一種基于不規則產品激光切割的下料控制方法及系統與流程
本技術涉及切割機的,尤其是涉及一種基于不規則產品激光切割的下料控制方法及系統。
背景技術:
1、激光切割是將激光器發射出的激光經光路系統聚焦成高功率密度的激光束。激光束照射到工件表面,使工件達到熔點或沸點,同時與光束同軸的高壓氣體將熔化或氣化金屬吹走,從而實現對金屬板材的高精度切割。激光切割具有切割速度快、生產效率高以及熱影響區小等優點。
2、現有的薄金屬板材加工領域采用激光切割裝置進行切割,公開號cn113857696a的發明專利公開了一種薄金屬板激光切割裝置及其下料方法,包括機座、切割頭驅動裝置、激光切割頭和控制器,以及用于傳送板材的鏈輪式傳送件和出料架。切割頭驅動裝置驅動激光切割頭對放置在鏈輪式傳送件上的板材進行切割,切割完成后,板材被傳送至出料架。然而現有的薄金屬板激光切割裝置對于不規則形狀的產品,很難實現自動高精度分離,對此情況有待進一步改善。
技術實現思路
1、為了解決現有的現有的薄金屬板激光切割裝置對于不規則形狀的產品難以實現自動高精度分離的問題,本技術提供一種基于不規則產品激光切割的下料控制方法及系統,采用如下的技術方案:
2、第一方面,本技術提供一種基于不規則產品激光切割的下料控制方法,應用在薄金屬板激光切割裝置,所述激光切割裝置包括機座、激光切割頭、用于傳送板材的鏈輪式傳送件和出料架;所述出料架上設有視覺檢測系統,方法包括如下步驟:
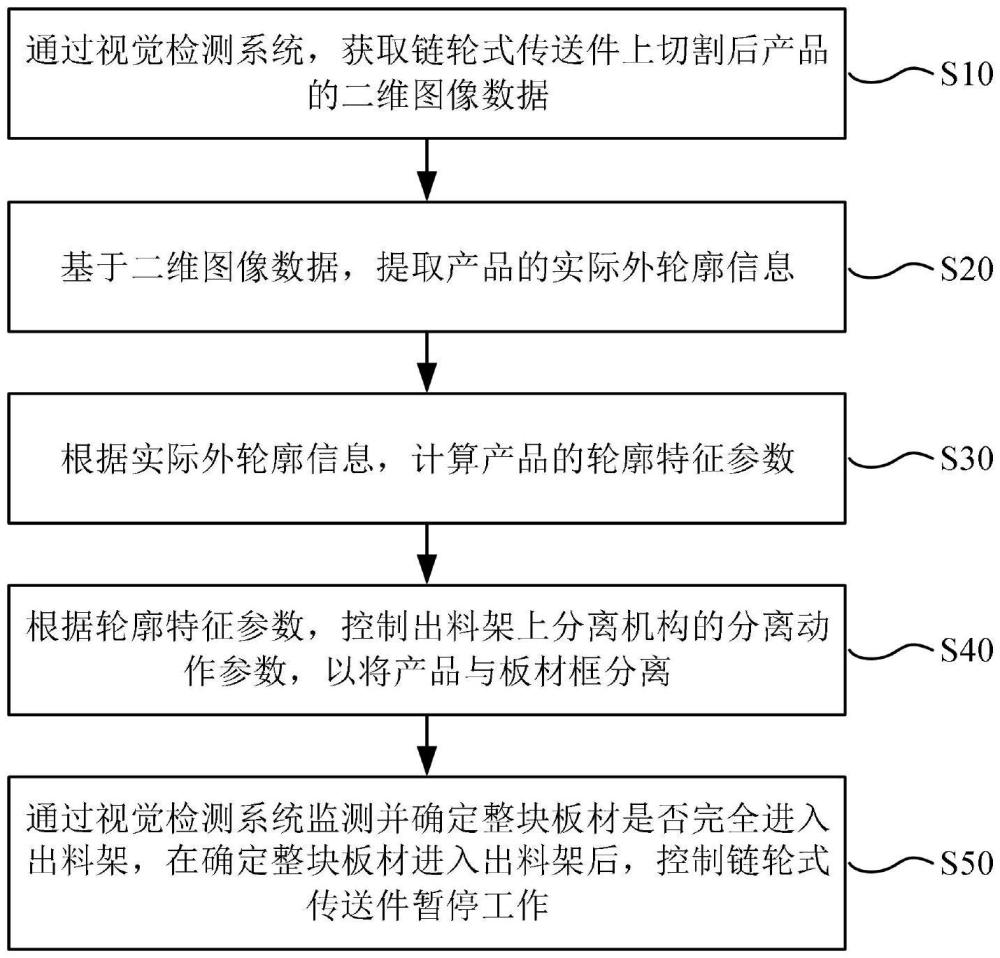
3、通過所述視覺檢測系統,獲取所述鏈輪式傳送件上切割后產品的二維圖像數據;
4、基于所述二維圖像數據,提取所述產品的實際外輪廓信息;
5、根據所述實際外輪廓信息,計算所述產品的輪廓特征參數;
6、根據所述輪廓特征參數,控制所述出料架上分離機構的分離動作參數,以將所述產品與板材框分離;
7、通過所述視覺檢測系統監測并確定整塊板材是否完全進入所述出料架,在確定整塊板材進入所述出料架后,控制所述鏈輪式傳送件暫停工作。
8、通過采用上述技術方案,本技術首先通過視覺檢測系統獲取鏈輪式傳送件上切割后產品的二維圖像數據;然后基于該二維圖像數據提取產品的實際外輪廓信息;接著根據外輪廓信息計算產品的輪廓特征參數;根據這些輪廓特征參數,控制出料架上分離機構的分離動作參數,從而將產品與板材框自動分離;同時通過視覺檢測系統監測并確定整塊板材是否完全進入出料架,在確認完全進入后,控制鏈輪式傳送件暫停工作,通過視覺檢測實現了不規則形狀產品與板材框的自動高精度分離,避免了人工操作,提高了生產效率和自動化水平;同時視覺監測整塊板材進入出料架后再停止傳送,避免了產品損壞,降低了人工勞動強度,顯著提升切割和分離的自動化水平。
