一種花灑盤用拉伸模具的制作方法
本技術涉及花灑盤加工的,尤其是涉及一種花灑盤用拉伸模具。
背景技術:
1、花灑盤是淋浴設備中非常重要的組成部分,其設計和功能對于使用者的淋浴體驗有著顯著的影響,且其市場需求量大,這些因素也使其生產工藝日臻成熟。
2、現有的花灑盤通常為不銹鋼金屬材質,其形狀通常為表面具有弧形過渡結構的圓盤狀,且一般采用拉伸模具對其進行拉伸成型。花灑盤加工時,需要將片狀不銹鋼金屬材料置于拉伸模具上,拉伸模具運行后能夠先后對片狀不銹鋼金屬材料進行切割和拉伸,從片狀不銹鋼金屬材料上切割下所需形狀和尺寸的原料后,再通過模具對原料施加作用力,使原料拉伸變形,最終形成所需形狀的花灑盤。
3、但是,花灑盤在拉伸成型的過程中,若拉伸模具對其施加的瞬時作用力過大或對其施加作用力的時間不足等,均會對拉伸成型后的花灑盤的質量產生影響,可能會導致出現花灑盤部分位置應力過度集中凹陷、開裂或未能完全拉伸成型等現象。
4、因此,現亟需一種能夠有效提高花灑盤拉伸成型質量的拉伸模具,以有效提高花灑盤加工的成品合格率。
技術實現思路
1、本技術提供一種花灑盤用拉伸模具,能夠有效提高花灑盤拉伸成型的效果,從而有效提高花灑盤加工后成品的合格率。
2、本技術提供一種花灑盤用拉伸模具,采用如下的技術方案:
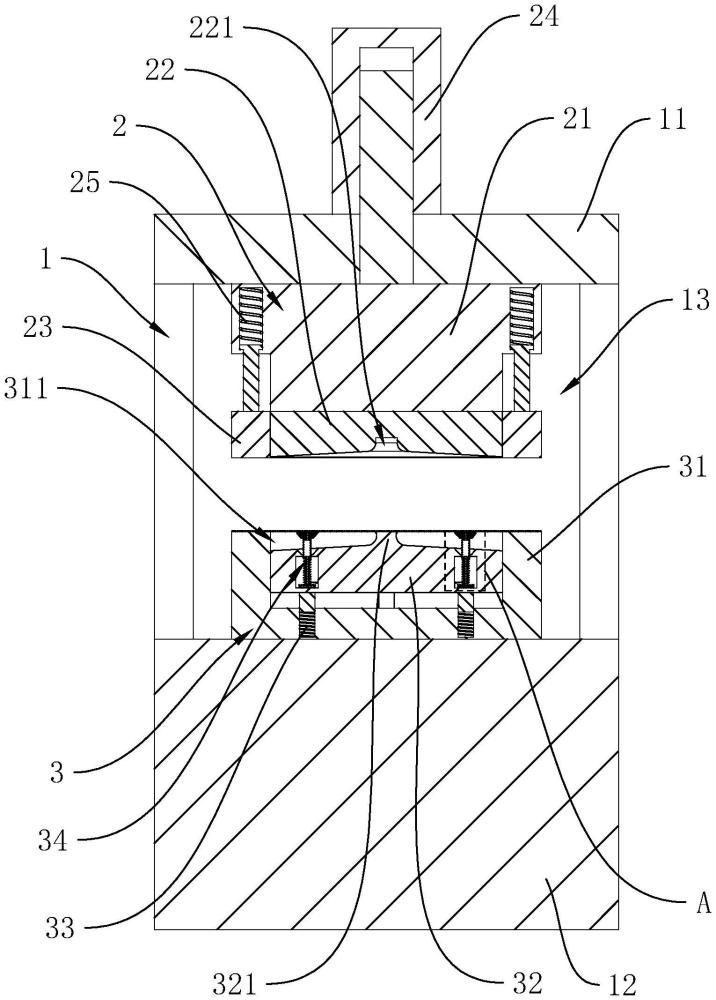
3、一種花灑盤用拉伸模具,包括機體、上模裝置以及下模裝置,所述上模裝置以及所述下模裝置均設置于所述機體上;
4、所述機體包括上平臺以及下平臺,所述上平臺位于所述下平臺的上方,且所述上平臺與所述下平臺之間存在作業空間;
5、所述上模裝置包括上模主體、上模具、抵接件、驅動件以及若干第一彈性件;所述驅動件設置于所述上平臺上,所述上模主體位于所述作業空間中且與所述上平臺沿豎直方向滑動連接,且所述驅動件能夠驅使所述上模主體移動;所述上模具設置于所述上模主體的底部,且所述上模具的底部具有與花灑盤相適配的成型凹槽;所述抵接件與所述上模主體沿豎直方向滑動連接,所述第一彈性件的兩端分別與所述抵接件以及所述上模主體連接,所述第一彈性件能夠驅使所述抵接件向下滑動至極限位置并保持,且此時所述抵接件的底部端面與所述上模具的底部齊平;
6、所述下模裝置包括下模主體、下模具以及若干第二彈性件;所述下模主體設置于所述下平臺上且位于所述作業空間中,所述下模主體上具有供所述上模具進入的活動槽,所述下模具的頂部具有與花灑盤相適配的成型凸起,且所述下模具設置于所述活動槽中且與所述下模主體沿豎直方向滑動連接;所述第二彈性件的兩端分別與所述下模具以及所述下模主體連接,所述第二彈性件能夠驅使所述下模具向上滑動至極限位置并保持,且此時所述下模具的頂部與所述下模主體的頂部端面齊平。
