一種鋼坯測長物料跟蹤應用的方法與流程
本發明涉及軋鋼,具體涉及到一種鋼坯測長物料跟蹤應用的方法。
背景技術:
1、在軋鋼廠的生產流程中,鋼坯作為原材料,經過加熱爐加熱后,進入軋機進行軋制,最終形成符合標準的鋼材產品。
2、倍尺剪倍尺長度是軋鋼廠生產過程中的一個重要參數,它決定了軋機軋制出的尾材長度,精確控制倍尺長度,可以確保鋼材軋制的連續性和一致性,減少廢鋼,提高材料利用率和生產效率。
3、而鋼坯實際長度與標準長度的誤差會直接影響軋制出的尾材長度,進而對尾鋼長度產生影響,尾鋼過長或尾鋼過短會導致生產節奏減緩、生產中斷、廢材增多等問題。
4、因此,鋼坯長度的精確測量和尾鋼長度控制對于提高生產效率、減少浪費、確保產品質量至關重要。
5、鋼坯長度測量方式通常為以下三種:人工用尺子抽查測量、鋼坯位置檢測儀測量和地輥碼盤測量,其中人工抽查的勞動強度大,測量效率低,而鋼坯位置檢測儀不能直接得到鋼坯的實際長度,使用多個鋼坯位置檢測儀配合僅能測出鋼坯長度是否超出預設的最大或最小容許長度,通過鋼坯帶動地輥旋轉,再利用地輥上的碼盤能間接測得鋼坯的實際長度,但受地輥磨損、鋼坯表面打滑、檢測信號延遲等因素影響,測量精度不穩定,難以為自動化的軋鋼生產流程提供穩定精確的測量結果。
技術實現思路
1、本發明的目的是針對現有技術存在的問題,提供一種鋼坯測長物料跟蹤應用的方法。
2、為實現上述目的,本發明采用的技術方案是:
3、一種鋼坯測長物料跟蹤應用的方法,包括以下步驟:
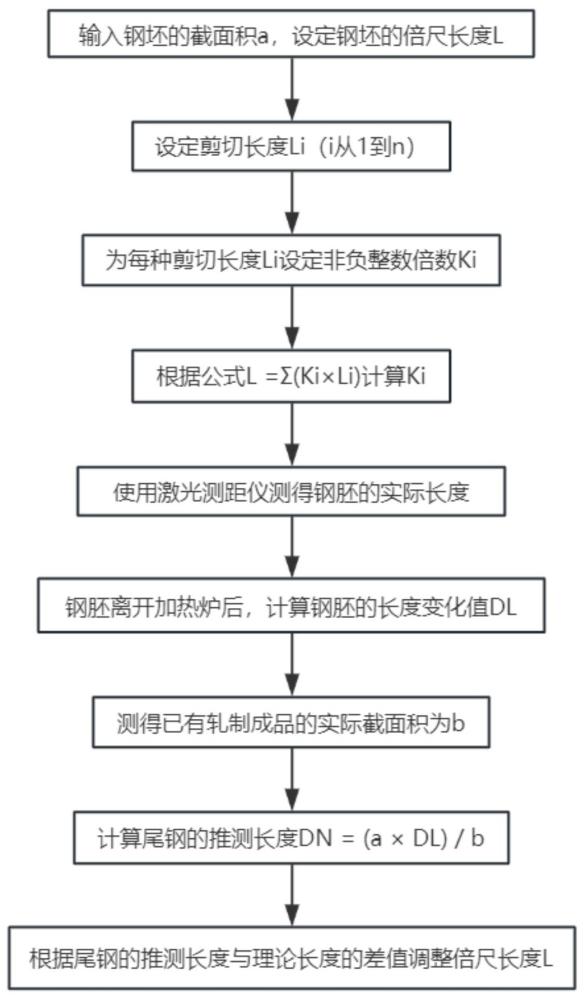
4、測得鋼坯的截面積為a,設定所述鋼坯的倍尺長度為l,剪切長度為li,i為從1到n的整數,其中n是規格的總數;
5、為每種剪切長度li設定一個非負整數倍數ki,根據公式l=σ(ki×li),算得ki;
6、通過提升機或上料臺架兩側的激光測距儀測得所述鋼坯的實際長度;
7、所述鋼坯每抵達一個加工設備時,判斷所述鋼坯是否符合所述加工設備的長度要求,若不符合則所述加工設備發出長度警報;
8、當所述鋼坯離開加熱爐后,計算所述鋼坯的實際長度和理論長度的差值,得到所述鋼坯的長度變化值dl,測得已有軋制成品的實際截面積為b,計算軋制后尾鋼的推測長度dn,dn=(a×dl)/b;
9、計算dn與所述尾鋼的理論長度的差值,根據所述差值調整ki和l,以縮小所述尾鋼的實際長度與理論長度的差距。
10、本發明通過采用激光測距儀來測量鋼坯的實際長度,相較于傳統的人工用尺子抽查測量和地輥結合碼盤測量,激光測距儀具有更高的測量精度和穩定性,能夠減少因人為因素、設備磨損、鋼坯表面打滑等引起的誤差,從而更準確地測得鋼坯長度。
11、本發明通過對鋼坯實際長度變化的實時監測和計算,能夠準確預測軋制后尾鋼的長度,并根據預測結果靈活調整倍尺長度l和剪切長度li的倍數ki,實現對尾鋼的精確控制和調整,以縮小尾鋼實際長度與理論長度的差距,不僅提高材料利用率,降低生產成本,還能避免因尾鋼過長或過短的原因導致的生產中斷。
12、本發明通過激光測距儀的自動化測量和數據處理,減少了人工干預,提高了生產線的自動化水平,在每個加工設備前設置長度警報,可以確保各工序中軋件長度符合工藝要求,避免因長度不合適導致的生產中斷或產品質量問題,這不僅可以降低勞動強度,提高生產效率,還可以減少人為因素導致的誤差,提高產品質量。
13、優選地,測量所述鋼坯實際長度的方法如下:測量所述激光測距儀的間距c,所述激光測距儀測得自身與所述鋼坯的間距分別為d和e,所述鋼坯實際長度f=c-d-e。
14、通過所述激光測距儀的精確測量,能夠準確地獲取鋼坯的實際長度,使用激光測距原理,避免了復雜的物理接觸和機械磨損,提高了測量的準確性和穩定性。
15、優選地,所述鋼坯位于所述提升機或所述上料臺架上時,所述激光測距儀分別位于所述鋼坯的兩側,所述激光測距儀與所述鋼坯位于同一高度,且所述激光測距儀與所述鋼坯的間距為2~3m。
