一種卡車輪轂全自動鉆孔加工設備的制作方法
本發明涉及卡車輪轂加工,更具體地說,涉及一種卡車輪轂全自動鉆孔加工設備。
背景技術:
1、卡車輪轂作為卡車的重要組成部分,其質量和性能直接關系到車輛的安全性和行駛穩定性,卡車輪轂的材質主要包括鋼和鋁合金,制造工藝則包括鑄造、鍛造等多種方式。鑄造輪轂成本較低,但強度和重量可能不如鍛造輪轂;鍛造輪轂則具有更高的強度和更輕的重量,但成本也更高。
2、卡車輪轂與常規小汽車輪轂在設計結構上的不同主要體現在以下幾個方面,以下將結合相關數字和信息進行清晰、分點的歸納:
3、一、承重與穩定性設計
4、承重能力:卡車輪轂:由于卡車承載重量大,其輪轂設計更注重承重能力。特別是后輪輪轂,需要承受車輛剩余的全部重量,因此設計更為厚重,以增強承重和穩定性。
5、常規小汽車輪轂:相對卡車而言,小汽車的載重較輕,輪轂設計更注重輕量化和操控性,承重能力要求較低。
6、安裝方式與結構:卡車輪轂:前后輪轂的安裝方式有所不同。前輪作為導向輪,輪轂凸面朝外安裝,以保護輪胎在轉向過程中不受刮蹭。后輪作為承重輪,通常采用雙排輪設計,輪轂凸面朝內安裝,以便固定兩個輪胎并增加承重面積和力度。
7、常規小汽車輪轂:前后輪轂的安裝方式相對一致,沒有卡車那么明顯的差異。它們通常是根據車輛的整體設計和性能需求進行安裝的。
8、二、空氣動力學設計
9、卡車輪轂:在設計時也會考慮空氣動力學特性,通過前凸后凹的設計,使空氣更加順暢地流經輪轂,減小阻力產生的能量損耗,提高燃油經濟性。雖然這一點在常規文章中可能不常被強調,但它是重型商用車輛設計中不可忽視的因素。
10、常規小汽車輪轂:同樣會考慮空氣動力學設計,但相對于卡車而言,其影響可能較小。小汽車輪轂的設計更多地關注于輕量化、美觀性和操控性。
11、輪轂的制造方式并非單一,而是存在多種不同的工藝和方法。以下是關于輪轂制造方式的清晰歸納和分點表示:
12、一、一體鑄造:定義:一體鑄造是指將液態金屬(如鋁合金)直接注入模具中,通過冷卻凝固后形成完整的輪轂結構。類型:重力鑄造:借助重力的作用,將鋁合金溶液注入模具中,待其成形后通過車床進行精細的處理和打磨。這種方法相對簡單,成本較低,但容易產生氣泡和砂眼,影響產品密度和表面平滑度。低壓精密鑄造:在低壓環境下進行精密鑄造,具有良好的成形性,輪廓清晰,密度均勻且表面光潔。這種方法不僅能實現高強度和輕量化,還能有效控制成本,產品合格率高。優缺點:一體鑄造的輪轂結構緊湊,整體性強,但受限于鑄造工藝,可能在某些方面(如強度、重量)不如其他制造工藝。
13、二、多個環形配件進行焊接制備:定義:這種方法涉及將多個單獨的環形部件(如輪輻和輪輞)分別制造出來,然后通過焊接等工藝將它們組合成一個完整的輪轂。應用:在國內商用輪轂市場中,部分鋼制商用輪轂采用這種工藝。它們先將輪輻和輪輞分別成形,然后再進行焊接組合。優缺點:這種方法的優點在于可以靈活調整各個部件的材質和尺寸,以適應不同的需求。然而,焊接過程可能引入應力集中和焊接缺陷,影響輪轂的整體強度和耐久性。
