一種光電耦合器自動組裝設備及其組裝方法與流程
本發明涉及光電耦合器生產,具體為一種光電耦合器自動組裝設備及其組裝方法。
背景技術:
1、光電耦合器是以光為媒介傳輸電信號的一種電一光一電轉換器件。它由發光源和受光器兩部分組成。把發光源和受光器組裝在同一密閉的殼體內,彼此間用透明絕緣體隔離。發光源的引腳為輸入端,受光器的引腳為輸出端,常見的發光源為發光二極管,受光器為光敏二極管、光敏三極管等等。光電耦合器需要通過組裝設備將上下部組裝到一起。
2、但是現有的光電耦合器組裝設備往往通過多個設備配合才能夠完成組裝工作,且在組裝后還需要進行獨立的熱熔工作,工作效率不高。
技術實現思路
1、本發明的主要目的是提出一種光電耦合器自動組裝設備及其組裝方法,能夠一次性完成光電耦合器上部和下部的組裝工作,并在組裝的過程中完成熱熔連接,提高工作效率,解決了上述技術背景所提出的問題。
2、為解決上述技術問題,本發明提供了如下技術方案:
3、一種光電耦合器自動組裝設備,其包括:
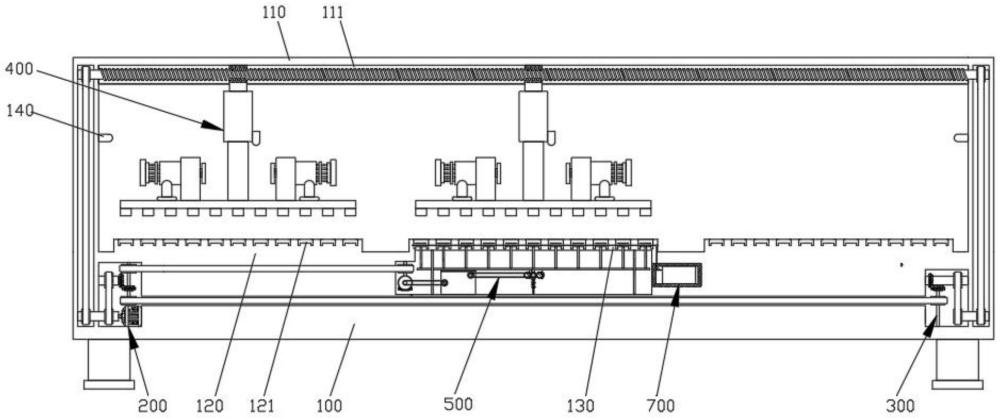
4、柜體,頂端安裝有容納框體,所述柜體的頂端兩側均安裝有放料板,所述放料板的內部等距矩形的開設有放料槽,所述柜體的頂端中間安裝有加工板,所述加工板的內部等距矩形的開設有加工槽;
5、主驅動組件,安裝在柜體的內部一側;
6、輔驅動組件,安裝在柜體的內部另一側,所述輔驅動組件的活動端連接有主驅動組件一個驅動端的下部;
7、移料組件,安裝在容納框體內,所述移料組件的兩個活動端分別連接有主驅動組件的另一個驅動端和輔驅動組件的驅動端,所述移料組件的兩個活動部分別位于放料板和加工板的正上方;
8、頂料組件,安裝在柜體的內部中間,所述頂料組件的活動端連接有主驅動組件一個驅動端的上部,所述頂料組件的驅動端位于加工板的下方;
9、限位組件,安裝在加工槽內;
10、熱熔組件,安裝在柜體的內部中間,所述熱熔組件的熱熔端位于加工槽的一側;
11、柜體用于容納內部的裝置,容納框體用于容納內部的裝置,放料板用于放置光電耦合器上部和下部的原料,放料槽用于放置原料,加工板用于提供加工的場所,加工槽用于容納原料,主驅動組件用于帶動輔驅動組件、移料組件的一側和頂料組件工作,輔驅動組件用于帶動移料組件的另一側工作,移料組件用于帶動光電耦合器上部和下部的原料移動,并完成對原料的初步組裝,頂料組件用于頂出在加工槽內組裝完成后的光電耦合器,限位組件用于限制光電耦合器下部原料的位置,使光電耦合器在初步組裝后才會移動到加工槽底端,熱熔組件用于將光電耦合器上部和下部的接縫處熱熔。
12、作為本發明所述的一種光電耦合器自動組裝設備的優選方案,其中:所述主驅動組件包括驅動電機、第一驅動軸、第一傳動輪、第一傳動帶、第二傳動輪、第二驅動軸、第一錐齒輪、第二錐齒輪和第三驅動軸,所述驅動電機安裝在柜體的內部一側,所述第一驅動軸的一端連接在驅動電機的輸出端,所述第一傳動輪安裝在第一驅動軸上,所述第一傳動輪通過第二傳動帶連接有第二傳動輪,所述第二驅動軸安裝在第二傳動輪上,所述第二驅動軸的一端活動