一種葉片緣板面銑削刀路隨形補償方法及相關設備與流程
本發明涉及數控加工,尤其涉及一種葉片緣板面銑削刀路隨形補償方法及相關設備。
背景技術:
1、渦輪葉片是航空發動機的核心零部件之一,其設計與制造水平對發動機的空氣動力學性能起著至關重要的作用。渦輪葉片在結構上主要由葉冠、葉身、緣板、葉根四部分組成。其中,緣板位于葉身與葉根或葉冠之間,表面為平面,具有引流、保護葉片、降低噪音等作用。根據現有的緣板面的數控編程模型以及銑削刀路可知,緣板面加工的內環刀路形狀與葉片截線具有一致性。由于在實際生產中,加工誤差不可避免,葉片的實際截線存在變形,若直接使用理論程序加工緣板面,刀具在刀路內環與葉片極易發生過切或者欠切,從而降低葉片的加工質量。
2、為了實現緣板面與葉片的光滑轉接,提高葉片的加工質量,現有的解決方案是首先需要通過在機測量或三坐標測量等測量手段獲取葉片的實際形狀信息,而后利用逆向建模技術得到葉片的實際數模,最后基于實際數模重新進行數控編程得到新的加工刀路。但現有方案需要人工干預,重復進行數控編程,存在滯后性,嚴重影響生產加工效率,且不能滿足自動化生產的要求。
3、因此有必要提出一種葉片緣板面銑削刀路隨形補償方法,以至少解決上述部分問題。
技術實現思路
1、為此,本發明所要解決的技術問題在于克服現有技術需要人工干預,重復進行數控編程,存在滯后性,嚴重影響生產加工效率,且不能滿足自動化生產的問題。
2、為解決上述技術問題,本發明提供了一種葉片緣板面銑削刀路隨形補償方法,包括:
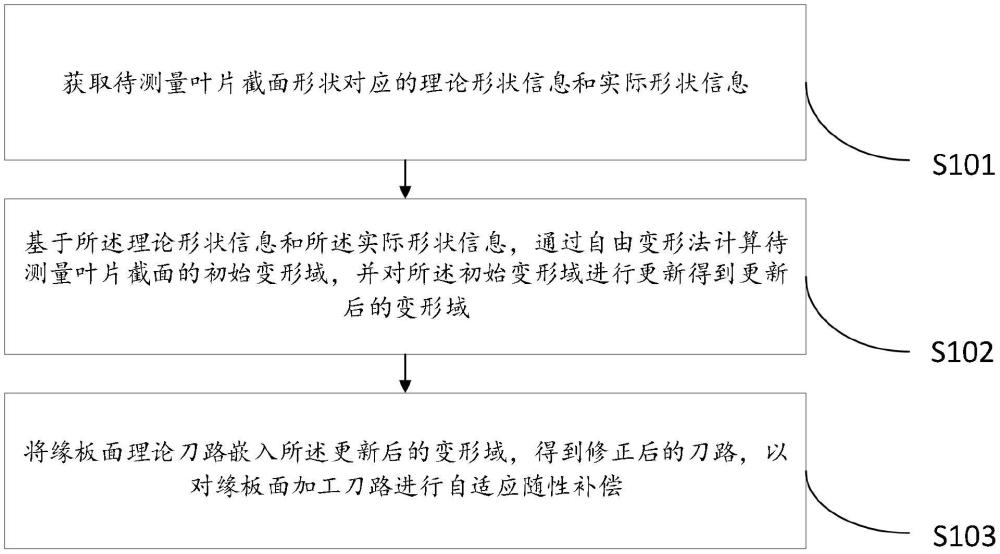
3、獲取待測量葉片截面形狀對應的理論形狀信息和實際形狀信息;
4、基于所述理論形狀信息和所述實際形狀信息,通過自由變形法計算待測量葉片截面的初始變形域,并對所述初始變形域進行更新得到更新后的變形域;
5、將緣板面理論刀路嵌入所述更新后的變形域,得到修正后的刀路,以對緣板面加工刀路進行自適應隨性補償。
6、在本發明的一個實施例中,所述理論形狀信息包括理論葉片變形截線、理論葉片截線測量點、理論偏置截線和理論點;所述實際形狀信息包括實際葉片截線測量點、實際葉片變形截線、實際偏置截線和變形點。
7、在本發明的一個實施例中,獲取待測量葉片截面形狀對應的理論形狀信息和實際形狀信息,包括:
8、根據預設的測量路徑,得到所述待測量葉片截面形狀對應的理論葉片變形截線,并根據所述理論葉片變形截線得到理論葉片截線測量點;
9、對所述理論葉片截線測量點進行測量,得到實際葉片截線測量點,并根據所述實際葉片截線測量點得到所述待測量葉片截面形狀對應的實際葉片變形截線;
10、將所述理論葉片變形截線和所述實際葉片變形截線分別向外偏置刀具預設的半徑距離,得到理論偏置截線和實際偏置截線;
11、將所述理論偏置截線在參數空間均勻離散得到理論點,并將所述理論點向所述實際葉片變形截線投影得到變形點。
12、在本發明的一個實施例中,基于所述理論形狀信息和所述實際形狀信息,通過自由變形法計算待測量葉片截面的初始變形域,包括:
13、提取緣板面刀路的刀位點,將所述刀位點沿刀軸方向偏移預設的半徑距離,得到理論刀位中心點;
14、獲取所述理論刀位中心點的矩形包圍盒,并將所述矩形包圍盒的邊界作為初始變形域的邊界;