7、通過采用上述技術方案,拉伸成型的過程中,能夠使片狀不銹鋼金屬材料切割后收到的作用力大小變化速度更加均勻,降低原料在拉伸成型過程中受損的概率;同時,能夠在拉伸完成后繼續對原料增加作用力,幫助原料拉伸后定型,從而能夠有效提高花灑盤拉伸成型的效果,進而能夠有效提高花灑盤加工后成品的合格率。
8、可選的,所述下模裝置還包括多個伸縮組件,所述伸縮組件設置于所述下模具的邊緣位置,且多個所述伸縮組件于所述下模具上均勻分布;
9、所述伸縮組件包括活動件以及第三彈性件;所述活動件沿豎直方向與所述下模具活動連接,所述活動件向下活動至極限位置時,所述活動件頂部的端面與所述下模具頂部的端面齊平;所述第三彈性件的兩端分別與所述活動件以及所述下模具連接,所述第三彈性件能夠驅使所述活動件向上活動至極限位置并保持,且此時所述活動件的頂部不高于所述成型凸起的頂部。
10、通過采用上述技術方案,花灑盤拉伸成型完成且上模具與下模具分離后,多個活動件能夠在多個第三彈性件的作用下共同將拉伸成型完成的花灑盤頂出,從而能夠幫助花灑盤脫料,降低花灑盤脫料過程中受損的概率。
11、可選的,所述活動件的頂部具有用于擴大接觸面積的接觸部,所述下模具上開設有與所述接觸部相適配的讓位槽;所述接觸部的頂部具有接觸面,所述接觸部位于所述讓位槽中時,且所述接觸面與所述下模具頂部的表面齊平。
12、通過采用上述技術方案,擴大活動件與原料的接觸面積能夠有效降低原料拉伸成型過程中與活動件接觸的位置受力不均勻出現凹陷、開裂等現象的概率,從而能夠進一步提高花灑盤拉伸成型的效果。
13、可選的,所述下模具的內部還開設有多個集屑空間以及多個通口,多個所述集屑空間以及多個所述通口均與多個所述讓位槽一一對應,所述集屑空間位于對應所述讓位槽的下方,所述通口位于對應所述讓位槽與對應所述集屑空間之間,使所述讓位槽與對應的所述集屑空間相通,所述下模具頂部表面的金屬碎屑能夠進入所述讓位槽并通過所述通口進入所述集屑空間中。
14、通過采用上述技術方案,花灑盤拉伸成型的過程中,下模具頂部表面存在從片狀不銹鋼金屬材料上切割得到原料的過程中形成的金屬碎屑等雜質,能夠方便雜質沿下模具頂部端面移動先進入讓位槽,再通過通口進入集屑空間中收集,從而能夠減小金屬碎屑等雜質對花灑盤拉伸成型質量的影響。
15、可選的,所述伸縮組件還包括導向件,所述導向件豎直設置于所述集屑空間中,所述活動件遠離所述接觸部的一端開設有與所述導向件相適配的配合槽,且所述導向件與所述活動件穿設配合。
16、通過采用上述技術方案,導向件能夠對活動件的活動起引導效果,從而能夠提高活動件在花灑盤拉伸成型過程中活動的穩定性,同時能夠有效延長伸縮組件的使用壽命。
17、可選的,所述活動件上開設有若干透氣孔,所述透氣孔的一端與所述配合槽相通,所述透氣孔的另一端貫穿所述接觸面形成開口;所述導向件上開設有若干排氣孔,所述排氣孔的一端貫穿所述導向件的頂部形成開口并與所述配合槽相通,所述排氣孔的另一端貫穿所述導向件的周側并與所述集屑空間相通。