連接在柜體上,所述第一錐齒輪安裝在第二驅動軸的另一端,所述第二錐齒輪垂直的活動連接在第一錐齒輪的一側,所述第三驅動軸安裝在第二錐齒輪上,所述第三驅動軸的一端活動連接在柜體上;驅動電機用于帶動第一驅動軸旋轉,第一驅動軸用于帶動第一傳動輪和一側的第一驅動輪旋轉,第一傳動輪用于帶動第一傳動帶旋轉,第一傳動帶用于帶動第二傳動輪旋轉,第二傳動輪用于帶動第二驅動軸旋轉,第二驅動軸用于帶動第一錐齒輪旋轉,第一錐齒輪用于帶動第二錐齒輪旋轉,第二錐齒輪用于帶動第三驅動軸旋轉,第三驅動軸用于帶動第三傳動輪和第三驅動輪旋轉。
13、作為本發明所述的一種光電耦合器自動組裝設備的優選方案,其中:所述輔驅動組件包括第三傳動輪、第二傳動帶、第四傳動輪、第四驅動軸、第三錐齒輪、第四錐齒輪、第五驅動軸、第五傳動輪、第三傳動帶、第六傳動輪和第六驅動軸,所述第三傳動輪安裝在第三驅動軸的下端,所述第三傳動輪通過第二傳動帶連接有第四傳動輪,所述第四驅動軸安裝在第四傳動輪上,所述第四驅動軸的一端活動連接在柜體上,所述第三錐齒輪安裝在第四驅動軸的另一端,所述第四錐齒輪垂直的活動連接在第三錐齒輪的一側,所述第五驅動軸安裝在第四錐齒輪上,所述第五驅動軸的一端活動連接在柜體上,所述第五傳動輪安裝在第五驅動軸上,所述第五傳動輪通過第三傳動帶連接有第六傳動輪,所述第六驅動軸的一端安裝在第六傳動輪上;第三傳動輪用于帶動第二傳動帶旋轉,第二傳動帶用于帶動第四傳動輪旋轉,第四傳動輪用于帶動第四驅動軸旋轉,第四驅動軸用于帶動第三錐齒輪旋轉,第三錐齒輪用于帶動第四錐齒輪旋轉,第四錐齒輪用于帶動第五驅動軸旋轉,第五驅動軸用于帶動第五傳動輪旋轉,第五傳動輪用于帶動第三傳動帶旋轉,第三傳動帶用于帶動第六傳動輪旋轉,第六傳動輪用于帶動第六驅動軸旋轉,第六驅動軸用于帶動另一側的第一驅動輪旋轉。
14、作為本發明所述的一種光電耦合器自動組裝設備的優選方案,其中:所述移料組件包括第一驅動輪、第一驅動帶、第二驅動輪、螺桿、螺塊、液壓推桿、吸料板、真空泵和第二紅外測距傳感器,所述容納框體的頂端下部開設有活動槽,兩個所述第一驅動輪分別連接有第一驅動軸的另一端和第六驅動軸的另一端,所述第一驅動輪通過第一驅動帶連接有第二驅動輪,所述螺桿的兩端分別安裝在兩個第二驅動輪上,兩個所述螺塊活動連接在螺桿上,且兩個螺塊活動連接在活動槽內,所述液壓推桿安裝在螺塊的底端,所述吸料板安裝在液壓推桿的輸出端,兩個所述真空泵分別安裝在吸料板的頂端兩側,兩個所述吸料板位于初始位置時,兩個所述吸料板分別位于一側放料板和加工板的正上方,所述容納框體的兩側均安裝有第一紅外測距傳感器,且第一紅外測距傳感器與吸料板的縱截面相互垂直,所述第二紅外測距傳感器安裝在液壓推桿上,且第二紅外測距傳感器與吸料板的橫截面相互垂直;活動槽用于提供螺塊活動的通道,第一驅動輪用于帶動第一驅動帶旋轉,第一驅動帶用于帶動第二驅動輪旋轉,第二驅動輪用于帶動螺桿旋轉,螺桿用于為螺塊施加旋轉的力,螺塊用于在活動槽內滑動,帶動液壓推桿直線移動,液壓推桿用于帶動吸料板上下移動,吸料板用于吸附起光電耦合器上部和下部的原料,真空泵用于提供吸附功能,第一紅外測距傳感器用于測量吸料板橫向移動的距離,確定吸料板的水平位置,第二紅外測距傳感器用于測量吸料板上下移動的距離,確定吸料板的垂直位置。