16、將所述激光測距儀布置在所述鋼坯的兩側,且保持與所述鋼坯同一高度,可以確保激光束能夠垂直照射到鋼坯表面,減少因角度偏差導致的測量誤差,同時,2~3m的間距可以確保所述激光測距儀在測量范圍內具有良好的工作性能和準確性。
17、優選地,判斷所述鋼坯是否抵達所述提升機或所述上料臺架的方法如下:所述激光測距儀測得的值均大于3m時,判定所述鋼坯未抵達所述提升機或所述上料臺架,所述激光測距儀測得的值均不大于3m時,判定所述鋼坯抵達所述提升機或所述上料臺架。
18、通過設定一個閾值,所述激光測距儀能夠準確地判斷所述鋼坯是否已抵達所述提升機或所述上料臺架,這種判斷方法簡單有效,為后續的測量和加工提供了準確的信號。
19、優選地,若一側所述激光測距儀測得數值大于3m,而另一側所述激光測距儀測得數值小于3m,則判定位于所述提升機或所述上料臺架上的所述鋼坯發生彎曲,所述激光測距儀發出彎曲報警。
20、只有所述鋼坯在運輸過程中發生明顯彎曲時,才會出現一側所述激光測距儀測得數值大于3m而另一側小于3m的情況,這種及時的彎曲報警有助于避免因所述鋼坯明顯彎曲導致的生產中斷和產品質量問題。
21、優選地,在連接各個所述加工設備的輸送輥道旁設有位置檢測儀,所述位置檢測儀分別位于各個所述加工設備的上料方向和卸料方向處,通過所述位置檢測儀判斷所述鋼坯所處位置。
22、在所述輸送輥道旁設置所述位置檢測儀,能夠實時監測所述鋼坯在生產線上的位置,這有助于對所述鋼坯的精確跟蹤和定位,為后續的加工提供重要信息。
23、優選地,所述激光測距儀測得所述鋼坯的實際長度后,按照工藝順序,將所述鋼坯的實際長度輸入所述鋼坯最先抵達的所述加工設備的數據處理模塊中。
24、將所述鋼坯的實際長度按照工藝順序輸入到最先抵達的所述加工設備的數據處理模塊中,有助于各個所述加工設備根據實際長度進行精確的加工和調整,這有助于提高產品質量和生產效率。
25、優選地,當所述鋼坯離開任一所述加工設備時,按照工藝順序,將所述鋼坯的實際長度輸入所述鋼坯即將抵達的下一個所述加工設備的數據處理模塊中。
26、當所述鋼坯離開任一所述加工設備時,將其實際長度傳遞給下一個所述加工設備的數據處理模塊,確保了生產線上各個設備之間的信息共享和協同工作,這有助于實現生產過程的連續性和穩定性。
27、優選地,所述提升機或所述上料臺架在運輸所述鋼坯時,使所述鋼坯在所述提升機或所述上料臺架上停留預設時間,所述預設時間大于所述激光測距儀的穩定采樣時間。
28、使所述鋼坯在所述提升機或所述上料臺架上停留預設時間,確保了所述激光測距儀有足夠的時間進行穩定采樣和測量,這有助于提高測量的準確性和可靠性,減少因測量誤差導致的生產問題。
29、優選地,所述倍尺長度l小于冷床長度,且所述倍尺長度l大于0.5倍的冷床長度。
30、將所述倍尺長度l設定為小于所述冷床長度但大于0.5倍的所述冷床長度,一方面確保了所述鋼坯不會過長堵塞所述冷床,使正常生產中斷,另一方面使所述冷床能被充分利用,有助于提高生產效率。
31、與現有技術相比,本發明的有益效果是:
32、(1)本發明通過采用激光測距儀來測量鋼坯的實際長度,相較于傳統的人工用尺子抽查測量和地輥碼盤測量,激光測距儀具有更高的測量精度和穩定性,能夠減少因人為因素、設備磨損、鋼坯表面打滑等引起的誤差,從而更準確地測得鋼坯長度。
33、(2)本發明通過對鋼坯實際長度變化的實時監測和計算,能夠準確預測軋制后尾鋼的長度,并根據預測結果調整倍尺長度l和剪切長度li的倍數ki,通過改變倍尺長度l,縮小尾鋼實際長度與理論長度的差距,不僅提高材料利用率,降低生產成本,還能避免因尾鋼過長或過短的原因導致的生產中斷。
34、(3)本發明通過激光測距儀的自動化測量和數據處理,減少了人工干預,提高了生產線的自動化水平,在每個加工設備前設置長度警報,可以確保各工序中軋件長度符合工藝要求,避免因長度不合適導致的生產中斷或產品質量問題,這不僅可以降低勞動強度,提高生產效率,還可以減少人為因素導致的誤差,提高產品質量。
- 還沒有人留言評論。精彩留言會獲得點贊!