18、通過采用上述技術方案,花灑盤拉伸成型的過程中,活動件向下活動的過程中,配合槽內部的空間逐漸減小,配合槽中的氣體將分別通過透氣孔以及排氣孔排出,驅使與活動件接觸的原料向上移動進一步與上模具抵緊,提高原料拉伸成型過程中相對于上模具的位置穩定性,同時能夠于集屑空間中形成氣流,驅使集屑空間中的金屬碎屑等雜質于角落集中;活動件向上活動的過程中,配合槽內部的空間逐漸擴大,能夠驅使集屑空間中的氣體通過排氣孔進入配合槽中,引導位于讓位槽中乃至下模具頂部表面上的金屬碎屑等雜質進入集屑空間中,同時能夠提高拉伸成型后的花灑盤相對于活動件的位置穩定性。
19、可選的,所述排氣孔遠離所述配合槽的一端于所述導向件上形成有第一氣口以及第二氣口;所述第一氣口的朝向水平,所述第二氣口的朝向向上,所述配合槽中的氣體能夠通過所述第一氣口吹出,且所述集屑空間中的氣體能夠通過所述第二氣口吸入。
20、通過采用上述技術方案,能夠方便排氣孔在活動件上下活動的過程中實現驅使金屬碎屑等雜質于集屑空間角落集中以及引導外界的氣體通過讓位槽進入集屑空間的效果。
21、可選的,所述導向件于若干所述第一氣口以及若干所述第二氣口均設置有導流件,所述導流件能夠引導氣流單向流動通過。
22、通過采用上述技術方案,能夠進一步方便排氣孔在活動件上下活動的過程中實現驅使金屬碎屑等雜質于集屑空間角落集中以及引導外界的氣體通過讓位槽進入集屑空間的效果。
23、可選的,所述下模具的內部還開設有多個引屑通道以及若干開閉可控的排屑口;所述引屑通道與所述集屑空間相通,且所述排屑口與所述引屑通道的底部相通。
24、通過采用上述技術方案,能夠方便工作人員在拉伸模具使用后對下模具內部收集的金屬碎屑等雜質進行清除。
25、可選的,所述活動件向上活動至極限位置時,所述活動件的頂部與所述成型凸起的頂部齊平。
26、通過采用上述技術方案,使活動件能夠在片狀不銹鋼金屬材料上料后就對其起支撐作用,使得上模具于片狀不銹鋼金屬材料上切割得到原料后,多個活動件能夠同時對原料起支撐作用,使原料切割后能夠保持較高的位置穩定性,從而能夠進一步提高后續原料拉伸成型的效果。
27、綜上所述,本技術包括以下至少一種有益效果:
28、1.能夠使原料在拉伸成型過程中受力更加均勻,且能夠在拉伸成型初步完成后對花灑盤進行定型,從而能夠有效提高花灑盤拉伸成型的效果,進而有效提高花灑盤加工后成品的合格率;
29、2.能夠提高原料受切割形成后在后續拉伸成型過程中的位置狀態的穩定性,從而能夠進一步提高花灑盤拉伸成型的效果;
30、3.能夠方便花灑盤拉伸成型后與下模具分離脫料,同時降低花灑盤附著于上模具上的概率,從而能夠有效降低花灑盤拉伸成型后脫料受損的概率;
31、4.能夠方便下模具表面的拉伸成型過程中形成的金屬碎屑等雜質以及外界的雜質于下模具的內部收集,降低雜質對花灑盤拉伸成型質量的影響。
- 還沒有人留言評論。精彩留言會獲得點贊!