9、可選的,基于所述二維圖像數據,提取所述產品的實際外輪廓信息,具體包括如下步驟:
10、對所述二維圖像數據進行圖像預處理,得到預處理后的圖像數據;
11、對預處理后的圖像數據進行邊緣檢測,提取所述產品的邊緣輪廓線;
12、對所述邊緣輪廓線進行多邊形擬合,得到所述產品的多邊形外輪廓模型;
13、根據所述多邊形外輪廓模型,獲得所述產品的實際外輪廓信息。
14、通過采用上述技術方案,本技術首先對獲取的二維圖像數據進行圖像預處理,得到預處理后的圖像數據;然后對預處理后的圖像數據進行邊緣檢測算法,提取出產品的邊緣輪廓線;接著將提取的邊緣輪廓線進行多邊形擬合,得到產品的多邊形外輪廓模型;最后根據多邊形模型,獲得產品的準確實際外輪廓信息,通過圖像預處理、邊緣檢測和多邊形擬合等圖像處理技術,從原始二維圖像中精確高效地提取出不規則形狀產品的實際外輪廓信息,為后續基于外輪廓信息控制分離機構的分離動作奠定基礎,從而實現對不規則產品的自動高精度分離。
15、可選的,根據所述輪廓特征參數,控制所述出料架上分離機構的分離動作參數,以將所述產品與板材框分離,具體包括如下步驟:
16、根據所述輪廓特征參數,確定所述分離機構作用于所述產品的具體位置;
17、基于所述輪廓特征參數中的曲率半徑和凹凸程度,計算所述分離機構的作用力度;
18、基于所述輪廓特征參數中的周長參數和面積參數,確定所述鏈輪式傳送件的傳送速度,并調節所述出料架集料口的開口尺寸。
19、通過采用上述技術方案,由于不同形狀和尺寸的不規則產品需要分離機構采取不同的分離動作參數,如作用位置、作用力度、傳送速度,本技術根據提取得到的產品外輪廓信息,計算出描述外輪廓的特征參數,如曲率半徑、凹凸程度、周長、面積等;然后基于特征參數,分別確定分離機構作用于產品的具體位置、計算分離機構的作用力度大小、調節鏈輪傳送速度和出料架集料口開口尺寸等分離動作參數,從而實現對該產品的精準分離,提高了分離的智能化和自動化水平。
20、可選的,通過所述視覺檢測系統監測并確定整塊板材是否完全進入所述出料架,在確定整塊板材進入所述出料架后,控制所述鏈輪式傳送件暫停工作,具體包括如下步驟:
21、通過所述視覺檢測系統監測,獲取圖像數據序列;
22、對所述圖像數據序列進行圖像分割,提取出板材區域;
23、根據所述板材區域,計算板材的位移變化;
24、根據所述位移變化判斷板材是否超過出料架區域閾值,當超過時,確定整塊板材已完全進入所述出料架;
25、根據確定結果,控制所述鏈輪式傳送件暫停工作。