15、獲取所述初始變形域的節點矢量和控制網格,分別計算得到所述初始變形域在x坐標軸與y坐標軸方向上的節點矢量和控制點,以得到所述初始變形域的控制點和節點矢量。
16、在本發明的一個實施例中,獲取所述初始變形域的節點矢量和控制網格,分別計算得到所述初始變形域在x坐標軸與y坐標軸方向上的節點矢量和控制點,以得到所述初始變形域的控制點和節點矢量,包括:
17、將所述初始變形域的邊界在x軸方向上的區間等距離離散得到一維點;
18、采用等弦長參數化,對所述x軸方向上的一維點進行三次樣條差值,得到x軸方向上的節點矢量和控制點;
19、將所述初始變形域的邊界在y軸方向上的區間等距離離散得到一維點;
20、采用等弦長參數化,對所述y軸方向上的一維點進行三次樣條差值,得到y軸方向上的節點矢量和控制點;
21、根據所述x軸方向上的節點矢量和控制點與所述y軸方向上的節點矢量和控制點,得到所處初始變形域的控制點和節點矢量。
22、在本發明的一個實施例中,對所述初始變形域進行更新得到更新后的變形域,包括:
23、根據所述理論點和所述變形點,計算得到對應的理論矩陣與變形矩陣;
24、根據所述初始變形域得到變形域矩陣;
25、根據所述理論矩陣、所述變形矩陣、所述變形域矩陣計算得到所述初始變形域的控制點變化量;
26、通過所述初始變形域的控制點變化量更新所述初始變形域控制點,得到更新后的變形域。
27、在本發明的一個實施例中,將緣板面理論刀路嵌入所述更新后的變形域,得到修正后的刀路,以對緣板面加工刀路進行自適應隨性補償,包括:
28、獲取所述理論刀位中心點在所述初始變形域中的參數坐標;
29、將所述參數坐標帶入所述更新后的變形域,得到實際刀位中心點;
30、將所述實際刀位中心點沿理論刀軸反方向偏移預設的半徑距離,得到修正后的刀位點。
31、本發明還提供了一種葉片緣板面銑削刀路隨形補償系統,包括:
32、測量點獲取模塊,用于獲取待測量葉片截面形狀對應的理論形狀信息和實際形狀信息;
33、變形域更新模塊,用于基于所述理論形狀信息和所述實際形狀信息,通過自由變形法計算待測量葉片截面的初始變形域,并對所述初始變形域進行更新得到更新后的變形域;
34、刀位修改模塊,用于將緣板面理論刀路嵌入所述更新后的變形域,得到修正后的刀路,以對緣板面加工刀路進行自適應隨性補償。
35、本發明還提供了一種電子設備,包括:處理器、存儲器和總線,所述存儲器存儲有所述處理器可執行的機器可讀指令,當電子設備運行時,所述處理器與所述存儲器之間通過所述總線進行通信,所述機器可讀指令被所述處理器運行時執行如上述實施例中任一所述葉片緣板面銑削刀路隨形補償方法的步驟。
36、本發明還提供了一種計算機可讀存儲介質,所述計算機可讀存儲介質上存儲有計算機程序,所述計算機程序被處理器運行時執行如上述實施例中任一所述葉片緣板面銑削刀路隨形補償方法的步驟。
37、本發明的上述技術方案相比現有技術具有以下有益效果:
38、本發明通過測量葉片相應截面的實際形狀信息,而后采用自由變形方法(ffd,free?form?deformat?ion)計算出該截面的變形域,然后將緣板面理論刀路嵌入此變形域中,從而得到與葉片截線形變一致的變形刀路,實現緣板面加工刀路的自適應隨形補償。該方法有助于提升葉片圓角過渡面的加工質量,同時避免了工藝人員重復編程,減少生產過程的人工干預,對實現渦輪葉片加工生產的自動化具有重要意義。
- 還沒有人留言評論。精彩留言會獲得點贊!