錐形環原材料的制造方法與流程
本發明涉及一種錐形環原材料的制造方法,更詳細地講是涉及一種對ni基超合金制的環原材料進行收口加工的錐形環原材料的制造方法。
背景技術:
1、作為對圓筒形狀的環原材料在其軸向上的局部范圍內賦予朝向一個端部而直徑變小的錐形狀而做成錐形環原材料的加工方法,已知有錐形環鍛造、擴口加工等。
2、錐形環鍛造是這樣的加工方法:將芯軸貫穿于環原材料,一邊利用配置于環原材料的上方的上砧將環原材料的外表面在其整個軸向上壓下,一邊使環原材料旋轉而重復進行壓下區域的移動,從而賦予錐形狀。擴口加工是這樣的加工方法:通過從環原材料的一個端部壓入沖頭而使該端部側的直徑擴大,從而賦予錐形狀。
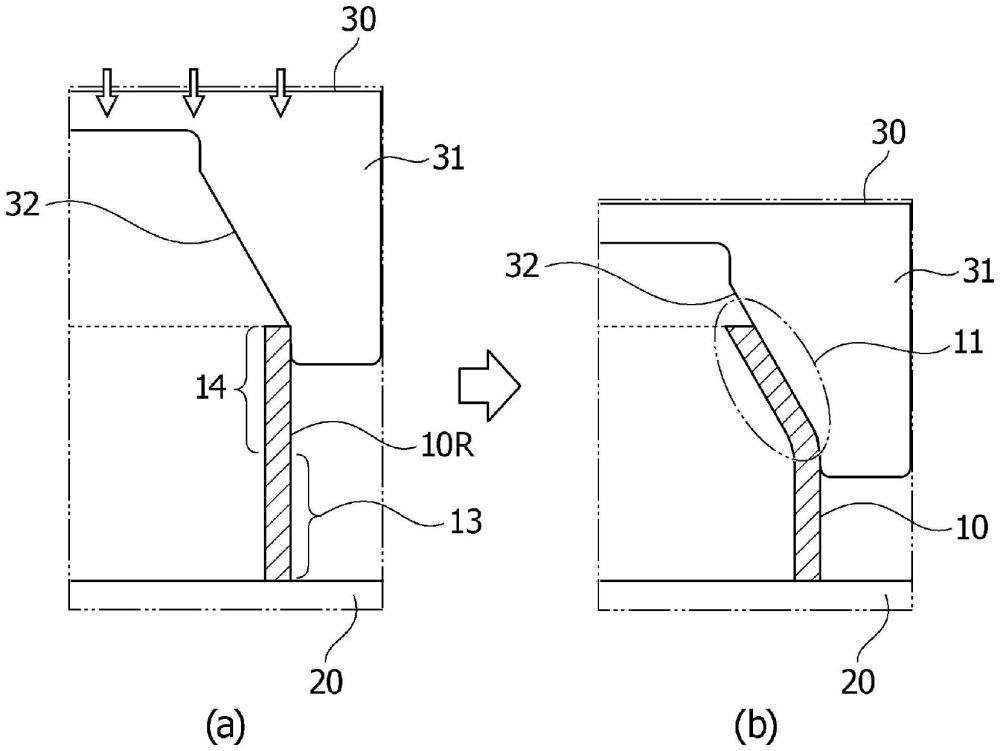
3、此外,作為對環原材料賦予錐形狀的加工方法,已知有收口加工。收口加工是這樣的加工方法:通過將在內表面具有錐度的模具按壓于環原材料的一個端部,從而使該端部側的直徑縮小而賦予錐形狀。
4、在專利文獻1中,作為以往技術,記載了錐形環鍛造和收口加工,在錐形環鍛造中,指出了難以得到期望的形狀這一點、鍛造時間較長等問題。此外,在收口加工中,指出了未被加工的圓筒部向外側鼓起而在錐形部產生折入這樣的問題。于是,在專利文獻1中記載了這樣的內容:在將由多個塊狀片構成的圓筒形狀的中模具插入到環原材料之后,向中模具的錐形狀的內表面壓入模具桿,從而中模具向放射方向擴展,使環原材料的直徑擴大,賦予錐形狀。
5、在專利文獻2中指出了,收口加工雖然在作業時間的方面有利,但是變形平緩,存在錐形狀錯位、無法使曲率半徑較小這樣的問題。在專利文獻2中記載了這樣的內容:通過對環原材料的端部區域實施薄壁化處理或者對該區域的周向實施切口加工而進行收口加工,從而能夠減小錐形狀的錯位,此外,能夠使曲率半徑較小。
6、現有技術文獻
7、專利文獻
8、專利文獻1:日本特開昭63-05843號公報
9、專利文獻2:日本特開昭63-317231號公報
技術實現思路
1、發明要解決的問題
2、作為錐形環原材料的用途,例如,如圖1所示,存在飛機噴氣發動機1的低壓渦輪機外殼2。如圖2所示,低壓渦輪機外殼2例如使用錐形環原材料10,該錐形環原材料10非常大型,大徑側的直徑d為500mm~2500mm,高度h約為200mm~800mm,錐形狀11的部分的錐角也比較大。此外,低壓渦輪機外殼2由于發動機的燃燒而暴露在高溫的氣體中,因此需要設為耐熱合金制。在將錐形環原材料用于除噴氣發動機以外的渦輪機外殼等的情況下,也需要制作大型且耐熱合金制的錐形環原材料。作為耐熱合金,存在這樣的問題:ni基超合金雖然具有優異的耐熱性,但是高溫強度較高而塑性加工困難,而且合金所含有的金屬貴重且昂貴。
3、為了像這樣由昂貴的合金制造大型的錐形環原材料,從作業方面和成本方面考慮謀求以近終形的方式制造。于是,為了由ni基超合金制造錐形環原材料,本技術發明人們考慮通過收口加工而對ni基超合金制的環原材料賦予錐形狀的方法。由于收口加工均等地對環原材料的整周進行成形,因此能夠抑制形狀的偏差,并且由于是壓縮變形,因此能夠抑制塑性加工困難的ni基超合金的原材料裂紋。但是,在對ni基超合金制的環原材料進行收口加工時面臨這樣的問題:產生與通過收口加工而形成的錐形狀部分相鄰的、原本應維持圓筒形狀的部分向外周側撓曲而變形這樣的成形不良。
4、于是,本發明鑒于上述的問題點,其目的在于提供即使對ni基超合金制的環原材料實施收口加工也能夠不產生成形不良地賦予錐形狀的錐形環原材料的制造方法。
5、用于解決問題的方案
