一種40mmx100mm矩形扁鋼軋制方法與流程
本發明涉及彈簧鋼扁鋼軋制,具體是一種40mmx100mm矩形扁鋼軋制方法。
背景技術:
1、目前,國內彈簧扁鋼生產廠家較少,扁鋼價格優勢明顯,市場需求量較大,預計2024-2025年每年彈簧扁鋼需求量在800萬噸,汽車彈簧扁鋼需求量約300萬噸。目前汽車行業為了輕量化,采用了新的彈簧鋼板結構,就是單片彈簧的中間段最厚,往兩端逐漸變薄的變截面彈簧鋼板,因此汽車彈簧行業提出了斷面為矩形彈簧扁鋼的需求。因為成品斷面為矩形,由于四角圓弧較小,因此在軋制過程中容易角部未充滿。同時,在前面道次壓下及來料控制不當,容易導致在軋制過程中產生折疊、劃傷、扭轉等事故。矩形扁鋼角部r角設計不當,應力沒有得到釋放,存在應力集中,極易產生疲勞裂紋。
2、公開號為cn112893454a的中國發明專利申請公開了一種38mm厚度的矩形彈簧扁鋼軋制方法,按照下列步驟實施:1、確定矩形彈簧扁鋼斷面尺寸,彈簧扁鋼四個角部圓角均為r15mm;2、將彈簧扁鋼軋制生產線中的k2、k4立軋孔型進行重新設計,其中k2孔型主要參數為:兩個軋輥間距l為91mm、軋輥圓角r為15mm,左側軋輥深度h為27mm、寬度b為44.62mm,右側軋輥寬度b為38.22mm,k4孔型的主要參數為:兩個軋輥間距l1為93mm、左側軋輥深度h1為27mm,軋輥圓角r為8mm,右側軋輥底面寬度b1為52.58mm、右側軋輥頂面寬度b2為45mm;3、k2、k4采用箱式孔型,為保證軋制過程料型穩定及成品質量要求,k1-k2采用小壓下,壓下量2-3mm。然而根據gbt?33164.1-2016汽車懸架系統用彈簧鋼第1部分:熱軋扁鋼,第4.1.3節中,厚度≤40mm,其r角為8mm±2mm。而公開號為cn?112893454?a的中國發明專利其k2軋輥圓角r為15mm,k2作為成品前孔型,對于成品r角的控制至關重要。根據上述發明專利雖然有利于解決成品角部的應力集中,但對于成品尺寸控制相對困難,軋制過程中不穩定。而且其僅適用于軋制38mm厚度的矩形彈簧扁鋼,并不適用于軋制40mm以上厚度的矩形扁鋼。
技術實現思路
1、本發明要解決的技術問題是,克服矩形扁鋼在軋制過程中容易角部應力集中產生裂紋、成品r角形狀難以控制、成品尺寸控制相對困難、軋制過程中不穩定的缺點,提供一種40mmx100mm矩形扁鋼軋制方法。
2、本發明解決其技術問題所采用的技術方案是:
3、一種40mmx100mm矩形扁鋼軋制方法,具體工藝參數如下:
4、1)半成品圓直徑為100-110mm;
5、2)矩形軋制系統采用平輥5-平輥4-k4-平輥3-平輥2-k2-平輥1的模式,其中k4、k2為40mmx100mm矩形扁鋼專用孔型;
6、3)平輥5的壓下量為36-45mm、平輥4的壓下量為15-25mm、k4的壓下量為18-24mm、平輥3的壓下量為5-8mm、平輥2的壓下量為6-8mm、k2的壓下量為10-16mm、平輥1的壓下量為3-5mm;
7、在軋制程序表中,壓下量是軋制過程中的重要控制參數,其大小直接影響到軋制過程的穩定性、軋制后的產品質量以及設備的壽命。各軋機尤其是平輥5的壓下量如果太小了會導致產品表面粗糙度增大、褶皺等問題,影響產品的表面質量;同時會導致精軋機組之間扭轉幾率增加、精軋機組之間軋機負荷增加、精軋機組之間軋槽不耐磨。壓下量過小還會使得固收縮得不到充分補償,可能導致中心偏析和中心疏松的問題改善不明顯。壓下量過大會增大該機架的負荷,嚴重會導致斷輥情況發生,還會使鑄坯承受過度擠壓,可能引起尚未凝固且富集溶質元素的鋼液流到相鄰的鼓肚區,導致白亮帶、負偏析和逆v偏析。