14、現有對于卡車輪轂中多個環形配件焊接制備的輪轂進行鉆孔操作中,其定位夾持功能單一,無法自由適配凸面輪轂中環形工件及凹面輪轂中環形工件的夾持工作,鑒于此,我們提出一種卡車輪轂全自動鉆孔加工設備。
技術實現思路
1、本發明的目的在于提供一種卡車輪轂全自動鉆孔加工設備,以解決鉆孔加工設備夾持操作功能單一的技術問題。
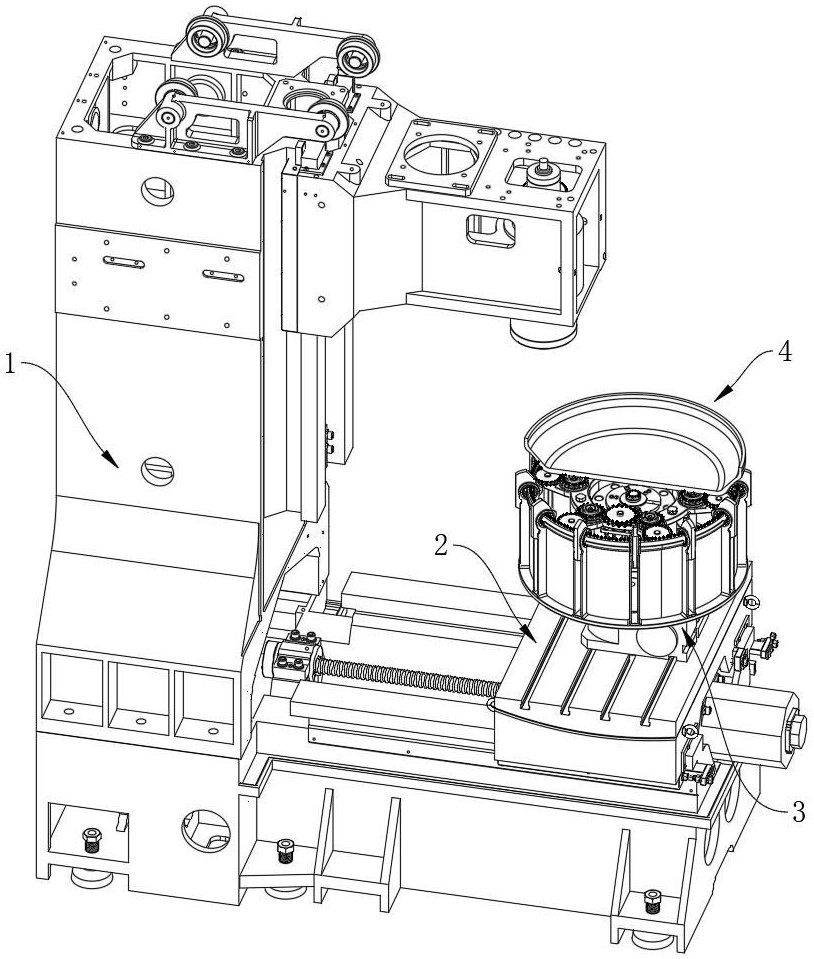
2、為解決上述技術問題,本發明提供如下技術方案:一種卡車輪轂全自動鉆孔加工設備,包括鉆孔加工機臺;所述鉆孔加工機臺水平端通過導軌設置有移動平臺;所述移動平臺上設置有分度盤;所述分度盤表面設置有補償式矯正夾緊系統;所述補償式矯正夾緊系統包括固定布置于所述分度盤邊側的回轉架;所述回轉架端部呈環形等間距設置有若干轉動腔;所述轉動腔內部通過軸承轉動設置有翻轉輪槽塊;其中,若干呈環形等間距分布的翻轉輪槽塊內部間隙構成翻轉驅動腔;所述翻轉驅動腔內部活動設置有呈環形結構的嚙合驅動齒環;所述嚙合驅動齒環與所述回轉架滑動連接;所述回轉架內壁固定設置有水平托舉矯正組件;所述水平托舉矯正組件內部設置有吸附組件;其中,任意兩個所述水平托舉矯正組件之間嚙合設置有驅動組件;所述水平托舉矯正組件與回轉架連接臂上轉動設置有同步齒輪;其中,所述翻轉輪槽塊具有內側夾持狀態及外側夾持狀態;在所述翻轉輪槽塊內側夾持狀態下,所述驅動組件相對正向旋轉驅動與之嚙合連接的水平托舉矯正組件旋轉,致使所述同步齒輪同步驅動與之嚙合連接的嚙合驅動齒環做旋轉運動,致使翻轉輪槽塊做180度旋轉運動,來對凸出狀的輪輻進行夾持工作形成凸面輪轂鉆孔夾持結構;在所述翻轉輪槽塊外側夾持狀態下,所述驅動組件相對反向旋轉驅動與之嚙合連接的水平托舉矯正組件旋轉,致使所述同步齒輪同步驅動與之嚙合連接的嚙合驅動齒環做旋轉運動,致使翻轉輪槽塊做180度旋轉運動,來對內凹狀的輪輻進行夾持工作形成凹面輪轂鉆孔夾持結構。
3、本發明通過驅動組件正反向旋轉驅動工作同步使得水平托舉矯正組件整體旋轉運動配合同步齒輪來進行傳動工作,致使嚙合驅動齒環沿著回轉架進行圓周旋轉運動,通過旋轉的嚙合驅動齒環來使翻轉輪槽塊進行正反方向的180調節運動,來分別形成對凹面輪轂中內凹狀的輪輻工件夾持工作以及凸面輪轂中凸出狀的輪輻工件夾持工作,通過該方式同步適配實際卡兩種不同車輪轂焊接工件的鉆孔加工工作,有效提高該全自動鉆孔加工設備的功能性,滿足多樣化加工所需。
4、優選地,所述翻轉輪槽塊內壁設置有若干呈環形等間距分布的螺旋擠壓驅動槽;所述翻轉輪槽塊外壁一側設置有與凹面輪轂中輪輻配件的陽角面適配的多段貼合面a;所述翻轉輪槽塊外壁另一側設置有與凸面輪轂中輪輻配件的陰角斜面適配的多段貼合面b。