6、為了達成上述的目的,本發明的錐形環原材料的制造方法的特征在于,包含如下操作:通過將在內表面具有錐度的收口加工用模具的所述內表面以覆蓋環原材料的端部的整周的方式按壓,從而將所述環原材料的周面的局部收口加工為沿著所述模具的所述內表面的錐形狀,所述環原材料是ni基超合金,開始所述收口加工時的所述環原材料的不進行收口加工的周面的溫度tn(℃)相對于所述ni基超合金的析出相的固溶溫度ts(℃)而言滿足以下的式1的關系,
7、ts-300≤tn≤ts-50···(式1)。
8、也可以包含如下操作:在進行所述收口加工之前將所述環原材料加熱到滿足以下的式2的關系的加熱溫度t0(℃),
9、t0≤ts+30···(式2)。
10、也可以是,所述ni基超合金的析出相的固溶溫度ts(℃)在950℃~1100℃的范圍內。
11、也可以是,開始所述收口加工時的所述環原材料的進行收口加工的周面的溫度為所述環原材料的不進行收口加工的周面的溫度tn以上。
12、也可以是,所述環原材料的外徑da為50mm~3000mm,高度h0為30mm~1000mm。此時,也可以是,所述錐形環原材料的小徑側的外徑db為25mm~2850mm。此外,也可以是,所述環原材料的壁厚t0為0.1mm~300mm,壁厚外徑比t0/da為0.001~0.1。
13、也可以是,所述收口加工的縮徑率為0%(不含)~50%的范圍。
14、也可以是,所述錐形環原材料的錐角θ為5°~40°。
15、也可以是,在所述內表面具有錐度的收口加工用模具的所述內表面還具有約束部,該約束部覆蓋所述環原材料的不進行收口加工的周面。
16、所述ni基超合金的合金組合成分例如按照質量%計能夠設為如下組合成分。
17、(1)c:0.02%~0.10%、mn:0.1%以下、p:0.015%以下、s:0.015%以下、si:0.15%以下、cr:18%~21%、fe:2%以下、mo:3.5%~5.0%、ti:2.75%~3.25%、al:1.2%~1.6%、co:12%~15%、b:0.003%~0.01%、cu:0.1%以下、zr:0.02%~0.08%、mg:0%~0.01%,剩余部分是ni和不可避免的雜質,
18、(2)c:0.08%以下、mn:0.35%以下、p:0.015%以下、s:0.015%以下、si:0.35%以下、cr:17%~21%、ni:50%~55%、mo:2.8%~3.3%、nb和ta:4.75%~5.5%、ti:0.65%~1.15%、al:0.2%~0.8%、co:1%以下、b:0.006%以下、cu:0.3%以下,剩余部分是fe和不可避免的雜質,或者
19、(3)co:4.0%~11.0%、cr:12.0%~17.0%、al:2.0%~4.0%、ti:2.0%~4.0%、al+ti:4.6%~6.7%、mo:5.5%(不含)~10.0%、w:0%(不含)~4.0%、b:0.001%~0.040%、c:0.02%~0.06%、zr:0.05%以下、mg:0.005%以下、p:0.01%以下、nb:1.0%以下、ta:1.0%以下、fe:2.0%以下,剩余部分是ni和不可避免的雜質。
20、也可以是,所述錐形環原材料是飛機用發動機外殼用原材料。
21、發明的效果
22、根據本發明,能夠提供這樣的錐形環原材料的制造方法:通過將開始收口加工時的環原材料的不進行收口加工的周面的溫度tn設為相對于ni基超合金的析出相的固溶溫度ts而言滿足上述式1的關系的溫度,從而能夠不產生成形不良地賦予錐形狀。
- 還沒有人留言評論。精彩留言會獲得點贊!