端安裝有電機固定盤,所述電機固定盤的盤面頂端安裝有驅動電機,所述驅動電機的輸出端通過傳動設置的驅動端與下端的滾輪的表面滾動位移設置;
26、所述龍門托架的頂部還設有抓持機構。
27、作為本發明一種優選方案:抓持機構:
28、包括安裝在龍門托架頂端中部的協調座,所述協調座的頂端中部的轉輥支架,所述轉輥支架的頂端在有第一活動關節軸,所述第一活動關節軸的側壁安裝有傳動電機,所述第一活動關節軸的外側壁安裝有弧形支架,所述弧形支架的端頭位置安裝有第二活動關節軸,所述第二活動關節軸的端頭位置安裝有第三活動關節,所述第三活動關節的端頭位置安裝有方向轉換電機,所述方向轉換電機的底端聯動設有角度轉換輥軸,所述角度轉換輥軸的底部安裝有傾斜連桿,所述傾斜連桿的一端安裝有下擺臂。
29、作為本發明一種優選方案:所述下擺臂的底部安裝有磁性板,所述磁性板的底部安裝有方形撐板,所述方形撐板的端頭鉸接有阻尼滾軸,所述阻尼滾軸的端頭安裝有傳動支架;
30、所述控制柜的底端中部安裝有底板抬升機構,所述底板抬升機構包括安裝在控制柜中底部的電動液壓缸,所述電動液壓缸的伸縮端安裝有托舉桿,所述托舉桿的桿體端頭中部安裝有吸附托架,所述吸附托架的頂部四邊角位置均安裝有吸附基座,所述吸附基座的底部設置有托舉支架。
31、作為本發明一種優選方案:所述控制柜的邊側安裝有螺釘鉆動機構;
32、所述螺釘鉆動機構包括安裝在龍門托架側壁的托板,所述托板的頂端安裝有功率調節柜,所述功率調節柜的頂端通過供電線鏈接有電螺絲刀握持架,所述電螺絲刀握持架的端頭處安裝有曲柄桿,所述曲柄桿的端頭安裝有正反轉電機,所述正反轉電機的輸出端設有轉動桿。
33、有益效果:
34、1)通過設置的底部支架和連接立桿,方便人員把鈑金放置到承載臺的表面,以便為后期鈑金規定加工尺寸再加工切割,采用的電動壓缸,同步通電后,予以抬升到所要高度,高度調控完畢后,再由兩對稱的步進電機通電,由此調控絲桿旋轉,完成切割鋸片下刀位置的變換,確定切割的寬度后,再結合驅動滾軸調控鋸片旋轉方便鈑金的測繪切割,為后期的組裝做準備,自動化加工,切割效率更高,替代人工切出所需尺寸的鈑金;
35、2)采取的絲桿電機和電鋸驅動電機實施線段方面的橫向拉線切割,切割完成后以便后鈑金自動化加工螺釘孔,為后期的裝配組裝電器裝配柜做準備,采用的移動齒輪和雙向驅動電機通電,控制兩端的齒輪旋轉,用以圍繞著滑動齒條實施嚙合后前后移動,以便促使鈑金兩旁加以推送,另雙向驅動電機的另一端會促使驅動滾軸實現偏轉,偏轉到適宜位置后在予以固定抵觸鈑金,避免在加工鉆孔時產生晃動,而且機械化自動化操控更便捷,移動抵觸鈑金四邊的效率更高,穩定性也更高;
36、3)通過采用的活動輥軸和邊緣的接入套管的管體套接狀態用方便統一收攏或者擴展開四根獨立的升降液壓缸的位置,此外利用具體頂端的升降壓缸的缸體結構實現聯動,用于升降并與下端的接入套管的區域加以驅動并予調控鉆孔區域的位置,方便鈑金的快速定位同步鉆出螺釘孔,極大方便了對于后期加工出能拼接的鈑金做準備;
37、4)采用的角度調節電機和四根獨立的擴展支架實現單一偏轉運動促使鉆頭可以同步向外側視線結構擴展,確定四邊下孔位置更精準,采用的電動液壓缸加以托舉,通過吸附托架頂端四邊角吸附基座實施抬高,方便抵住鈑金的最底面并用于抬高,抬高后再加以后續的組裝,采用的第一活動關節軸、第二活動關節軸和第三活動關節,其主要的作用是確保方形撐板的板面位置加以抬高,在抬高的過程中用于四根獨立的鈑金的快速組裝適配,在適配的環節,裝配柜鈑金的四面板的短暫抓持并過度在一個空間內各個變都能輕松組合貼在一塊,并為后期的鉆孔上緊螺釘留下可操作的空間,為組合出一個鈑金柜雛形做準備,各個面組合在一塊,之后再進行上緊螺釘加工出所需的電氣裝配柜,避免人工搬卸托舉各個面的鈑金,提高鈑金組裝效率。
- 還沒有人留言評論。精彩留言會獲得點贊!