26、通過采用上述技術方案,由于過早停止傳送或過晚停止傳送都可能導致產品損壞或無法完全進入出料架,為了準確判斷整塊板材是否完全進入出料架區域后再控制傳送件停止工作,避免產品損壞,本技術首先通過視覺檢測系統監測獲取圖像數據序列;然后對該圖像數據序列進行圖像分割,提取出板材區域;接著根據提取的板材區域,計算板材的位移變化量;再根據位移變化量與預設的出料架區域閾值進行比較,當位移變化量超過閾值時,即判斷整塊板材已完全進入出料架區域;最后根據該判斷結果,精確控制鏈輪式傳送件暫停工作,減少產品損壞,提高了下料的高效性和可靠性。
27、可選的,所述實際外輪廓信息包括所述產品的外輪廓線坐標集、拐角點坐標集以及由拐角點坐標集計算得到的外輪廓線段長度集和夾角集。
28、通過采用上述技術方案,本技術通過圖像處理獲取產品的完整外輪廓線坐標集,進而提取出所有拐角點的坐標集;然后基于拐角點坐標,計算外輪廓線各線段的長度,以及相鄰線段之間的夾角,作為產品的實際外輪廓信息,為后續根據這些信息精準控制分離機構的分離動作奠定了基礎,提高了分離的智能化水平。
29、可選的,根據所述實際外輪廓信息,計算所述產品的輪廓特征參數,具體包括如下步驟:
30、基于所述外輪廓線坐標集,計算所述產品的周長和面積;
31、基于所述拐角點坐標集,計算所述產品的最大外切圓半徑;
32、根據所述外輪廓線段長度集和所述夾角集,計算所述產品的最小內切圓半徑。
33、通過采用上述技術方案,本技術首先基于外輪廓線坐標集,利用解析幾何的周長和面積公式計算出產品的準確周長和面積;然后基于拐角點坐標集,通過極值計算得到產品的最大外切圓半徑;最后根據外輪廓線各線段長度和夾角信息,通過幾何約束條件求解獲得產品的最小內切圓半徑,能夠全面描述產品的外形特征,為分離機構的分離動作奠定基礎。
34、可選的,所述分離機構包括若干分離件,每個所述分離件的作用力度根據所述產品的最小內切圓半徑確定;所述鏈輪式傳送件的傳送速度根據所述產品的面積和周長的函數關系確定;所述出料架集料口的開口尺寸根據對應產品的最大外切圓半徑確定。
35、通過采用上述技術方案,本技術根據計算得到的產品最小內切圓半徑、面積和周長、最大外切圓半徑等輪廓特征參數,分別確定分離機構分離件的作用力度、鏈輪傳送件的傳送速度,以及出料架集料口的開口尺寸,實現了分離動作的智能自適應調節,大大提高了分離的精度和效率,有效避免了產品損壞。
36、第二方面,本技術提供一種基于不規則產品激光切割的下料控制系統,應用在薄金屬板激光切割裝置,所述激光切割裝置包括機座、激光切割頭、用于傳送板材的鏈輪式傳送件和出料架;所述出料架上設有視覺檢測系統,下料控制系統包括:
37、圖像數據獲取模塊,用于通過所述視覺檢測系統,獲取所述鏈輪式傳送件上切割后產品的二維圖像數據;