5、優選地,所述嚙合驅動齒環一側設置有與所述螺旋擠壓驅動槽擠壓接觸的若干擠壓凸起;所述嚙合驅動齒環內壁呈環形等間距設置有若干同步齒槽。
6、優選地,所述水平托舉矯正組件包括通過若干連接臂固定于所述回轉架內壁的環架;所述環架通過軸承呈環形等間距設置有若干齒盤;所述齒盤內部滑動設置有保持套筒,所述保持套筒內壁至少開設有一個環槽;所述保持套筒內部鉸接設置有補償容錯腔;所述補償容錯腔內部鉸接設置有若干呈環形等間距分布的渦簧;若干呈環形等間距分布的渦簧通過升降套筒連接;且,所述升降套筒邊側相對所述環槽位置設置的水平保持環塊。
7、優選地,所述水平保持環塊外沿直徑大于所述環槽內沿直徑,且,水平保持環塊外沿直徑小于所述環槽外沿直徑;且,所述水平保持環塊厚度與所述環槽徑向長度適配致使所述水平保持環塊與所述環槽緊密貼合。
8、優選地,所述吸附組件包括轉動布置于所述升降套筒內的負壓連接軸桿;所述負壓連接軸桿端部邊側設置有一個與負壓連接軸桿的負壓吸附通道連通的側吸孔;所述負壓連接軸桿頂部邊側設置有吸附罩。
9、優選地,若干所述保持套筒底部通過軸承座與連接架安裝連接;且,所述保持套筒通過連接架、推桿與所述環架構成升降結構;其中,所述保持套筒頂面與所述負壓連接軸桿頂面位于同一水平線上。
10、優選地,所述負壓連接軸桿通過升降套筒、渦簧與所述保持套筒彈性連接。
11、優選地,所述驅動組件包括布置于任意兩個所述齒盤之間的伺服驅動電機;所述伺服驅動電機輸出端設置有與任意一個所述齒盤嚙合連接的驅動齒輪。
12、一種卡車輪轂全自動鉆孔加工設備的使用方法,包括以下步驟:
13、s100、基礎水平搭接處理:通過推桿的回程工作致使連接架帶動保持套筒及吸附組件整體上升;然后通過人工來將所需鉆孔加工的輪轂中的輪輻進行放置于負壓連接軸桿頂面;
14、s200、吸附處理:通過外接管道配合負壓抽吸裝置來對負壓連接軸桿進行抽吸工作,致使吸附罩與輪轂中的輪輻接觸面緊密吸附貼合;
15、s300、下降處理:通過推桿的沖程工作致使連接架帶動保持套筒及吸附組件整體下降至合適位置;
16、s400、調節處理:
17、s401、若對卡車凹面輪轂中內凹狀的輪輻工件夾持進行調節處理:
18、通過伺服驅動電機相對正向旋轉驅動致使驅動齒輪旋轉帶動齒盤;通過齒盤驅動同步齒輪進行旋轉工作,致使嚙合驅動齒環做圓周旋轉運動,通過嚙合驅動齒環旋轉致使若干擠壓凸起分別對螺旋擠壓驅動槽進行切入,配合螺旋擠壓驅動槽螺旋狀,將軸向驅動作用力變成徑向動力輸出,迫使翻轉輪槽塊進行旋轉使多段貼合面a與卡車凹面輪轂中內凹狀的輪輻工件陽角面相對貼合進行居中夾持工作;
19、s402、若對卡車凸面輪轂中凸出狀的輪輻工件夾持進行調節處理:
20、通過伺服驅動電機相對反向旋轉驅動致使驅動齒輪旋轉帶動齒盤;通過齒盤驅動同步齒輪進行旋轉工作,致使嚙合驅動齒環做圓周旋轉運動,通過嚙合驅動齒環旋轉致使若干擠壓凸起分別對螺旋擠壓驅動槽進行切入,配合螺旋擠壓驅動槽螺旋狀,將軸向驅動作用力變成徑向動力輸出,迫使翻轉輪槽塊進行旋轉180度使多段貼合面b與卡車凸面輪轂中外凸狀的輪輻工件陰角面相對貼合進行居中夾持工作;
21、s500、鉆孔處理:通過鉆孔加工機臺垂直滑動端的鉆孔組件下降來對卡車輪轂中外輪輻工件進行鉆孔工作,配合分度盤旋轉調節實現連續自動化鉆孔工作。
22、與現有技術相比,本發明的有益效果是:
23、1、本發明通過驅動組件正反向旋轉驅動工作同步使得水平托舉矯正組件整體旋轉運動配合同步齒輪來進行傳動工作,致使嚙合驅動齒環沿著回轉架進行圓周旋轉運動,通過旋轉的嚙合驅動齒環來使翻轉輪槽塊進行正反方向的180調節運動,來分別形成對凹面輪轂中內凹狀的輪輻工件夾持工作以及凸面輪轂中凸出狀的輪輻工件夾持工作,通過該方式同步適配實際卡兩種不同車輪轂焊接工件的鉆孔加工工作,有效提高該全自動鉆孔加工設備的功能性,滿足多樣化加工所需。
24、2、本發明通過若干螺旋擠壓驅動槽的設置,致使單一的嚙合驅動齒環進行旋轉工作中可同步驅動多個翻轉輪槽塊進行旋轉運動,通過該設置有效提高操作的復雜性,便于同步調節多個翻轉輪槽塊;并通過多段貼合面a及多段貼合面b設置,同步適配貼合凹面輪轂中內凹狀的輪輻工件以及凸面輪轂中凸出狀的輪輻工件,從而在滿足基礎夾持工作的同時有效提高界面面積,以形成穩定的夾持狀態。
25、3、本發明通過首尾相連的同步齒槽來實現單一動力輸入的簡便性,同時基于嚙合驅動齒環旋轉致使若干擠壓凸起分別對螺旋擠壓驅動槽進行切入,配合螺旋擠壓驅動槽螺旋狀,將軸向驅動作用力變成徑向動力輸出,形成同步多個翻轉輪槽塊必要條件。
26、4、本發明通過負壓連接軸桿與外部負壓抽吸設備連接形成負壓效果,通過推桿的沖回程調節致使連接架整體帶動水平托舉矯正組件中升降端進行調節工作,通過升降調節致使多個負壓連接軸桿端部設置的吸附罩對卡車輪轂中輪輻配件的平面接觸并形成負壓吸附效果,以保持卡車輪轂中輪輻配件實現基礎對水平穩定作用,同時利用保持套筒頂面與所述負壓連接軸桿頂面位于同一水平線上設置,有效提高卡車輪轂中輪輻配件水平受力基礎面積,進一步提高保持水平的穩定性;降低夾持操作中對卡車輪轂中輪輻配件造成傾斜偏的情況。
27、5、本發明通過可自由多向水平調節的升降套筒致使該卡車輪轂中輪輻配件在水平吸附過程中后同步可進行自由多向水平平移調節,在一定人工手動放置卡車輪轂中輪輻配件的誤差范圍內配合居中夾持工作,實現卡車輪轂中輪輻配件居中調節的高精度夾持工作,便于鉆孔組件的定位鉆孔操作;同時基于渦簧的設置有效降低在進行調節工作導致升降套筒出現偏移的情況,出現因該偏移情況出現居中夾持運動干涉;通過呈弧形結構的渦簧相對常規軸向螺旋設置的彈簧該若干呈環形等間距分布的渦簧致使升降套筒各個方向受力均勻且復位調節效果良好。
- 還沒有人留言評論。精彩留言會獲得點贊!