15、作為本發明所述的一種光電耦合器自動組裝設備的優選方案,其中:所述頂料組件包括頂料驅動組件、往復頂升組件和頂升板,所述頂料驅動組件安裝在柜體的內部,所述頂料驅動組件的活動端連接在主驅動組件一個驅動端的上部,所述往復頂升組件的活動端連接在頂料驅動組件的驅動端,所述頂升板安裝在往復頂升組件的驅動端,所述頂升板上等距矩形的安裝有頂升桿,所述頂升桿位于加工槽的中部,且頂升桿活動連接在加工槽內,所述頂升板的兩側均活動連接有導桿,且導桿安裝在柜體上;頂升板用于帶動頂升桿移動,頂升桿用于在加工槽內移動,頂起組裝完成的光電耦合器,導桿用于限制頂升板移動的軌道。
16、作為本發明所述的一種光電耦合器自動組裝設備的優選方案,其中:所述頂料驅動組件包括第三驅動輪、第二驅動帶、第四驅動輪、第七驅動軸、第五錐齒輪、第六錐齒輪、第五驅動輪、第三驅動帶、第六驅動輪和減速箱,所述第三驅動輪連接有第三驅動軸的上端,所述第三驅動輪通過第二驅動帶連接有第四驅動輪,所述第七驅動軸安裝在第四驅動輪上,所述第七驅動軸活動連接在柜體上,所述第五錐齒輪安裝在第七驅動軸的下部,所述第六錐齒輪垂直的活動連接在第五錐齒輪的前端,且第六驅動輪活動連接在柜體上,所述第五驅動輪安裝在第六錐齒輪的前端,所述第五驅動輪通過第三驅動帶連接有第六驅動輪,所述減速箱的輸入端安裝在第六驅動輪上,所述減速箱安裝在柜體內;第三驅動輪用于帶動第二驅動帶旋轉,第二驅動帶用于帶動第四驅動輪旋轉,第四驅動輪用于帶動第七驅動軸旋轉,第七驅動軸用于帶動第五錐齒輪旋轉,第五錐齒輪用于帶動第六錐齒輪旋轉,第六錐齒輪用于帶動第五驅動輪旋轉,第五驅動輪用于帶動第三驅動帶旋轉,第三驅動帶用于帶動第六驅動輪旋轉,第六驅動輪用于為減速箱的輸入端提供動力,減速箱用于在受到第六驅動輪的動力后,輸出減速后的旋轉力,驅動第七驅動輪旋轉。
17、作為本發明所述的一種光電耦合器自動組裝設備的優選方案,其中:所述往復頂升組件包括第七驅動輪、第四驅動帶、第八驅動輪、第一傳動齒輪、第二傳動齒輪、異形齒輪、齒桿、限位槽和限位桿,所述第七驅動輪活動連接有減速箱的輸出端,所述第七驅動輪通過第四驅動帶連接有第八驅動輪,所述第一傳動齒輪安裝在第八驅動輪的后端,所述第一傳動齒輪活動連接在柜體上,兩個所述第二傳動齒輪分別活動連接在第一傳動齒輪的兩側,兩個所述異形齒輪分別安裝在兩個第二傳動齒輪的后端,兩個所述異形齒輪均為扇形結構,且兩個異形齒輪的朝向相同,所述齒桿活動連接在兩個異形齒輪中間,所述齒桿的頂端連接在頂升板的底端,所述齒桿的底端開設有限位槽,所述限位桿活動連接在限位槽內,所述限位桿安裝在柜體上;第七驅動輪用于帶動第四驅動帶旋轉,第四驅動帶用于帶動第八驅動輪旋轉,第八驅動輪用于帶動第一傳動齒輪旋轉,第一傳動齒輪用于帶動第二傳動齒輪旋轉,第二傳動齒輪用于帶動異形齒輪旋轉,異形齒輪用于帶動齒桿往復移動,齒桿用于帶動頂升板往復移動,限位槽用于提供限位桿滑動的通道,限位桿用于限制齒桿移動的軌道。