8、4)平輥5、平輥4、平輥3、平輥2對應的軋機導衛開口度比料型大5-8mm;k4、k2、平輥1對應的軋機導衛開口度比料型大1-3mm;
9、5)為保證軋件在機組中的穩定性,對步驟4)中的導衛導輥孔型進行規范,平輥5和平輥4中導衛導輥r為42-46mm,平輥3和平輥2導衛導輥r為38-42mm;
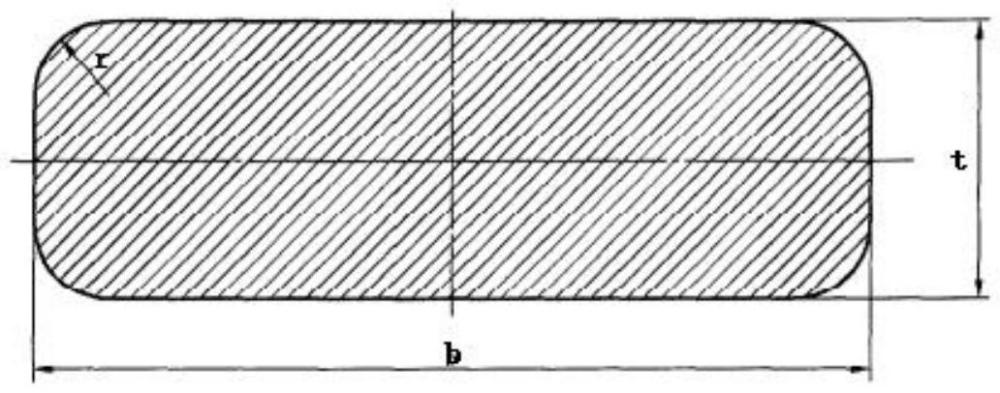
10、6)其中設計k4槽口寬度(b)為70-74mm,槽底寬度(b)為62-65mm,k4孔型槽底圓角r角半徑為17-19mm,槽口圓角r角半徑為9-12mm,側壁斜度為5-8°,槽深(h)為42-46mm;設計k2槽口寬度(b)為40-41.5mm,槽底寬度(b)為44-46mm,k2孔型槽底圓角r角半徑為10-12mm,槽口圓角r角半徑為9-12mm,側壁斜度為3-5°,槽深(h)為38-40mm。
11、進一步,本發明之矩形扁鋼誤差控制40±0.5mm和100±10mm。
12、本發明的方案也適合(40-49)mmx100mm矩形扁鋼的軋制。
13、本發明的關鍵在于控制壓下量、槽口寬度、槽底寬度、槽底圓角r角等參數。槽口、槽口寬度間隙過小導致軋輥過度磨損,甚至損壞;鋼材表面質量下降,如壓痕、劃傷等。槽口、槽口寬度間隙過大,會使得軋制出的鋼材尺寸精度受到影響,如厚度不均。同時,槽口、槽口寬度設計不合理,容易導致扭鋼的情況。槽底圓角r角過小,會導致軋制過程中鋼材與軋輥之間的應力集中,增加軋輥損壞的風險,鋼材表面質量可能受到影響,如裂紋、壓痕等。r角過大軋制出的鋼材形狀可能不符合要求,影響尺寸精度。
14、本發明原理及有益效果:
15、1)本發明對半成品圓要求不高,各軋鋼廠可根據自身的設備能力和原料坯料斷面的情況自由選擇,半成品圓直徑控制在100-110mm;
16、2)矩形軋制系統采用平輥5-平輥4-k4-平輥3-平輥2-k2-平輥1的模式,其中平輥5、平輥4為一套小系統,可根據實際情況適當增加和降低壓下量。軋槽磨損過快可對應軋機放開壓下,減輕軋槽壓力。平輥3、平輥2同上理為一套小系統。同時,若平輥5、平輥4、平輥3、平輥2對應的任何一架軋機出現故障,均可臨時將其下線,快速恢復生產。
17、3)控制各道次的壓下量,有利于延長軋槽過鋼量,提高效率的同時降低成本。
18、4)在生產過程中,軋機導衛開口度起至關重要的作用,導衛開口度過大,軋件容易發生扭轉、咬入跑偏的情況,從而導致發生堆鋼、跑鋼等惡性事故,造成人員和設備的重大損傷。導衛開口度過小則容易造成導輥磨損,造成壓痕和折疊的質量事故。因此本發明對開口度及導衛導輥孔型進行規范。同時平輥5、平輥4、和k4壓下量均較大,有利于保證產品表面的內性能。
19、5)矩形扁鋼在軋制過程中容易角部應力集中產生裂紋、成品r角形狀難以控制,原因為各道次壓下分配不均勻和孔型設計不合理。k4設計孔型槽底圓角r角半徑為17-19mm、k2孔型槽底圓角r角半徑為10-12mm,r角逐步減小,有利于成品r角部控制。同時k4壓下量大于k2,有利于成品r角部應力釋放,同時配合成品軋機非常小的壓下量,進一步釋放角部應力的同時保證r角的形狀。
20、本發明的有益效果:
21、1、矩形軋制系統采用平輥5-平輥4-k4-平輥3-平輥2-k2-平輥1的模式,若平輥5、平輥4、平輥3、平輥2對應的任何一架軋機出現故障,均可臨時將其下線,快速恢復生產。
22、2、延長軋槽過鋼量,提高效率的同時降低成本。
23、3、成品尺寸穩定,符合客戶及國標要求、角部無應力裂紋。
- 還沒有人留言評論。精彩留言會獲得點贊!