38、實際外輪廓信息提取模塊,用于基于所述二維圖像數據,提取所述產品的實際外輪廓信息;輪廓特征參數計算模塊,用于根據所述實際外輪廓信息,計算所述產品的輪廓特征參數;分離動作參數控制模塊,用于根據所述輪廓特征參數,控制所述出料架上分離機構的分離動作參數,以將所述產品與板材框分離;
39、傳送控制模塊,用于通過所述視覺檢測系統監測并確定整塊板材是否完全進入所述出料架,在確定整塊板材進入所述出料架后,控制所述鏈輪式傳送件暫停工作。
40、第三方面,本技術提供一種電子設備,包括存儲器、處理器及存儲在存儲器上并可在處理器上運行的計算機程序,所述處理器執行所述計算機程序時實現上述基于不規則產品激光切割的下料控制方法的步驟。
41、第四方面,本技術提供一種計算機可讀存儲介質,其上存儲有計算機程序,所述計算機程序被處理器執行時實現上述基于不規則產品激光切割的下料控制方法的步驟。
42、綜上所述,本技術包括以下至少一種有益技術效果:
43、1.本技術首先通過視覺檢測系統獲取鏈輪式傳送件上切割后產品的二維圖像數據;然后基于該二維圖像數據提取產品的實際外輪廓信息;接著根據外輪廓信息計算產品的輪廓特征參數;根據這些輪廓特征參數,控制出料架上分離機構的分離動作參數,從而將產品與板材框自動分離;同時通過視覺檢測系統監測并確定整塊板材是否完全進入出料架,在確認完全進入后,控制鏈輪式傳送件暫停工作,通過視覺檢測實現了不規則形狀產品與板材框的自動高精度分離,避免了人工操作,提高了生產效率和自動化水平;同時視覺監測整塊板材進入出料架后再停止傳送,避免了產品損壞,降低了人工勞動強度,顯著提升切割和分離的自動化水平;2.本技術首先對獲取的二維圖像數據進行圖像預處理,得到預處理后的圖像數據;然后對預處理后的圖像數據進行邊緣檢測算法,提取出產品的邊緣輪廓線;接著將提取的邊緣輪廓線進行多邊形擬合,得到產品的多邊形外輪廓模型;最后根據多邊形模型,獲得產品的準確實際外輪廓信息,通過圖像預處理、邊緣檢測和多邊形擬合等圖像處理技術,從原始二維圖像中精確高效地提取出不規則形狀產品的實際外輪廓信息,為后續基于外輪廓信息控制分離機構的分離動作奠定基礎,從而實現對不規則產品的自動高精度分離;
44、3.由于不同形狀和尺寸的不規則產品需要分離機構采取不同的分離動作參數,如作用位置、作用力度、傳送速度,本技術根據提取得到的產品外輪廓信息,計算出描述外輪廓的特征參數,如曲率半徑、凹凸程度、周長、面積等;然后基于特征參數,分別確定分離機構作用于產品的具體位置、計算分離機構的作用力度大小、調節鏈輪傳送速度和出料架集料口開口尺寸等分離動作參數,從而實現對該產品的精準分離,提高了分離的智能化和自動化水平。
- 還沒有人留言評論。精彩留言會獲得點贊!