18、作為本發明所述的一種光電耦合器自動組裝設備的優選方案,其中:所述限位組件包括限位滾輪、連接桿、安裝桿和頂緊彈簧,所述加工槽的兩側均開設有收入槽,所述限位滾輪位于加工槽內,兩個所述連接桿的一端分別活動連接在限位滾輪的兩側,兩個所述安裝桿分別活動連接在兩個連接桿的另一端,兩個所述安裝桿均安裝在收入槽上,所述頂緊彈簧的頂端安裝在連接桿的底端,所述頂緊彈簧的底端安裝在收入槽上;收入槽用于容納內部結構,限位滾輪用于限制光電耦合器下部原料的位置,連接桿用于安裝限位滾輪,并帶動限位滾輪復位,安裝桿用于安裝連接桿,頂緊彈簧用于頂緊連接桿,在連接桿移動后帶動其復位。
19、作為本發明所述的一種光電耦合器自動組裝設備的優選方案,其中:所述熱熔組件包括加熱器和熱熔管,所述加熱器安裝在柜體內,所述熱熔管安裝在加熱器的加熱端,所述熱熔管貫穿經過加工槽的兩側;加熱器用于為熱熔管提供熱量,熱熔管用于使光電耦合器上部和下部的接縫處熱熔。
20、一種光電耦合器自動組裝方法,包括以下步驟:
21、s1:通過主驅動組件工作,主驅動組件帶動輔驅動組件工作;
22、s2:主驅動組件和輔驅動組件共同帶動移料組件工作,移料組件一側的移料端移動到一側的放料板上方;
23、s3:主驅動組件停止工作,移料組件帶動一側的移料端向下移動,移料端將光電耦合器組裝的下部原料吸起;
24、s4:主驅動組件繼續工作,移料組件移動,使一側的移料端移動到加工板上方;
25、s5:主驅動組件停止工作,移料組件帶動一側的移料端向下移動,移料端將光電耦合器組裝的下部原料放置到加工槽內。
26、s6:在步驟s5進行的同時,移料組件帶動另一側的移料端向下移動,移料端將光電耦合器組裝的上部原料吸起;
27、s7:主驅動組件繼續工作,移動組件復位,使另一側的移料端移動到加工板上方;
28、s8:主驅動組件停止工作,移料組件帶動一側的移料端進行步驟s3,另一側的移料端將光電耦合器的上部原料放置到加工槽內,且將光電耦合器的上部原料按壓到下部原料上;
29、s9:在按壓時限位組件被帶動打開,使初步組裝的光電耦合器原料落入到加工槽底部,熱熔組件將光電耦合器原料的接縫處熱熔;
30、s10:在熱熔完成后,主驅動組件繼續工作,帶動移料組件移動的同時,使頂料組件將組裝完成的光電耦合器從加工槽內推出,完成組裝。
31、本發明的有益效果如下:
32、通過主驅動組件帶動輔驅動組件工作,主驅動組件和輔驅動組件一同帶動移料組件工作,移料組件將兩個放料板內的光電耦合器上部和下部的原料移動到加工板內,頂料組件用于將組裝完成后的光電耦合器頂出到加工槽外部,方便取出,限位組件用于限制光電耦合器下部原料的位置,使光電耦合器在完成初步組裝后再進入到加工槽底端,熱熔組件用于熱熔光電耦合器上部和下部的接縫處。
33、該一種光電耦合器自動組裝設備及其組裝方法,能夠一次性完成光電耦合器上部和下部的組裝工作,并在組裝的過程中完成熱熔連接,提高工作效率。
- 還沒有人留言評論。精彩留言會獲得點贊!